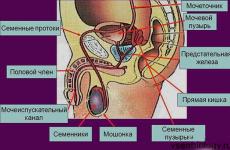
Products and materials from thermally expanded graphite. Gaskets for steam systems Appendix A (informative) Characteristics of sealing materials and products from TRG
RUSSIAN JOINT STOCK COMPANY OF ENERGY AND ELECTRIFICATION
"UES OF RUSSIA"
I APPROVED
Deputy Chairman of the Board,
Chief Engineer of RAO UES of Russia
V.P. Voronin
GENERAL REQUIREMENTS AND INSTRUCTIONS
on the use of seals made of thermally expanded graphite in the fittings of thermal power plants
RD 153-34.1-39.605-2002
Implementation date: 01.11.2002
Developed by: JSC Firm ORGRES (Kakuzin V.B.), NPO Unikhimtek (Avdeev V.V., Doctor of Chemical Sciences, Ilyin E.T., Ph.D., Novikov A.V., Titov R.A., Tokareva S.E., Ph.D., Ulanov G.A., consultant - Zroychikov N.A., Doctor of Technical Sciences), JSC "Chekhov Power Engineering Plant" (Egorov B.V.), Department of Scientific and Technical Policy and Development (Bychkov A.M., Livinsky A.P., Ph.D.), Department of Technical Re-equipment and Improvement of Energy Repair (Berezovsky K.E., Tsagareli Yu. A.).
The RD takes into account the comments and suggestions of MOSENERGO JSC, Chelyabenergo JSC, Irkutskenergo JSC, Kirovenergo JSC.
Statistics on failures of power equipment at thermal power plants show that most shutdowns of boilers and turbines caused by malfunctions in the operation of valves occur due to leakage of the medium through the stuffing box seals of the rods (spindles). In addition, losses of working media through seals, corrosion of parts during transportation, storage and operation of valves, increased energy costs for adjustable electric drives, labor costs for operation and repair of valves are the reasons for the replacement of traditionally used asbestos-based seals with new generation materials at dozens of thermal and nuclear power plants from thermally expanded graphite (hereinafter referred to as TEG).
This regulatory document was developed on the basis of an analysis of the experience of using seals based on TRG in energy fittings, the implementation of which is recommended to energy enterprises by Orders of RAO UES of Russia dated April 16, 1998 No. 63 “On the implementation of a program to improve the technical level of energy enterprises”, dated March 29, 2001 No. 142 “ On priority measures to improve the reliability of the UES of Russia” and dated 01/03/02 No. 1 “On measures to increase the reliability of the UES of Russia and the technical level of energy production in 2002.”
The RD contains a set of requirements that should be followed when assessing the compliance of the valves purchased by enterprises and their component sealing materials with the conditions of their operation, as well as technical requirements for the configuration and assembly of steam-water valve units with seals made of thermally expanded graphite during its design, manufacture and supply, during the performance of work for repair and operation.
1. General Provisions
1.1. Basic requirements for valve seal gland units:
High heat resistance of the packing sealing material, ensuring its tightness throughout the overhaul life of the main power equipment;
Low corrosion activity of the packing material in relation to the parts mating with it, and, first of all, to the rod (spindle);
High quality surface treatment of the stuffing box and the surface of the moving parts in contact with the packing;
High antifriction properties of the packing material, providing minimal force on the drive required to move the control body;
High corrosion resistance of the rod material in contact with the packing;
High resistance of the rod material to crevice erosion and scuffing;
Simplicity of maintenance of the stuffing box assembly, its high maintainability.
1.2. Seals made of thermally expanded graphite (hereinafter - TRG) meet all the requirements according to clause 1.1. and ensure high reliability of the operation of the fittings, its high maintainability, since they do not require maintenance (tightening and tamping) during the period between repairs; Repair of fittings can be carried out without removing (replacing) the stuffing box.
1.3. The valves can be supplied assembled with TRG seals that do not have a corrosive effect on the rod, chamber and other surfaces in contact with TRG seals during transportation and storage (the use of inhibitors or other preservative compounds and special impregnations is allowed).
1.4. For manually operated valves, the force on the flywheel to move the stem after tightening the gland seal should not exceed 300 N.
1.5. Valve sealing units must comply with the requirements of the Russian Gosgortekhnadzor Rules for Boilers, Vessels and Pipelines, RD 153-34.1-39.504-00 “General Technical Requirements for Thermal Power Plant Valves (OTT TPP-2000)”, this RD, and other applicable industry standard and technical documentation .
TEG seals must provide tightness and service life indicators not lower than those for fittings in accordance with section 3 and the requirements of the acceptance and control rules in accordance with section 6 of RD 153-34.1-39.504-00.
1.6. For installation on the valves of thermal power plants, only products from thermoelectric generators are allowed, supplied by enterprises accredited by RAO UES of Russia in accordance with the “Regulations on the industry system of accreditation of suppliers and certification of new technologies and materials.”
2. Scope of application
2.1. These “General requirements and instructions for the use of seals made of thermally expanded graphite in the fittings of thermal power plants” (hereinafter referred to as OT) apply to seals of pipeline fittings of thermal power plants, boiler houses and heating networks and contain requirements for the supplied materials based on thermoexpanded graphite and sealing products made from them (gland packings and rings, gaskets, etc.), and also establish technical requirements for the design and assembly of seal units for steam-water fittings.
2.2. When assessing the fittings purchased by enterprises in the industry for the conditions of their operation at thermal power plants, in addition to the requirements of OTT TPP 2000, one should take into account the compliance of the valve sealing units with the requirements of these OTT.
2.3. OT requirements for sealing units should be taken into account when agreeing on specifications for valves developed for the needs of the industry by design organizations and manufacturing plants.
Requirements for servicing seal units contained in the operating manuals (instructions) of valve manufacturers, valve repair manuals, and technical guidelines for sealing product suppliers must comply with the requirements of these OTs.
2.4. OT are mandatory for use when completing seal units with products from TRG, when performing repair work.
3. Normative references
RD 153-34.1-39.504-00 “General technical requirements for valves of thermal power plants (OTT TPP-2000)”;
RD 302-07-22-93 “Pipeline fittings. Stuffing box units. Design and main dimensions. Technical requirements";
4.4. The design of the seal assembly is determined by the valve manufacturer, with data on the type and designation of sealing products made from TRG being entered into the design documentation in accordance with the specifications of the seal supplier.
In the test program and methodology for newly designed valves, the requirements for bench and pilot testing of seal assemblies must be agreed upon with the company that supplies the seals.
4.5. In the assemblies of the rod seal, wafer connection of the body and cover, piston chamber of the servo drive of the main safety valve of high pressure power fittings PN > 6.3 MPa only sealing products made from TRG should be used.
In sealing units of low pressure industrial valves up to PN £ 6.3 MPa is allowed to be used in addition to TRG and other sealing materials according to the documentation of the valve manufacturers.
5. Instructions for choosing the design of products from TRG and the configuration of valve seal units
5.1. Rod seal assembly.
5.1.1. The design of the stuffing box units of newly designed valves, manufactured taking into account the use of TRG seals by the manufacturers, must correspond to Fig. 5.1.
When using TRG rings in valve stem sealing units previously manufactured for asbestos-containing and other materials, the stuffing box unit is modernized. The design of the gland assemblies of the existing valves for the use of seals from TRG must correspond to Fig. 5.2.
5.1.2. The seal width of the newly designed reinforcement is assumed to be equal to:
Where d- rod diameter, mm.
5.1.3. The end surfaces of the ground bushing, oil seal and intermediate rings should not have bevels or chamfers. Dull sharp edges.
5.1.4. The clearances along the rod between the ground bushing, seal and intermediate rings should not exceed 0.02S to the side.
5.1.5. When determining the depth of the stuffing box of newly designed fittings:
The height of the TRG rings in the free (uncompressed) state is assumed to be equal to the width of the seal -S, mm;
The depth of the ground follower after installing the rings is ensured 3¸ 8 mm;
The height of the seal ring is takenhPC = 4 ¸ 5 mm for rod diameter -d = 10 ¸ 25 mm and hPC = 10 ¸ 15 mm for rod diameterd = 30 ¸ 120 mm.
The depth of the stuffing box is:
Nsk ³ n × hTo + hPC + (3 ¸ 8), mm
Where: n- the number of rings from the TRG, taken in accordance with clause 5.1.6;
hTo- ring height before compression, mm
hPC- height of the seal ring, mm
5.1.6. The optimal number of rings in a set (including closing rings) for installation in the stuffing box of the valve:
3 rings at PN< 6,3 M П a ;
4 rings at 6.3 £ PN< 9 МПа;
5 rings at 9 £ PN< 14 M П a ;
6 rings at PN ³ 14 MPa;
Examples of the configuration of the rod seal of high-pressure power valves are shown in the diagrams * presented in Fig. 5.3.
*Note. In diagrams 1 ¸ 3 indicates the maximum number of rings.
|
|
|
|
|
scheme 1 |
scheme 2 |
scheme 3 |



Rice. 5.3.
Examples of high pressure power valve stem seal configurations.
Scheme 1 - set without closing elements, with PN =10 MPa;
Scheme 2 - for shut-off valves, with PN ³ 14 MPa;
Scheme 3 - for control valves, with PN ³ 14 MPa
1 - ground book,
2 - closing ring, reinforced with metal foil
3 - closing ring, sealed,
4 - ring sealing,
5 - seal ring.
5.1.7. The number of rings from TRG for existing valves when modernizing the stuffing box assembly is selected in accordance with clause 5.1.6. To fill the height of the stuffing box, a new stuffing ring is made, the height of which is taken to be equal to:
hPC = Nsk - n × hTo - (3 ¸ 8) mm,
Where: Nsk- depth of the stuffing box, mm
hPC- height of the new oil seal ring, mm.
Not allowed install more than 6 sealing rings into the stuffing box (since a larger number of rings cannot be properly compressed, and under-compressed lower rings when moving the rod will weaken the tightening force of the seal, which contributes to the development of electrochemical corrosion).
5.1.8. The design of the new seal ring is shown in Fig. 5.4.
The material of the new seal ring is steel 30X13 or materials according to RD 302-07-22-93 “Pipeline fittings. Stuffing box units. Design and main dimensions. Technical requirements".
The end of the mainframe and the new oil seal ring is processed in accordance with Fig. 5.5, in compliance with the requirements of clause 5.1.3.
Note: *edge is sharp (blunt, chamfer is not allowed).
5.1.9. For newly designed valves, the height of the gland ring is selected in accordance with clause 5.1.5; when modernizing the rod seal assembly - in accordance with clause 5.1.7.
TRG rings reinforced with perforatedmetal foil (installed on the outermost);
TRG rings, sealed (installed at the extreme);
Carbon fiber packings, without prior crimping.
The graphite density of TRG closing rings reinforced with perforated metal foil is in the range of 1.7¸ 1.8 g/cm 3, sealed rings - in the range of 1.55¸ 1.6 g/cm3.
The design of the closing rings is selected by the supplier in agreement with the valve manufacturer in accordance with clause 4.4.
To ensure uniform distribution of axial and lateral pressures along the height of the stuffing box, sealing products from TRG that meet the requirements of Appendix A should be installed in the chamber.
Metric thread with tolerance range 8d according to GOST 16093-81.
6.1.6. When repairing valves, the condition of the stuffing box, seal rings and fasteners must be checked visually for the absence of breakages, cracks and other defects affecting strength.
Permissible deviations in dimensions and parameters when repairing rods, stuffing box chambers, backing rings, and ground bushings are given in Table 6.1.
Table 6.1
Permissible deviations in the dimensions and parameters of the valve stem gland seal parts
|
The name of detail |
Repair activities |
||
|
Rod (spindle) |
1. Wear, corrosion in the working area of a double-height oil seal with a thinning diameter of more than h 11 |
Replacing the rod |
|
|
2. Peeling, destruction of the anti-corrosion coating on an area (total) of more than 5% of the area of the double height of the oil seal |
Replacing the rod |
||
|
3. Surface roughness of the cylindrical surface of the rod is more than 0.32 microns |
Roller rolling, diamond smoothing |
||
|
4. Deflection of more than 0.1 mm in the working area of the double-height seal |
Replacing the rod |
||
|
5. Deflection of more than 0.5 mm along the entire length of the rod |
Editing the rod while ensuring the conditions according to clause 4 |
||
|
Stuffing box boring |
1. Surface roughness more than 20 microns |
||
|
Mechanical surface cleaning |
|||
|
Oil seal ring, bushing |
1. Corrosion, wear on the inner diameter more than H 11 |
Part replacement |
|
|
Part replacement |
6.2. Requirements for assembling the rod seal.
6.2.1. To ensure uniform distribution of axial and lateral pressures along the height of the stuffing box, sealing products from TRG that meet the requirements should be installed in the chamber.
6.2.2. The height of the stuffing box before tightening, the height of the stuffing box and intermediate rings must be such that the packing box fits into the socket of the stuffing box by 3¸ 8 mm.
6.2.3. TRG rings are usually installed in one piece.
Installation of rings is allowed:
With one cut, for lateral insertion of O-rings onto the rod by moving the ends in the axial direction and then connecting them to the rod;
Of two halves. In this case, the installation of the half rings should be carried out according to the matching marks applied on one of the ends during manufacture.
When laying split rings, they are positioned in such a way that the cuts of the individual rings of the subsequent row are offset from each other by 90°.
6.2.4. TRG rings for low pressure fittings ( PN £ 6.3 MPa) can be supplied with standardized dimensions that differ from the rod dimensions by 1¸ 3 mm and stuffing box - by 1¸ 2 mm. The compression of the rings, ensuring the tightness of the connection, is carried out in the stuffing box. The permissible deviation of the standardized rings from the declared ones (by size) allows for final compression of the rings without damaging them in accordance with the instructions of the supplier.
6.2.5. TRG rings and packing can be used for:
Complete replacement of the old stuffing box (asbestos-containing, etc.);
Partial replacement of the oil seal with the installation of two (three) upper rings from TRG instead of respectively two (three) rings of asbestos-containing packing.
Partial replacement of the oil seal is used at any pressure to eliminate a defect (steaming, leakage, etc.) during operation of the valve until the next major (current) repair of the equipment.
6.2.6. Before assembling the seal, clean the surfaces of the stuffing box rod, the seal ring and the packing box from remnants of old packing, burrs and other defects.
6.2.7. Contamination, stains, tears and chipping of edges are not allowed on the surfaces of the rings. Traces from pressing, in the form of longitudinal cracks, are allowed on the side surface of the rings along the outer diameter.
6.2.8. To reduce the adhesion (sticking) of particles of the rings on the surfaces of the rod, ground bushings, and oil seal rings in contact with them, these surfaces should be rubbed with graphite grades GS2 or GS3 GOST 8295-73.
6.2.9. Installation of rings is carried out one at a time using ground axles or split technological bushings. To avoid damage to the graphite part of the seal, the use of impact forces is not allowed - both when assembling the seal and when compressing it.
After tightly packing the rings, the nuts should be pre-tightened to ensure that the gaps are selected (until the first slight resistance of the stuffing box), while the gland should enter the chamber by 3¸ 8 mm. Mark the position of the upper plane of the pressure bar relative to the yoke.
The oil seal studs and bolts should be tightened evenly, checking the presence of a gap between the rod and the packing box.
In order to reduce the uneven distribution of stress along the height of the packing, the seal should be tightened with the calculated axial force, after which it is necessary to perform 5¸ 6 cycles of moving the rod by a stroke amount not less than the height of the TRG set.
Instructions for determining the tightening forces of fasteners and deformation of a set of seals from TRG are given in Appendix B.
6.2.10. Compress the stuffing box with the force specified in the table. B1 of Appendix B. If there are no measuring keys at the TPP, you can measure the amount of compression of the ring package by moving the upper plane of the pressure bar relative to the rod.
The approximate value of compression of the package, depending on the operating pressure of the medium, the density of the rings and the height of the package of rings, can be calculated according to the instructions in Appendix B.
6.3. Requirements for the sealing parts of the wafer connection between the body and the valve cover and their assembly .
6.3.1. When installing a set of rings for the first time, you should check:
The main dimensions and maximum deviations of the diameter of the hole in the body and the diameters of the flanges and grooves of the floating cover are in accordance with the requirements of paragraph , ;
The surfaces of the body and cover that contact the O-rings should be free of old packing residue.
6.3.2. To install rings in fittings manufactured before 2000, it is necessary to make a lead-in chamfer (15°, 5 mm) on the body bore. On new fittings manufactured after 2000, such a chamfer is performed by the manufacturer.
Permissible deviations in the dimensions and parameters of the parts of the seal assembly of the wafer joint between the body and the valve cover are given in Table 6.2.
6.3.3. Install two o-rings into the chamber. When installing rings, use a special mandrel or a standard support ring.
6.3.4. Pre-tighten the floating cover in accordance with the valve manufacturer's recommendations.
6.3.5. After crimping the fittings, re-tighten the nuts on the studs of the floating cover.
6.3.6. When reusing a set of o-rings, it is necessary to check their condition; they should not have noticeable damage (cracks, breaks, delamination, etc.). Installation must be carried out in accordance with the marks placed on them during disassembly.
6.4. Requirements for assembling the piston chamber of the servo drive of the main safety valves
6.4.1. Install a set of sealing elements into the piston chamber according to Fig. 5.11.
6.4.2. Install a pressure washer into the piston chamber and tighten the nuts evenly in a cross pattern.
6.4.3. For safety valves, the gland seal kit is compressed until the pressure washer contacts the end surface of the piston.
Table 6.2
Permissible deviations in the dimensions and parameters of the parts of the seal assembly of the wafer joint between the body and the valve cover
|
The name of detail |
Deviations of dimensions and parameters |
Repair activities |
|
|
Body boring |
1. Ellipse on the diameter of the boring: |
Increasing the height and angle of the lead-in chamfer to install TRG rings without biting the edge. |
|
|
Processing, if necessary, with a grinder of opposite surfaces along a smaller diameter up to diameter H11 |
2. Surface corrosion with increasing diameter up to H 13 |
||
|
Cleaning the surface with a grinder 3. Surface corrosion: More than 0.5 mm with boring diameter up to 200 mm |
More than 0.8 mm with boring diameter up to 400 mm |
||
|
Cleaning the surface with a grinder. Restoring the size of the cover (in accordance with clause 2.) and manufacturing the support ring with new dimensions to ensure side clearances of no more than 0.02 S |
1. Corrosion of the surface in contact with the oil seal with a decrease in diameter to h 13 |
||
|
Surface cleaning 2. Corrosion of the surface in contact with the oil seal: More than 0.5 mm with cover diameter up to 200 mm |
More than 0.8 mm with cover diameter up to 400 mm |
||
|
Surfacing by electric welding with processing on a lathe until the gap is restored to no more than 0.02 S |
Support ring 1. Corrosion, wear on the inner diameter more than H 13 |
2. Corrosion, wear on the outer diameter more than h 13 |
Replacement of a part ensuring a gap of no more than 0.02 S
6.5. Requirements for valve cover flange connectors.
6.5.2. 6.5.1. The designs of flange connections of housings with covers are the same as similar connections in which paronite, fluoroplastic or corrugated (toothed) gaskets are used as a sealing element.
For flange connections of valves operating at a medium pressure of up to 6.3 MPa, and for units located inside housings, it is recommended to use gaskets made of graphite sheet reinforced with perforated steel foil 0.1-0.2 mm thick, clad on both sides with graphite foil thick 1.0-1.5 mm (Fig. 6.2).¸ If necessary, graphite along the outer and inner diameter is protected by a seal made of steel foil, 0.2 thick
0.5 mm. PN ³ 6.5.3. For flange connections of fittings on
![]()
9 MPa, it is recommended to use toothed gaskets clad with 0.6 mm thick TEG foil (Fig. 6.3).

Rice. 6.2. Gasket for flange connections for pressures up to 6.3 MPa.Rice. 6.3. Grooved gasket (toothed) for flange connections on³ PN

9 MPa.
1 – gasket 2 – compression limiter.
6.5.4. The gaskets shown in Fig. 6.4, have a groove on which a compression limiter is installed, which is a ring that takes on part of the compression force of the flanges and protects the graphite part from being crushed and washed out. Plating is carried out with foil 1 mm thick.
When repairing fittings, it is allowed to replace gaskets with a compression limiter (Fig. 6.4.) with clad gear gaskets in accordance with Fig. 6.3.
6.5.5. Calculation of the compression force of the gaskets recommended in paragraph 6.5.2. and shown in Fig. 6.3, is produced in the same way as for paronite gaskets according to the formula:
Q = p · Detc× b× m× P pa6,
Where: Detc- average diameter of the gasket;
b- width of the gasket, mm;
m- gasket compression ratio, for waterm= 1.6; for steam m = 2,5;
Rslave- pressure of the working medium, MPa.
Calculation of the gaskets shown in Fig. 6.4., is produced according to the formulas:
Q = p × Detc (3 b 1 + 1,6 b 2 ) × P pa 6 - for water
Q = p × Detc (5 b 1 + 3 b 2 ) × P pa 6 - for steam.
6.5.6. The surfaces on which the gaskets are installed and the gaskets themselves must be clean, dry and free of grease.
6.5.7. Tighten the flange nuts “crosswise” with an initial force of about 50% of the design force, the second tightening by 80% and the third tightening with the full design force.
6.5.8. Gaskets made using TRG can be reused if they were not damaged during disassembly of the fittings. Gaskets with damaged graphite cladding can be repaired by covering the damaged layer with a new layer of TRG foil.
7. Checking the assembly of the stuffing box seal
7.1. Gland seal assemblies and sealing products made from TRGs prepared for assembly must be monitored for compliance with these OTs set out in Sections 4¸ 6.
7.2. When assembling the stuffing box, the tightening sequence, tightening force (torque) or deformation of the TRG seal set is monitored.
7.3. Checking the gland seal assembly for leaks in accordance with the design documentation for the valve.
8. Instructions and recommendations for the operation of units with seals made of TRG
8.1. It is recommended that the final tightening of the stuffing box seal be carried out after hydraulic testing of the fittings (during hydrotesting, air may be released through the seal, accumulating in the upper part of the fittings).
8.2. Additional tightening of the oil seal during operation is not required.
In control valves, when stopping the equipment in the first year after repair (installation), it is necessary to check the compression force of the oil seal and, if necessary, restore it in accordance with Appendix B.
8.3. If a leak or steaming of the seal is detected during operation, the fittings should be disconnected and the seal tightened with a force exceeding the design one (allowed up to 1.5Qpac). 2-4 additional compressions are allowed.
8.4. A sufficient measure to protect valves with TRG seals from corrosion is to preserve the equipment during long shutdowns of the unit.
8.5. In the technical conditions for delivery, the supplier company indicates the warranty period for the operation of products from TRG - at least 4 years from the date of their installation, subject to the technical requirements of these OT, instructions and technical guidelines of the company - supplier of products from TRG.
9. Security requirements
9.1. Only specialists who have studied the requirements of these OTs and the documentation of the supplier of TRG products are allowed to work on servicing stuffing box seals.
9.2. Operation of the valve in the presence of steam through the seal is not allowed (medium release is possible).
9.3. It is not allowed to carry out work on tightening or replacing seals when there is pressure in the valve body.
Appendix A
(informative)
Characteristics of sealing materials and products from TRG
1. General characteristics of sealing materials and products made from TRG.
TRG is foam-like graphite obtained by heat treatment of intercalated graphite, formed by the introduction of various molecules into the interplanar space of the graphite matrix. Graphite foil is produced by the TRG cold rolling method without binders. In the process of chemical and thermal treatment, graphite acquires the properties of elasticity and plasticity, which are maintained during long-term operation. In this regard, graphite foil is called “flexible graphite”.
Flexible graphite foil is the starting material for the manufacture of a wide range of sealing products - cardboard, tape, stuffing box rings with different types of reinforcement, braided packings with different types of threads and types of weaving, reinforced sheets, gaskets, etc.
The table below shows the comparative characteristics of asbestos and the original sealing material (graphite foil) based on TEG:
|
Characteristic |
TRG material |
|
|
Warranty period |
absent |
4 years or more |
|
Operating temperature, °C |
up to 400 (570 with limited service life) |
up to 570 (up to 3000 in an inert atmosphere) |
|
Chemical resistance |
interacts with strong acids and alkalis |
chemically inert |
|
Elasticity, % |
||
|
Friction coefficient for steel |
0,08¸ 0.1 for dry TRG 0.03 ¸ 0.04 for TRG impregnated with fluoroplastic suspension |
The combination of TEG with various reinforcing threads (glass, aramid, etc.) and impregnations makes it possible to obtain various types of graphite foil with good anti-friction, anti-adhesive, and anti-corrosion characteristics for operating conditions that are practically unlimited in temperature, pressure, and working environments.
Sealing packings such as AS, AGI, APRS, etc. according to GOST 5152-84 have a number of significant disadvantages in comparison with modern seals widely used in world practice:
Burnout of components and packing material (up to 30% at temperatures up to 560 °C), causing loss of tightness of the sealing unit;
Electrochemical corrosion of fittings parts in contact with the packing;
High coefficient of friction in the contact area of the rod with the packing, which requires an increase in electric drive power;
Relatively high height of the stuffing box required to ensure the tightness of the sealing unit;
The presence of asbestos in the packing material, which reduces the competitiveness of products on the world market.
Seals made of flexible graphite foil based on TEG allow:
Operate with virtually no burnout on steam at temperatures up to 570°C;
Significantly reduce the coefficient of friction on steel (<0,1);
When assembled correctly, operate without electrochemical corrosion of the rods;
Reuse O-rings and gaskets;
Work practically without additional tightening during operation of the valve.
In this regard, all over the world, sealing materials and products made from TEG are widely used in the fittings of thermal power plants and nuclear power plants.
One of the indicators of the quality of TEG is its purity, which is determined by the high percentage of carbon in it and the minimum amount of impurities: chlorine ions, sulfur, ash, etc.* The purity of the original TEG determines the consumer qualities of the sealing materials and products obtained from it. In world practice, the high purity of the original TEG and materials based on it is a guarantee of the absence of corrosion of the reinforcement metal during transportation, storage, downtime during equipment repair, etc.
* Reference. Trademarks of graphite foil, the purity of which meets the requirements of US and German standards, are GRAFOIL foil (UCAR, USA), SIGRAFLEX (SGL CARBON GROUP, Germany), GRAFLEX (UNICHIMTEK, Russia).
The following levels of gradation of TRGs are distinguished according to the percentage of carbon content in them:
98%, 99% (gaskets); 99.5% (oil seals) - for general industrial needs;
99,8 ¸ 99.9% - stuffing box seals of the most critical components, in particular, equipment of the primary circuit of nuclear power plants (allow transportation and storage of assembled fittings, in accordance with the requirements of foreign consumers).
2. Design characteristics of sealing products made from TRG.
The sealing ring made of TRG for the rod seal assembly consists of alternating vertical (parallel to the ring axis) graphite layers of spiral winding of a graphite tape, followed by cold pressing in a mold.
The density of graphite rings is established by the supplier in accordance with clause 5.1.11.
The design of the rings is shown in Fig. A.1.

Technical requirements:
Rings are made in one piece. If necessary, they are cut for lateral insertion onto the rod at the installation site.
Rice. A.1. TRG ring design.
The dimensions of the rings for sealing the high pressure valve stem are given in table. A.1.
Table A.1
Dimensions of TRG rings used for sealing the rod (spindle) of high pressure fittings
|
Dimensions of stuffing box rings, D ×d ×h, mm |
|||
|
16x9x5 |
62x36x13 |
||
|
24x14x5 |
64x44x10 |
||
|
26x18x5 |
68x48x10 |
||
|
30x18x6 |
70x48x11 |
||
|
32x20x6 |
70×50×10 |
||
|
36x24x6 |
78x52x13 |
||
|
42x26x8 |
86 x 60 x 13 |
||
|
45x30x8 |
104x72x16 |
||
|
52x32x10 |
110x80x15 |
||
|
52x36x8 |
120x88x16 |
||
|
52x40x6 |
120×100×10 |
||
|
56x36x10 |
122x100x11 |
||
|
60×40×10 |
135x104x15 |
The design of closing rings made of TRG reinforced in layers with stainless steel for the rod seal assembly is shown in Fig. A.2.
|
|
Technical requirements 1. Made from reinforced graphite sheet. 2. Rings are supplied in one piece. If necessary, they are cut for lateral insertion onto the rod at the installation site. |
|
A) |
|
|
|
Technical requirements Rings are made: - either whole; - either from two halves (on request); - a set of several rings, 1.5 thick ± 0.3 mm. |
|
b) |
|
|
Rice. A.2. The design of rings is made of TRG, reinforced in layers. a) Single-layer reinforced TRG ring, b) Multi-layer reinforced TRG ring. |
|


The ring consists of alternating layers of sealing graphite and reinforcing steel. The ring sizes are given in table. A.1. The graphite density of the rings is set in accordance with.
It is allowed to use a set of single-layer rings of the same height instead of a multi-layer ring.
The design of TRG rings with a stainless steel seal is shown in Fig. A.3.

Technical requirements: 1. The seal is made of stainless steel with a thickness of 0.1¸ 0.3 mm, 2. Rings are manufactured and installed as one piece.
Rice. A.3. The design of the ring is made of TRG reinforced with a seal.
The ring consists of a sealing graphite part and a reinforcing steel seal of the disc type, mechanically connected to the graphite part. The ring is made by spirally winding a graphite tape, followed by cold pressing it in a mold together with a seal blank ring.
The dimensions of the rings for sealing the rod of high-pressure power valves are given in table. A.1. The density of the graphite part is set in accordance with.
The design of the rings for the wafer joint between the body and the valve cover is shown in Fig. A.4. The ring is made using the technology described above. The ring sizes are given in table. A.2.

Rice. A.4. Design of a TRG ring for a wafer-type connection between the body and the valve cover:
a) ring with an angular seal, b) ring with a disc seal, c) ring with angular seals.
Table A.2
Dimensions of the TRG rings used for sealing the wafer joint of the housing and the cover of the high-pressure fittings
|
Dimensions of stuffing box rings D ´ d ´ h, mm |
Dimensions of stuffing box rings D ´ d ´ h, mm |
||
|
120 ´ 100 ´ 15 |
280 ´ 250 ´ 15 |
||
|
145 ´ 115 ´ 15 |
290 ´ 260 ´ 15 |
||
|
160 ´ 135 ´ 15 |
300 ´ 270 ´ 15 |
||
|
160 ´ 140 ´ 15 |
300 ´ 255 ´ 20 |
||
|
170 ´ 145 ´ 15 |
300 ´ 280 ´ 15 |
||
|
170 ´ 150 ´ 15 |
310 ´ 270 ´ 20 |
||
|
180 ´ 164 ´ 15 |
320 ´ 270 ´ 20 |
||
|
200 ´ 170 ´ 15 |
335 ´ 315 ´ 15 |
||
|
210 ´ 190 ´ 15 |
360 ´ 300 ´ 25 |
||
|
225 ´ 185 ´ 20 |
360 ´ 305 ´ 25 |
||
|
240 ´ 220 ´ 15 |
360 ´ 320 ´ 20 |
||
|
245 ´ 215 ´ 15 |
400 ´ 340 ´ 25 |
||
|
250 ´ 210 ´ 20 |
410 ´ 390 ´ 20 |
||
|
250 ´ 225 ´ 15 |
420 ´ 355 ´ 20 |
The design of the main safety valve servo piston chamber assembly seal kits is shown in Fig. 5.11. The dimensions of the kits are given in table. A.3.
Table A.3
Dimensions of used TRG seal sets for sealing the piston chamber assembly of the servo drive of the main safety valve .
|
Dimensions and maximum deviations, mm |
Piston boring depth H, mm |
Height of the piston body h g, mm |
Weight* of the graphite part of the kit, grams |
|
|
Jacket Inner Diameter |
Piston outer diameter |
|||
* Note The deviation of density from the nominal value is indicated in the documentation of the supplier of sealing products
For low-pressure fittings, woven graphite packing with a density ofr = 1,1 ¸ 1.3 g/cm3. The ring is manufactured locally by measuring and deforming the packing into the ring when installed in the stuffing box.
The design of a ring made of graphite packing is shown in Fig. A.5.

Rice. A.5. Ring design made of graphite packing
For high-pressure energy fittings, the ring is made by measuring cutting followed by pressing in a mold with the dimensions indicated in the table. A.1 The density of graphite packing rings is established by the supplier.
Appendix B
(informative)
Recommended height of the seal ring for ChZEM valves
|
Series and nominal diameter of ChZEM products |
Dimensions of the stuffing box, mm |
Depth of stuffing box, mm |
Height of the packing set, mm |
Height of the seal ring h pk, mm |
||
|
Outer diameter, D, mm |
Inner diameter, d, mm |
|||||
|
Shut-off valves |
||||||
|
588-20; 589-20; 573-20 |
||||||
|
841-40; 840-50; 1054-50; 1055-40 |
||||||
|
838-65; 839-50; 1053-50; 845-65 |
||||||
|
1052-65; 1057-65 |
||||||
|
Gate valve |
||||||
|
591-100; 590-150 |
||||||
|
881-100; 712-150; 882-150; 1012-150; 885-125; 1015-125; 885-150; 1015-150; 886-250; 1016-250; 850-150; 887-150; 887-250; 1017-250; 880-150; 882-250 |
||||||
|
880-100; 1010-100; 1120-100; 883-100; 1013-100; 1123-100; 886-150 |
||||||
|
712-100; 713-100 |
||||||
|
882-175; 1012-175; 883-175; 1013-175; 850-350; 880-200; 1010-200; 881-150 |
||||||
|
712-225; 882-225; 1012-225; 712-250; 882-250; 712-300; 882-300; 713-200; 884-200; 883-200 |
||||||
|
880-250; 881-200; 883-250; 590-250; 590-300; 883-250 |
||||||
|
880-300; 883-300 |
||||||
|
590-200 |
||||||
|
591-200; 884-325 |
||||||
|
880-325, 880-350; 880-400 |
||||||
|
Control valves |
||||||
|
870-20 |
||||||
|
1098-20; 1098-50; 1092-65 |
||||||
|
870-40 (50); 868-65 (A) |
||||||
|
976-65 |
||||||
|
879-65 |
||||||
|
1085-100; 1087-100; 1084-100; 1086-100; 675-100; 808-100; 811-100; 813-100; 977-100; 993-100; 995-100; 976-100; 992-100; 808-150; 995-150; 811-175; 977-175; 993-175; 976-175; 807-175; |
||||||
|
914-250; 916-250; 870-300; |
||||||
|
992-250; 992-300; 870-350; 976-250; |
||||||
|
993-250; 1057-250; |
||||||
|
533-350; |
||||||
|
919-175; |
||||||
|
Shut-off throttle valves |
||||||
|
950-100/150; |
60 |
220 |
78 |
139 |
||
|
33 |
950-150/250; |
104 |
72 |
255 |
96 |
156 |
|
34 |
950-200/250 |
135 |
104 |
300 |
90 |
207 |
Appendix B
(informative)
Determination of fastener tightening forces and deformation of a set of seals from TRG
1. For reliable operation of the stuffing box seal of high-pressure fittings, when compressing, it is necessary to ensure an axial pressure in the set of seals from the TRG that is no less than twice the pressure of the working medium.
Fulfillment of this requirement is ensured in one of the following ways
- tightening the fasteners to the required torque;
- measuring the amount of compression of a set of rings.
2. The compression force of the stuffing box seal is determined by the formula:
Q = 2 × 10 3 × F c × P pa6 , kN ,
Where: R slave - working medium pressure, MPa;
F c - oil seal area, m 2
If there are two hinged bolts or two studs for tightening the oil seal, the torque on the nuts is determined by the formula:
M cr = 2,6 × 10 5 × d b × F c × P slave , Nm
Where:d b - external thread diameter, m
For some operating environment parameters, the valuesQ AndM cr are given in table. IN 1.
For practical calculations, the amount of deformation of a seal set made from TRG GRAFLEX can be determined by the formula:
, mm
Where: N With - height of the seal set in a free state, mm
r - density of TRG GRAFLEX, g/cm3.
3. The required compression force can be established for high-pressure power fittings by measuring the amount of compression of a set of rings from the TRG.
The amount of compression of a set of rings from TRG, including when they are reused, is established in the instructions or technical guidelines of the manufacturer.
Table B.1
The compression force of the oil seal and the amount of torque on the nuts of the hinged bolts
|
Diameter of the bolt, d b, mm |
Stuffing box dimensions, D´ d, mm |
Working pressure of the medium R, MPa |
Compression force Q, kN |
Torque value M cr, N × m |
|
24´ 14 |
||||
|
30´ 18 |
||||
|
52´ 36 |
||||
|
55´ 44 |
||||
|
64´ 44 |
||||
|
78´ 52 |
||||
|
86´ 60 |
||||
|
104´ 72 |
||||
|
135´ 104 |
We produce and organize supplies of various types of graphite gaskets to consumers in the industrial sector. The low cost of products relative to other similar offers is due to the absence of an intermediary chain on the way of the ordered product from the manufacturer to the client.
Graphite is a fairly durable material, it is resistant to corrosion, withstands tests even in the most aggressive environments and high temperatures up to 2000°C. Graphite gaskets indispensable in the construction of oil pipelines and chemical industry facilities.
Product Types
Our company specializes in the production of graphite gaskets of the following types:- unreinforced (the material is sheets of thermally expanded graphite)
- reinforced, consisting of two layers:
- sheet of thermally expanded graphite,
- perforated or smooth rolled stainless steel foil.
- with shutter;
- without shutter;
- with internal spacer ring;
- with a spacer ring located outside;
- combined, with inner and outer spacer rings;
- with a seal made in the form of a shell.
- interflange connections,
- pipes of various diameters,
- valve mechanisms,
- pumps of any type,
- thermal capacitors,
- heat exchangers and other units.
Brief technical characteristics of graphite gaskets
Thermally expanded graphite (TEG) is a completely graphite material that does not contain resins or inorganic fillers. It is characterized by outstanding resistance to corrosion when used on a wide range of acids (except nitric and sulfuric), alkalis, salt solutions, organic substances and coolants, even at high temperatures. It does not melt, but is subject to sublimation at temperatures above 3300 °C.
Non-reinforced gaskets are used to prevent breakthrough of transported gas or liquid at pipeline connections at operating pressures up to 6 MPa and temperatures up to 600 °C. If it is necessary to seal main connections with a pressure in them of up to 12 MPa and an operating temperature of up to 600 ° C, he suggests sealing the connection elements with the following types of graphite gaskets:
- reinforced type without seals;
- reinforced type, with an external seal;
- reinforced type, with an internal seal;
- reinforced type, with external and internal seal arrangement.
Operating conditions for products
The product is designed for guaranteed sealing of fixed-type joints at any angle of inclination. The assembly of flange connections, as well as tightening using fastening bolts, must be carried out in compliance with all the requirements set forth by the manufacturer in the operating instructions.
Operating conditions for seals made of material according to TU 5728-028-13267785-03 according to the instructions: oxidizing environment at temperatures from minus 200 to plus 450 °C and in an inert environment and vacuum at temperatures from minus 200 to plus 1200 °C.
CLOSEDJOINT STOCKCOMPANY "NOVOMET"— PERMIAN"
Permian
2005
These technical specifications apply to sealing gaskets made of thermally expanded graphite (PUTG), intended for sealing standard types of mating surfaces (smooth, tongue-and-groove, tongue-and-groove, as well as for sealing other types of connections (assemblies) with a design agreed upon with the customer, fittings, pipelines, vessels, apparatus, pumps and other equipment used in the chemical, oil refining, energy, aviation and other industries in the environment:
— air at temperatures from - 200 °C to + 550 °C without a seal (protective ring) and up to 800 °C with a seal;
— oxygen from -183 °C to 350 °C;
— carbon dioxide up to 600 °C;
— water vapor up to 600 °C;
— fuels (jet and diesel, gasoline, kerosene) from freezing temperature to boiling point;
- mineral oils from freezing point to flash point, in industrial installations - up to 450 ° C;
— synthetic oils from freezing point to flash point;
— oil and petroleum products;
— fuel conversion products (gaseous, liquid, solid);
— natural and associated gases, including liquefied ones;
— other substances, including aggressive ones.
PUTG are made from TRG cardboard according to TU 5728-003-12058737-2000 (single-layer, unreinforced) or from reinforced graphite spacer material (AGPM) according to TU 2577-004-12058737-2002 by cutting or cutting, excluding the use of abrasive tools. PUTG can be manufactured with protective rings.
Depending on the type of design of gaskets and flange connections, as well as on the properties of the operating environment, the operating temperature can be in the range (-240)÷(+800) °C, the operating pressure can be up to 40 MPa.
Sealing gaskets made of TRG are intended for use in all macroclimatic regions (version B according to GOST 15150).
For graphite foil and cardboard according to TU 2573-003-12058737-2000, Hygienic Certificate No. 59.55.KG.000.P.2488 dated 10.20.2000 is approved and is valid.
For gasket material from TRG, Permit No. RRS 02-5317 of 02/06/2002 from the State Mining and Technical Supervision of Russia has been approved and is in force.
|
1. TECHNICAL REQUIREMENTS 2. SAFETY REQUIREMENTS 3. ACCEPTANCE RULES 4. TESTING AND CONTROL METHODS 5. MARKING AND PACKAGING 6. TRANSPORTATION AND STORAGE 7. OPERATING INSTRUCTIONS 8. MANUFACTURER WARRANTY 9. REFERENCED REGULATIONS Appendix 1 PUTG type A for flanged fittings and pipelines with tongue-and-groove sealing surfaces according to GOST 12815 Appendix 1 PUTG type A for flanges of vessels and apparatus with tongue-and-groove sealing surfaces in accordance with GOST 28759.2 and GOST 28759.3 Appendix 1 PUTG type B for flanged fittings and pipelines with lip-valley sealing surfaces according to GOST 12815 Appendix 1 PUTG type D for flanged fittings and pipelines with smooth sealing surfaces according to GOST 12815 Appendix 2 FLATNESS TOLERANCE (according to GOST 24643) Appendix 3 DETERMINATION OF COMPRESSIVE STRENGTH 1. Description of the method 2. Equipment 3. Sample preparation 4. Testing 5. Processing of results Appendix 4 LEAK TESTING 1. Description of the method 2. Equipment 3. Sample preparation 4. Testing 5. Processing of results Appendix 5 DETERMINATION OF PASHING COEFFICIENT 1. Description of the method 5. Processing of results Appendix 6 DETERMINATION OF ELASTIC (DEFORMATION) CHARACTERISTICS OF GASKETS 1. Description of the method 2. Equipment 3. Sample preparation 4. Testing 5. Processing of results Appendix 7 JSC "NOVOMET" PRODUCT QUALITY PASSPORT |
1. TECHNICAL REQUIREMENTS
1.2. The main characteristics of gaskets must comply with paragraphs. 1.2.1-1.2.10.
1.2.1. PUTG are manufactured according to drawings approved in accordance with the established procedure.
According to RD 0154-06-2001, depending on the type of connection, gaskets are made of three standard types (Table 1).
Table 1
|
Designation gasket type |
Flange connection diagram |
Purpose of the gasket |
|
Sealing of flange connections of the "shippaz" type. |
||
|
Flange seal connections type "protrusion-recess". |
||
|
Flange seal connections with smooth sealing surfaces. |
||
|
Note. The surface roughness of parts of units in contact with the gasket, the dimensions of gaskets for flange connections (smooth, tongue-and-groove, tongue-and-groove types) of pipelines and fittings must comply with the requirements of GOST 12815, vessels and apparatus - GOST 28759.2, GOST 28759.3. |
||
1.2.2. At the customer’s request, PUTG can be manufactured for non-standard flange connections, as well as for sealing other types of connections (assemblies).
1.2.3. Types of gasket designs in accordance with RD 0154-06-2001 are presented in Table 2.
table 2
|
Designation of gasket design type |
Gasket design and |
Description of gasket design type |
|
|
Gasketing of defenseless rings |
|||
|
Gasket with internal stainless steel protective ring |
|||
|
Gasket with inner and outer protective ring |
|||
|
Note: Protective rings (seals) are designed to prevent contact of the gasket material with an oxidizing environment |
|||
1.2.4. The materials used for the manufacture of gaskets are presented in Table 3
Table 3
|
Material used for making gaskets |
Reinforcing element |
Reinforcing element material |
Material designation |
|
TRG cardboard grades GPM-1, GPM2, GPM3, according to TU5728-003-12058737-2000 |
single-layer |
||
|
Reinforced graphite gasket material (AGMP) according to TU 2577-004-12058737-2000 |
Smooth tape (foil) |
carbon steel |
|
|
carbon steel |
|||
|
Perforated tape (foil, tin) |
carbon steel |
||
|
carbon steel |
1.2.5. By agreement with the customer, the use of reinforcing elements different from those specified in clause 1.2.4 is allowed.
1.2.6. The type of gasket, type of design and material of the gasket, depending on the operating conditions, are determined by the customer and must comply with RD 0154-06-2001.
1.2.7. Main dimensions of gaskets for detachable connections according to GOST 12815 for nominal pressures up to 20 MPa and temperatures up to 600°C, according to GOST 28759.2 for nominal pressures up to 1.6 MPa and temperatures up to 300°C, according to GOST 28759.3 for nominal pressures up to 6.3 MPa and temperatures up to 600°C are given in Appendix 1.
1.2.8. For operating conditions different from those given in clause 1.2.7 and RD 0154-06-2001, the type of gasket, type of design, manufacturing method and dimensions of the gaskets are determined by the customer in accordance with the technical documentation.
1.2.9. The thickness of gaskets for flanges of fittings and connecting parts of pipelines according to GOST 12815 should be 3 mm, for flanges of vessels and apparatus should be 4.6 mm.
1.2.10. In agreement with the customer, it is allowed to manufacture gaskets of different thicknesses from those specified in clause 1.2.9.
1.3. The material of the gaskets must comply with the requirements of paragraphs. 1.3.1-1.3.8.
1.3.1. The chemical composition of the graphite component of the gaskets (foil, TRG cardboard) must comply with the standards TU5728-003-12058737-2000 and RD 0154-06-2001.
1.3.2. The density of the graphite component of the gaskets should be 0.8 ÷ 1.5 g/cm 3 .
1.3.3. Physico-mechanical and physico-chemical characteristics of the graphite component of the gaskets must comply with TU 5728-003-12058737-2000 and TU 2577-004-12058737-2002.
1.3.4. The reinforcing material must comply with the requirements of TU2577-004-12058737-2002.
1.3.5. Physico-mechanical and physico-chemical characteristics of the AGPM must comply with the requirements of TU 2577-004-12058737-2002.
1.3.7. To produce protective rings (seals), it is necessary to use tape with a thickness of 0.1 ÷ 0.5 mm from steel according to GOST 4986 (grades 12Х18Н10Т, 12Х18Н9, 08Х18Н10Т, 10Х17Н13МЗТ, etc.), not prone to intergranular corrosion and resistant to oxidation up to a temperature of 800 °C.
1.3.8. The grade of material and size of the restrictive rings are determined by the manufacturer.
1.4. Contamination, oil stains, foreign inclusions, tears of edges, nicks, and scratches with a depth exceeding the height tolerance limit are not allowed on the surface of the gaskets.
1.5. Maximum deviations in the dimensions of the internal and external diameters of gaskets must be within the 11th grade according to GOST 25347.
1.6. The flatness tolerance of the gaskets should not exceed the values corresponding to the 12th degree of accuracy according to GOST 24643.
1.7. Reinforced gaskets should not delaminate or crumble, and should not have burrs or protruding reinforcing elements.
1.8. The symbol for a TRG sealing gasket contains a designation for the name of the graphite grade (according to TU 5728-003-12058737-2000), a designation for the type of gasket (Table 1), a designation for the gasket material (Table 3), a designation for the type of gasket design (Table 2), the value of the nominal diameter Dy (mm), the value of the nominal pressure Ru (MPa), the value of the gasket thickness S (mm) and the designation of these technical conditions. It is allowed, instead of indicating the value of the nominal diameter Dy (mm) and the value of the nominal pressure Ru (MPa), to indicate the standard size of the gasket:
1.8.1. Examples of symbols:
1) a gasket made of TRG cardboard brand GPM-1 (ash content ≤ 0.15%), for sealing the tongue-and-groove flange, unreinforced, without protective rings, with a nominal diameter Dy mm, at Ru (nominal pressure) 4 MPa, 3.0 mm thick has the designation: PUTG-1-A-O-01- -4.0-3.0TU 2577-006-12058737-2002
2) a gasket made of TRG cardboard brand GPM-2, for sealing a smooth flange, containing a reinforcing element made of stainless perforated tape, with external and internal protective rings made of stainless steel, with a nominal diameter of Dy 50 mm, at Py (nominal pressure) 20 MPa, 3.0 mm thick has the designation: PUTG-2-D-APN-04-50-20-3,0 TU 2577-006-12058737-2002
2. SAFETY REQUIREMENTS
2.1. The material of sealing gaskets made of thermally expanded graphite in the as-delivered condition belongs to substances of the 4th hazard class (low-hazard) according to GOST 12.1.007. Products made from TRG are not explosive, do not ignite, do not support combustion, and are not toxic.
2.2. Work related to the manufacture of gaskets must be carried out in compliance with the general rules established by current regulatory documents.
2.3. Disposal of gaskets after use can be done with household waste.
2.4. Gaskets that come into contact with aggressive or toxic media during operation must be rendered harmless before disposal using a special method developed by the customer.
3. ACCEPTANCE RULES
3.1. Gaskets are submitted for acceptance in batches.
3.1.1. 3 items are considered to be gaskets of the same name, manufactured in the same technological process, from the same grade of material, simultaneously presented for acceptance and issued with one accompanying document.
3.1.2. The number of gaskets in a batch should be no more than 10,000 pieces.
3.1.3. The volume of the batch should be no more than 300 kg.
3.1.4. It is allowed to increase the batch volume by agreement with the customer.
3.2. Gaskets must undergo acceptance and periodic tests.
3.2.1. Acceptance tests must be carried out for each batch of gaskets produced in accordance with Table 4.
Table 4
|
Verified indicator |
Carrying out the test according to paragraphs. |
Number of samples taken per batch |
|
|
Technical requirements |
Control methods |
||
|
Appearance |
|||
|
Geometric dimensions |
|||
|
Flatness and concentricity tolerance |
10% of each standard size, but not less than 5 pcs. |
||
3.2.2. Periodic tests of manufactured gaskets are carried out by the manufacturer at least once a year in accordance with Table 5.
Table 5
|
Verified indicator |
Carrying out the test according to paragraphs. |
Number of samples taken from the batch, pcs. |
|
Compressive strength of gaskets or Elastic (deformation) characteristics of gaskets |
each standard size |
|
|
Tightness of gaskets |
each standard size |
|
|
Spacer coefficient |
each standard size |
3.2.3. When changing the parameters of the technological process, the composition of equipment, starting materials, or introducing new materials into production, tests are carried out in the scope of acceptance and periodic tests.
3.2.4. If an unsatisfactory test result is obtained for at least one of the tested indicators, repeat tests are carried out on twice the number of gaskets from the batch. If unsatisfactory results of repeated tests are obtained for at least one of the indicators, the batch is rejected, production is suspended until the reasons are identified, the elimination of which will ensure the quality of gasket manufacturing that meets the standards of these technical specifications.
4. TEST AND CONTROL METHODS
4.1. The appearance of the gaskets is checked visually.
4.2. The thickness of the gasket is checked by measuring along the outer diameter at four points in two mutually perpendicular directions with a micrometer in accordance with GOST 6507. 3a the result is taken as the arithmetic mean of four measurements.
4.3. The external and internal diameters of the gaskets are measured with calipers according to GOST 166 in two mutually perpendicular directions. Permissible deviations of the internal and external diameters of the gaskets must be within the 11th grade according to GOST 25347.
4.4. The flatness of the gaskets is determined according to GOST 24643. The flatness tolerance table is given in Appendix 2 of these technical specifications.
4.5. Determination of the compressive strength is carried out according to the method given in Appendix 3 (similar to GOST 25.503).
4.6. Leak tightness tests are carried out on a special stand according to the method given in Appendix 4.
4.7. The gasket coefficient (m) is determined according to the method given in Appendix 5
4.8. Determination of elastic (deformation) characteristics is carried out on a special stand using the method given in Appendix 6.
5. MARKING AND PACKAGING
5.1. Marking of PUTG is carried out in accordance with clause 1.8 of these technical specifications and is indicated on the packing list according to clause 5.13 and the passport according to clause 5.14.
5.2. Gaskets of the same standard size are collected in a stack of 20-50 pieces. The top and bottom of the stack are protected from damage by cardboard (plywood) spacers. Each stack is tied with twine, covering the outer and inner cylindrical surfaces in at least three places.
5.3. Each stack of pads is provided with a paper label indicating the following designations:
- size of gaskets;
— number of gaskets, pcs.;
— date of manufacture;
— batch number;
- rolling operator number;
- packer numbers.
5.4. Label pop. 5.3 is attached to one of the protective pads made of cardboard (plywood) using adhesive tape according to TU 6-17-1011 or other tape of a similar purpose.
5.5. Each stack of gaskets is packed in grade B wrapping paper in accordance with GOST 8273.
5.6. Stacks of gaskets with an outer diameter of no more than 150 mm may be packed in plastic bags (tubes) without being tied with twine.
5.7. Packed stacks of gaskets are placed in cardboard boxes in accordance with GOST 13512 or wooden boxes in accordance with GOST 2991.
5.8. It is allowed to use other types of containers by agreement with the customer.
5.9. It is allowed to place gaskets of different sizes into unit containers.
5.10. It is allowed to place packages of smaller size gaskets on the inner cylindrical surface of packaged stacks of large-sized gaskets with a gap between the packages of at least 10 mm.
5.11. Methods of packing gaskets in boxes must exclude the possibility of them moving inside the container during transportation.
5.12. The gross unit weight of a cargo package must be no more than 80 kg.
5.13. Each box (box) must contain a packing slip indicating:
— name or trademark of the manufacturer;
— name of the consignee;
— contract number (grounds for leave);
— names and symbols of the product;
— number of gaskets by standard sizes;
— batch number;
— packing dates;
— warranty period of storage;
— Quality Control Department stamp;
- numbers of these technical conditions.
5.14. Each batch of gaskets must be accompanied by a passport (product quality certificate) in the form specified in Appendix 7.
5.5. The passport must be enclosed in a plastic bag in accordance with GOST 12302.
5.16. When packing a batch of products into several packages, the passport must be placed in a box (box) marked “Passport”.
6. TRANSPORTATION AND STORAGE
6.1. Gaskets are transported by any type of transport in covered vehicles.
6.2. Boxes (boxes) must not be thrown or tilted.
6.3. A label with transport markings is attached to each piece of cargo according to
GOST 14192 and the application of signs meaning “Caution, fragile”, “Afraid of dampness”, “Top, do not turn over”.
6.4. Gaskets must be stored in dry rooms in conditions that exclude exposure to sunlight and exposure to water, oil, gasoline and other substances that destroy them.
6.5. Storage conditions for gaskets in terms of exposure to environmental climatic factors are according to group Zh3, transportation conditions are according to group Zh2 according to GOST 15150. Packaging and transportation in terms of mechanical influences - according to group Zh GOST 23170.
7. OPERATING INSTRUCTIONS
7.1. The assembly and disassembly of flange connections with gaskets is carried out by specially trained personnel and after establishing compliance of the flange connections and sealing gaskets with the requirements specified in section 1.
7.2. Gasket installation diagrams depending on the type of flange connections are given in Table 1.
Table 6
|
Connection loading type |
Gasket type |
Gasket material |
Type of gasket design |
terms of Use |
|
|
Media pressure |
O, AGU, AGN, APU, APN |
||||
|
O, AGU, AGN, APU, APN |
|||||
|
Media pressure |
O, AGU, AGN, APU, APN |
||||
|
Medium pressure, bending and cyclic loads |
AGU, AGN, APU, APN |
||||
7.4. When gaskets are used at temperatures up to 400 °C, to prevent graphite from sticking to steel and to avoid damage to the gasket when disassembling the flange joint, the graphite surfaces are lubricated with VNIINP-273 or TsIATIM lubricant in a thin, uniform layer. If gaskets are used at temperatures above 400 °C, graphite powder according to GOST 8295 or talc powder according to GOST 19729 is applied to graphite surfaces.
7.5. As a limiter for the amount of compression for gaskets of design types 01, 02, 04, a ring of wire or three metal plates installed in three equally spaced places around the circumference can be used. The diameter of the wire and the thickness of the plates should be:
- with a sealing ring thickness of 3.0 mm - from 2.0 to 2.5 mm;
- with a sealing ring thickness of 4.6 mm - from 3.0 to 3.4 mm.
Compression is carried out until the sealing surface comes into contact with the compression limiter using a standard wrench without additional extension elements.
7.6. When using gaskets without a compression limiter, compression is performed according to the tightening force or by an amount of 40-45% of the original thickness of the gasket
with a standard wrench without additional extension elements.
7.7. It is prohibited to use gaskets if there are ruptures or tears in the graphite material. When replacing the graphite gasket, it is allowed to use the same compression degree limiters.
7.9. When reusing gaskets, it is necessary to monitor the condition of the sealing surfaces according to clause 1.4 and determine their compliance with technical requirements.
7.10. The main working environments in which products made from TRG can be operated are given in Table 7.
Table 7
|
INORGANIC GASES |
|
|
Carbon monoxide (carbon monoxide) |
|
|
Steam up to 600 °C |
|
|
Hydrogen bromide |
Hydrogen sulfide |
|
Air up to 550 °C without a shutter, up to 800 °C with a shutter |
|
|
Nitrogen dioxide |
Hydrogen fluoride |
|
Sulfur dioxide (sulfur dioxide) up to 300 °C |
Chlordry |
|
Carbon dioxide up to 600 °C |
Chloradioxide |
|
Nitrous oxide |
Hydrogen chloride |
|
Oxygen up to 350 °C |
Sulfur hexafluoride |
|
Fuel conversion products (liquid, solid, gaseous) |
|
|
INORGANIC ACIDS |
|
|
Nitrogen20-65% up to 20 °C |
Sulphurous |
|
Nitrogen up to 20% |
|
|
Coal |
|
|
Silicofluoride |
Phosphoric (ortho -) up to 20% |
|
Sulfuric 70-90%, up to °C |
Hydrofluoric |
|
Sulfur up to 70% |
|
|
ALKALI |
|
|
Ammonium hydroxide (aqueous ammonia) |
Sodium hydroxide up to 400 °C |
|
Potassium hydroxide up to 400 °C |
|
|
AQUEOUS SOLUTIONS OF SALT |
|
|
Sulfates (including alum) |
|
|
Sulfites |
|
|
Thiosulfate |
|
|
Hypochlorites |
|
|
Carbonates |
|
|
Chromatado 20% |
|
|
molten salts |
|
|
Potassium and sodium borates |
Calcium chloride |
|
Potassium hydrogen sulfate |
|
|
MELT METAL |
|
|
Aluminum |
|
|
Kalido 350 °C |
|
|
Sodium up to 350 °C |
|
|
OTHER INORGANIC SUBSTANCES |
|
|
Bromine water |
|
|
Hydrazine |
Chlorine water |
|
Bleaching agents |
Thionyl chloride |
|
Hydrogen peroxide, 85% |
|
Table 7 Continued
|
TYPE OF MEDIUM, CONCENTRATION, TEMPERATURE |
|
|
HYDROCARBONS |
|
|
Acetylene |
Methane, natural gas (gaseous and liquefied) |
|
Propane (gaseous and liquefied) |
|
|
Butane (gaseous and liquefied) |
Propylene (gaseous and liquefied) |
|
Isooctane |
|
|
Ethylene (gaseous and liquefied) |
|
|
HALOGENATED HYDROCARBONS |
|
|
Paradichlorobenzene |
Chloroethylbenzene |
|
Chloroform |
|
|
Chlorobenzene |
Carbon tetrachloride |
|
ALCOHOLS |
|
|
Butanol (butyl alcohol) |
Methanol(methyl alcohol) |
|
Cyclohexanol |
|
|
Glycerol |
|
|
Isopropanol (isopropyl alcohol) |
Ethanol (ethyl alcohol) |
|
ALDEHYDES |
|
|
Acetaldehyde (acetic aldehyde) |
Formaldehyde (formaldehyde) |
|
Benzaldehyde |
|
|
KETONES |
|
|
Methyl ethyl ketone |
|
|
Isobutyl methyl ketone |
Cyclohexanone |
|
ORGANIC ACIDS |
|
|
Acrylic |
Trichloroacetic |
|
Vinegar |
|
|
Hexachlorophenylacetic |
Phenylacetic |
|
Fatty acids (oleic, palmitic, linoleic, etc.) |
Sorrel |
|
Maleic |
Salicylic |
|
Monochloroacetic |
Folic |
|
Ant |
Phthalic |
|
Sulfonic acids |
|
Table 7 Continued
|
TYPE OF MEDIUM, CONCENTRATION, TEMPERATURE |
|
|
OTHER ORGANIC SUBSTANCES |
|
|
Acrylonitrile |
|
|
Dimethyl sulfoxide |
Silicones (polyorganosiloxanes) |
|
Disulfide carbon (carbon disulfide) |
Siloxanes |
|
Urea (urea) |
Acetic anhydride |
|
Mercaptans |
Epichlorohydrin |
|
Nitrobenzene |
|
|
TECHNICAL FLUIDS |
|
|
Hydraulic fluid |
Solvents for paints |
|
Fuel (gasoline, kerosene, diesel and jet fuel) |
|
|
Mineral and synthetic oils |
Transformer oils |
|
Oil and petroleum products (asphalt, fuel oil, creosote, ligroin) |
|
|
Note: When using reinforced gaskets and gaskets with protective rings, the thermal and chemical resistance of the gaskets is determined by the resistance of the material of the reinforcing element and protective rings |
|
7.11. During operation, detachable connections of gaskets must meet the requirements of PB 10-115-96 “Rules for the design and safe operation of pressure vessels”, PB03-108-96 “Rules for the safe operation of process pipelines” and “Rules for the design and safe operation of steam and hot water boilers."
7.12. It is prohibited to replace gaskets when there is pressure in the system, or to use gaskets that do not meet the operating conditions of the equipment.
7.13. The manufacturer guarantees the safe operation of the gaskets under the conditions that were agreed upon when ordering the products.
7.14. Special conditions for the safe operation of gaskets must be provided for in the Operating Instructions for the product in which they are installed.
8. MANUFACTURER WARRANTY
8.1 The manufacturer guarantees that the gaskets comply with the requirements of these technical specifications provided that the consumer complies with the rules of transportation, storage, installation and operation.
8.2. Guaranteed shelf life of gaskets:
— made from materials O, APU, APN — 40 years from the date of manufacture;
- made from AGU, AGN materials - 10 years from the date of manufacture.
9. REFERENCED REGULATIONS
|
GOST 12.1.007-76. |
SSBT. Harmful substances. Classification and general safety requirements. |
|||
|
GOST25.503-97. |
Calculations and strength tests. Methods mechanical testing of metals. Compression test method. |
|||
|
GOST 166.-89. |
Calipers. Technical conditions. |
|||
|
GOST2991-85. |
Non-dismountable plank boxes for cargo weighing up to 500 kg. General technical conditions. |
|||
|
GOST4986-79. |
Cold-rolled strip made of corrosion-resistant and heat-resistant steel. Technical specifications. |
|||
|
GOST6507-90. |
Micrometers. Technical conditions. |
|||
|
Packaging paper. Technical conditions. |
||||
|
GOST8295-57. |
Lubricating graphite. Technical conditions. |
|||
|
GOST12302-83 |
Bags made of combined and polymer materials. General technical conditions. |
|||
|
GOST12815-80 |
Flanges of fittings, connecting parts and pipelines for Ruot 0.1 to 20.0 MPa (from 1 to 200 kg/cm 2). Types. Connecting dimensions and dimensions of sealing surfaces. |
|||
|
GOST13512-91 |
Cardboard. Specifications |
|||
|
GOST 14192-96. |
Cargo marking. |
|||
|
GOST15150-69 |
Machines, instruments and other technical products. Versions for different climatic regions. Categories, operating conditions, storage and transportation in terms of the impact of environmental climatic factors. |
|||
|
GOST19729-74 |
Ground talc for the production of rubber products and plastics. Technical conditions. |
|||
|
GOST 23170-78 |
Packaging for mechanical engineering products. General requirements. |
|||
|
GOST24643-81 |
Tolerances for flatness and concentricity. |
|||
|
GOST25347-82. |
Basic norms of interchangeability. Tolerance fields and recommended fits |
|||
|
GOST28759.2-90 |
Flanges of vessels and apparatus are flat welded steel. Design and dimensions. |
|||
|
GOST28759.3-90. |
Flanges of vessels and apparatus are flat butt welded steel. Design and dimensions. |
|||
|
RD 0154-06-2001. |
Sealing gaskets made of thermally expanded graphite (up to 20 MPa and 600 °C). Types and sizes. General technical requirements. |
|||
|
TU 6-17-1011-80. |
Gluing tape. Technical conditions. |
|||
|
TU 2577-004-12058737-2002. |
Reinforced graphite gasket material (AGPM). Technical specifications. |
|||
|
TU 5728-003-12058737-2000. |
Thermally expanded graphite foil. Technical conditions. |
|||
|
Rules for the design and safe operation of process pipelines. Rules for the design and safe operation of steam and hot water boilers. Approved by Gosgortekhnadzor on May 28, 1993. |
||||
|
Rules for the design and safe operation of pressure vessels. |
Appendix 1 PUTG type A for flanges of fittings and pipelines with tongue-and-groove sealing surfaces according to GOST 12815
Dimensions in millimeters
|
conditional |
||||||||
|
Conditional pressure Ru, MPa |
||||||||
|
1,6; 2,5; 4,0; 6,3; 10,0; 16,0; 20,0 |
||||||||
Appendix 1 PUTG type A for flanges of vessels and devices with tongue-and-groove sealing surfaces in accordance with GOST 28759.2 and GOST 28759.3
Dimensions in millimeters
|
conditional |
||||||||
|
Conditional pressure Ru, MPa |
||||||||
Appendix 1 PUTG type B for flanges of fittings and pipelines with lip-to-valley sealing surfaces according to GOST 12815
Dimensions in millimeters
|
conditional |
|||||||
|
Conditional pressure Ru, MPa |
|||||||
|
0,6; 1,6; 2,5;4,0; 6,3; 10,0; 16,0 20,0 |
|||||||
Appendix 1 PUTG type D for valve flanges and pipelines with smooth sealing surfaces according to GOST 12815
Dimensions in millimeters
|
Conditional passage Du |
|||||||
|
Conditional pressure Ru, MPa |
|||||||
|
0,6; 1,0; 1,6; 2,5; 4,0; 6,3 |
|||||||
Appendix 2
FLATNESS TOLERANCE
(according to GOST24643)
|
Intervals of nominal sizes, mm |
5 degree accuracy µm |
6 micron precision |
9 micron precision |
12 degree accuracy microns |
|
St.160to 250 |
||||
|
St.250to 400 |
||||
|
St.400to 630 |
||||
|
St. 0 to 1600 |
||||
|
St.1600to 2500 |
||||
|
St.2500to 4000 |
||||
|
St.4000to 6300 |
||||
|
St.6300to 00 |
Appendix 3
DETERMINATION OF COMPRESSIVE STRENGTH
1. Description of the method
1.1. The essence of the method is to apply a load acting in the axial direction to the test sample placed between two parallel supports until the sample is destroyed.
2.Equipment
— maximum load on the sample sufficient to destroy it;
— uniform speed of load application, amounting to no more than 10 mm/min;
2.3. It is allowed that one of the supports is self-aligning.
2.4. The contact surfaces of the supports must be perpendicular to the load axis and parallel to each other. Deviations from parallelism between two supports should not exceed 0.5 µm/mm.
2.5. Vernier calipers according to GOST 166.
3.Sample preparation
3.1. Before testing, the gaskets are subjected to visual inspection. The surface quality of the gaskets must comply with the requirements of clause 1.4 of these technical specifications.
3.2. Measure the thickness of each gasket at three points. The minimum of the three values obtained is taken as the result of measuring the thickness of the gasket.
4. Testing
4.2. To carry out testing, a sample (gasket) is placed between two supports. The load applied to the sample is increased smoothly (without jerking).
4.3. The test sample is loaded to failure. The magnitude of the greatest load (Q) preceding the failure of the sample is used to calculate the ultimate compressive strength σcompressor.
5.Processing results
5.1. Ultimate compressive strength (σcom) in MPa is calculated using the formula:
Where Q— load at which destruction of the sample occurs, N;
F o is the initial area of the working surface of the sample, mm 2.
5.2. The arithmetic mean of the test results of at least 3 samples is taken as the indicator of compressive strength.
Appendix 4
LEAK TESTING
1. Description of the method
1.1. The essence of the method is to determine the specific compression pressure that ensures tightness (no leakage of the medium) at a certain pressure of the internal environment.
2.Equipment
2.1. Special stand for leak testing.
2.2. Vernier calipers according to GOST 166..
3.Sample preparation
3.1. Before testing, samples (gaskets) are subjected to visual inspection. The surface quality of the gaskets must comply with the requirements of clause 1.4 of these technical specifications.
3.2. The outer and inner diameters of the gaskets are measured with an error of no more than 0.01 mm.
3.3. If a large number of standard sizes of gaskets are submitted for testing, two control standard sizes are selected from them and samples are taken in accordance with the requirements of clause 3.2.2 of these technical conditions.
4. Testing
4.1. Tests are carried out at alternating specific compression pressures of the gaskets, increasing the internal pressure stepwise in accordance with the requirements set out in Table 9, holding for 10 minutes at each value of internal pressure.
Table 9
4.2. A neutral gas (nitrogen, etc.) or a neutral liquid (water, oil, etc.) is used as an internal medium, depending on the purpose of the gasket.
4.3. When testing in a liquid medium (water, oil), the tightness is determined visually (presence of a leak) or using a pressure gauge (pressure drop in the system). The amount of leakage should not exceed the values specified in the passport of the main product for which the gaskets are intended.
4.4. When testing in a gaseous medium (nitrogen), the magnitude of the depressurization pressure ( RR) is determined using a pressure gauge and recorded in a special journal in the form of Table 10.
4.5. It is allowed, by agreement with the customer, to perform a leak test on a specific product.
4.6. If the manufacturer does not have test benches, it is allowed to carry out leak testing in special testing laboratories or on the customer’s equipment under the supervision of specialists from the manufacturer or testing laboratory.
4.7. Cyclic leak tests must only be carried out in a specialized testing laboratory.
Table 10
|
Gasket sizes |
Specific compression pressure, N/m 2 (kgf/cm 2) |
Internal (excess) pressure of the medium, MPa (kgf/cm2) |
Test environment |
Depressurization pressure, MPa |
Test results |
Artist's signature |
|
|
Internal diameter, |
Gasket field width, |
||||||
5.Processing results
5.1. Based on the test results, the required compression pressure of the gasket is determined to ensure the required tightness (tightness class).
5.2. The compression pressure is taken to be the arithmetic mean of the results of at least three tests at the same medium pressure.
Appendix 5
DETERMINATION OF THE PADS COEFFICIENT
1. Description of the method
1.1. The essence of the method is to determine the tangent of the straight line, reflecting the dependence of the specific compression pressure on the gasket depressurization pressure based on the results of leak tests according to Appendix 5.
5.Processing results
5.1. To construct a graph, the specific compression pressure ( Robzh), along the axis - the value of depressurization pressure ( RR) gaskets.
5.2. The results obtained are processed by the method of mathematical statistics in accordance with RD 50-690. The spacer coefficient t is taken to be equal to the tangent of the angle (a) of the inclination of the resulting straight line to the abscissa (Figure 1).
Rice. 1
5.3. The results of tests and calculations are entered into a special journal in the form of Table 11.
5.4. The control lot is considered to have passed the test when t > 3.0.
5.5. It is allowed (by agreement of the parties) to determine the spacer coefficient of specific products on the customer’s equipment.
Table 11
|
PUTG dimensions, |
Specific compression pressure, N/m 2 (kgf/cm 2) |
Internal (excess) pressure of the medium, MPa (kgf/cm2) |
Test- |
Depressurization pressure |
The value of the coefficient "m" |
Test results |
Executor |
||
|
Internal diameter |
Gasket field width |
||||||||
Appendix 6
DETERMINATION OF ELASTIC (DEFORMATION) CHARACTERISTICS
GASKETS
1. Description of the method
1.1. The essence of the method is to apply a load acting in the axial direction to a test sample placed between two parallel supports and measure the change in the height of the sample after applying the load.
2.Equipment
2.1. Testing machine for determining compressive strength, providing the following test conditions:
— maximum load on the sample, according to clause 4.3 of this method;
— a uniform load application speed of no more than 10 mm/min;
— Load measurement error is no more than 1%.
2.2. Two precisely centered, parallel and rigidly fixed steel supports.
2.2.1. It is allowed that one of the supports is self-aligning.
2.2.2. The contact surfaces of the supports must be perpendicular to the load axis and parallel to each other. Deviations from parallelism between two supports should not exceed 0.5 µm/mm.
2.3. Micrometer according to GOST 6507 or dial indicator according to GOST 577.
2.4. Vernier calipers according to GOST 166.
3.Sample preparation
3.1. Before testing, the gaskets are subjected to visual inspection. The surface quality of the gaskets must comply with the requirements of clause 1.4 of these technical specifications.
3.2. Measure the initial thickness of each gasket at three points. The minimum of the three values obtained is taken as the result of measuring the initial thickness h0 of the gasket.
3.3. The outer and inner diameters of the gaskets are measured.
3.4. The thickness and diameter of the gaskets are measured with an error of no more than 0.01 mm.
4. Testing
4.1. Tests are carried out at a temperature of (20 ± 10) °C.
4.2. To carry out testing, a sample (gasket) is placed between two supports. The load applied to the sample is increased smoothly (without jerking).
4.3. Load Q increase in steps, at equal intervals, with a shutter speed at each value Q, until the reduction in the height of the gasket stops. The minimum number of intervals must be at least 9. The maximum applied load must be no more
Qswing=Rub.max ×Fc
Robzh.max— maximum compression pressure, Robzh. max= 2 × Rrab,
Rrab— medium pressure, MPa;
Fc- surface area of the gasket, mm 2.
4.3. At each load value, measure the change in the height of the gasket ∆h from the movements of the supports using a dial indicator and calculate the deformation of the gasket 8 using the formula, ε =
5.Processing results
5.1. Based on the test results of each sample, a tabular relationship is built
Robzh.(ε ) .Robzh calculated by the formula Robzh.=.
5.2. The deformation characteristics of the gaskets take the average table dependence Robzh.(ε ), obtained from the results of at least three tests for each type of sample and value Rrab. Moreover, for each value Robzh, the average value of gasket deformation εav is taken equal to the arithmetic mean of the values ε of different samples at the same Robzh.
Appendix 7
JSC "NOVOMET"
PRODUCT QUALITY DATA SHEET
Name of product: Sealing gaskets made of TRG (PUTG)
Symbol: PUTG-2-D-APN-04-50-20-3.0 TU 2577-006-12058737-2002
|
Batch number |
||
|
Gasket type |
D (smooth flange) |
|
|
Gasket material |
APN (reinforced with perforated stainless steel) |
|
|
Construction type |
04(with internal and external seal) |
|
|
Nominal diameter, mm |
||
|
Nominal pressure, MPa |
||
|
Number of gaskets (sets), pcs. (Underline whatever applicable) |
||
|
TRG gasket material: density, g/cm 3 ash content, %, no more compressive strength, MPa |
||
|
Appearance |
Complies with the requirements of TU 2577-006-12058737-2002 |
|
|
Dimensions of gaskets, mm: outer diameter, (Dn), mm internal diameter, (in), mm height (H), mm |
||
|
Conclusion of the manufacturer and technical control department |
Sealing gaskets made of thermally expanded graphite meet the requirements of TU 2577-006-12058737-2002 |
|
Head of Production:________________Head of Quality Control Department:___________________________
"____"_________200...g.
Search by catalog, articles, SNiPs:
In addition to fast and high-quality heating pipe repair We provide professional installation of turnkey heating systems. On our topic page heating> https://site/otoplenie-doma.html< можно посмотреть и ознакомиться с примерами наших работ. Но более точно, по стоимости работ и оборудования лучше уточнить у инженера.
Contents of the article: APPROVED Deputy. General Director for Production of TRG ZAO NOVOMET Perm __________ O.Yu. Isaev “_____” ________ 2003 INSTRUCTION No. 2.11. for installation of braided stuffing box packing of thermally expanded graphite (TEG) for plunger pumps,...
PUTG gasket decoding means the following - a sealing gasket made of thermally expanded graphite (TRG seal). They are made from non-reinforced graphite spacer material MGL (single-layer, unreinforced) or from reinforced graphite spacer material AMGL, MMGL by cutting or notching. Sealing gaskets made of thermally expanded graphite can be made with protective rings. PUTG (thermal expanded graphite) gaskets are intended for sealing flange connections with smooth sealing surfaces, with protrusion-valley and tongue-groove surfaces, as well as for sealing products of other designs and shapes. Depending on the design of the mating (sealed) surfaces of the fixed (flange) connection, gaskets are made of the following types, listed below:
Sealing gaskets made of thermally expanded graphite PUTG price
Gaskets from TRG can be made of various designs: using protective rings (seals), restrictive rings and thermal insulating inserts. The types of PUTG gasket designs are presented below:
Advantages of PUTG gaskets:
- Excellent sealing properties
- Wide temperature range
- High chemical resistance
- Good compressibility
- Reusable
- No corrosion
- Various designs and manufacturing methods
Flange gaskets PUTG practically do not change volume and mass over time, in a compressed state they practically do not deform, unlike asbestos-containing seals, which lose weight as a result of changes in the chemical composition even in a vacuum. PUTG gaskets do not reduce their sealing properties in a huge temperature range °C during throughout their service life and do not require additional braces. PUTG gaskets are a universal solution; they have high chemical resistance to almost all environments, except strong oxidizing agents. Designation when ordering.
Graphite materials. Production of materials and products from thermally expanded graphite. Graphite fabrics, graphite tapes, graphite sheets, graphite gaskets, including reinforced graphite gaskets. Graphite threads (yarn), including those reinforced with metal, mineral, synthetic and natural fibers. Production of graphite materials, products and products according to customer specifications.
Introduction
This section of the site contains information about the standard and most popular products and products made from thermally expanded graphite on the Russian and international markets. The section also contains brief technical information about thermally expanded graphite.
The main advantage of IFI Technical Production over other suppliers and manufacturers of products and materials from TRG is a long-term lease of graphite deposits in Shanxi province for 30 years. Thus, IFI Technical Production carries out a full cycle of production of products from TEG, from the development and extraction of graphite, its processing (oxidation and expansion) to the production of products from TEG.
Detailed information about thermally expanded graphite, including information on recommended environments for using products from TEG, the quality of graphite, graphite mining, processing, etc., is presented in another section of our website at this link:
Brief information about TRG
Thermally expanded graphite (TEG) is a material that contains at least 98% carbon in its structure and does not contain resins or inorganic fillers.
Products made from thermally expanded graphite are manufactured at the enterprises of the IFI TPCG group in accordance with GOST of the People's Republic of China JBT 7370-1994, JBT 6620-2008 and TU 2573-001-91200348-2011.
The scope of application of thermally expanded graphite and products made from it is very large and covers most industrial areas. These include gaskets for flat connectors for pipeline fittings and pumping units, sealing of friction units of pipeline control and power shut-off valves of pipelines, etc. In this section, we present only some types of sealing, gasketing and insulating products from TRG produced at the enterprises of the IFI TP holding.
Parameters of thermally expanded graphite produced at IFI TPCG for the production of materials, products and products.
- Operating temperature for clean products from TRG, without impregnations and fillers: – 200°C to + 450°C and up to +650°C in steam. In airless environments up to +2500°C, in some conditions up to +3000°C.
- Working pressure for products made from TRG: up to 40 MPa with compressibility for standard material ~35% -40% with recovery after pressure removal of at least 15%.
- Sulfur content:
- Ash content:
- Chlorine content:
- Carbon content: ?99%
- Acidity index pH: 0~14. Except in environments with strong oxidizing agents, including concentrated nitric and sulfuric acids, oleum, chromic and perchloric acids, molten salts and oxidizing agents.
If you do not find the TRG product you are interested in here, please send a request and we will do everything to help you.
Yarn made of thermally expanded graphite. Production of graphite threads.
Graphite yarn is the raw material for the production of graphite packings and graphite fabrics. The quality of graphite gland packings, graphite fabrics, and other products made by weaving graphite yarn directly depends on the quality of the graphite yarn itself.
Graphite thread (yarn) is made by twisting a ribbon of graphite foil. Graphite foil is reinforced during its production process. Photo No. 1 on the right shows the first stage of graphite yarn production. Evenly distributed reinforcing fiber is applied to the graphite foil and conveyed under the rollers along a conveyor belt.
Before entering the rollers (photo No. 2), onto the conveyor belt, TRG flakes are fed from above. Thus, the reinforcing layer becomes the middle layer. TRG-reinforced foil passes under the rollers and is fed along the knives. The foil is cut into strips of a given width and wound onto reels.
Next (photo No. 3), spools of reinforced graphite foil are installed on equipment for twisting the foil into yarn, and the finished yarn is wound onto special bobbins and sent to the workshop for the production of stuffing and fabrics.
Metal wire, synthetic, natural and mineral fibers can be used to reinforce graphite foil.
The quality of graphite foil, and accordingly graphite yarn, is determined by the quality of the feedstock, that is, the graphite itself, as well as the technology of its purification, oxidation and expansion.
But the main determining criterion for the quality of a TRG seal is the size of the graphite flakes. Graphite mined at the IFI Technical Production deposit is graphite grade 5099, where mesh is 50, and 99 is the minimum percentage of the main substance (carbon) in graphite. The size of thermally expanded graphite flakes from grade 5099 is not less than 0.3 mm. For comparison, for graphite from Russian deposits, the same figure is no more than 0.2 mm. The size of the main fraction ~0.30~0.315 mm provides TRG foil with the greatest tensile strength in comparison with TRG foil made from other grades of graphite. We guarantee that the carbon content of our graphite products is at least 99%, usually 99.5%.
It should be noted that the bulk of graphite products supplied from China by various trading companies to the Russian Federation are mainly made of industrial graphite with a main substance (carbon) content of no more than 98%.
Also, an important criterion is the purity of graphite, both initial and after purification. Specialists and engineering employees of IFI Technical Production believe that some properties of seals made from it depend on the amount of sulfur content in the TRG. Meanwhile, Russian experts do not believe that increased sulfur content increases the rate of corrosion of the metal elements of the sealed assembly. We do not enter into a discussion on this issue, but carry out the production of graphite products and materials, including yarn from TRG, strictly according to the requirements of our customers.
In this section of the site, we have indicated the parameters and specifications for products made from thermally expanded graphite of standard quality. For the domestic market of the People's Republic of China, our standard products are classified as Class A products. This is the highest category of graphite products, followed by only nuclear graphite, with a base substance content of at least 99.8%.
Cotton fiber reinforced graphite yarn RK-401C
This is one of the most popular and sought-after types of graphite filament. Graphite thread reinforced with cotton fiber is the best thread for the production of stuffing box packings for equipment operating in “mild” conditions and at low temperatures.
From this yarn, universal oil seal packings RK-240C are woven, suitable for use in both dynamic and static modes. Graphite fabrics are made from RK-401C yarn, and RK-401C yarn can also be used as an independent seal.
The disadvantage of products made from RK-401C thread is that at high temperatures, the cotton binder burns out, and when exposed to aggressive environments, it is destroyed.
RK-401C yarn is supplied on plastic spools or spools made of composite materials.
Parameters of RK-401C graphite yarn
RK-401C Graphite Yarn Sizes
| Tex, g/km |
2000
|
3000
|
4000 | 5000
|
| Ø, mm |
1.5
|
2.0
|
2.5 | 3.0
|
Glass fiber reinforced graphite yarn RK-401G
No less in demand and popular is graphite thread. It is mainly used for the production of stuffing box RK-240G, a universal stuffing box for static and dynamic modes.
Glass fiber reinforcement of graphite yarn RK-401G allows the use of products made from it at higher temperatures, up to +450°C in air. Fiberglass does not fade and provides products made from RK-401G with higher physical and mechanical properties.
Parameters of RK-401G graphite yarn
RK-401G Graphite Yarn Sizes
| Tex, g/km |
2000
|
3000
|
4000 | 5000
|
| Ø, mm |
1.5
|
2.0
|
2.5 | 3.0
|
RK-401G yarn is supplied on plastic spools or spools made of composite materials.
Yarn weight on spools ranges from 2.5 kg to 15 kg.
Graphite yarn reinforced with INCONEL wire RK-401I
One of the best yarns made from thermally expanded graphite. Due to the unique properties of Inconel superalloy, RK-401I yarn products, including graphite strips, fabrics, and packings, can be used in applications where steel does not work. Inconel has good resistance to oxidation at high temperatures. Inconel is also resistant to acid and alkali corrosion and chloride-ion corrosion cracking. Products made from RK-410I graphite yarn are used in the food, energy, chemical, steel and other industrial fields. At IFI Technical Production enterprises, from RK-401I yarn, a number of gland packings are produced for static conditions of use, including RK-240I gland packing, RK-240T graphite tape and other products.
Parameters of RK-401I graphite yarn
RK-401I Graphite Yarn Sizes
| Tex, g/km |
2000
|
3000
|
4000 | 5000
|
| Ø, mm |
1.5
|
2.0
|
2.5 | 3.0 |
Attention, other types of graphite yarn reinforced with metal wire:
- RK-401SS- yarn made of thermally expanded graphite reinforced with stainless, high-temperature wire;
- RK-401Cu- yarn made of thermally expanded graphite reinforced with copper wire;
- RK-401Ni- yarn made of thermally expanded graphite reinforced with nickel wire.
- Upon request, it is possible to produce graphite yarn using another metal for reinforcement.
RK-401I yarn is supplied on plastic spools or spools made of composite materials.
Yarn weight on spools ranges from 2.5 kg to 15 kg.
Graphite yarn reinforced with INCONEL (Inconel) and braided with Inconel wire RK-401IJ
Yarn made of thermally expanded graphite reinforced with Inconel wire and braided with Inconel wire RK-401IJ, designed for weaving stuffing box packings operating under high pressure conditions in static operating modes.
IFI Technical Production uses this graphite yarn to produce the RK-240IJ stuffing box packing, which can withstand a pressure of 50MPa at temperatures up to +450°C with an environmental pH in the range of 0~14, and the RK-240CAS graphite packing with a working pressure of 50MPa, for use in furnace tops. shaft furnaces or outlets for cast iron, etc.
Also, RK-240TIJ tape is produced from graphite yarn RK-401IJ, intended for sealing flange joints with smooth sealing surfaces, with tongue-and-groove surfaces and tongue-and-groove surfaces of fittings, pipelines, vessels, apparatus and similar equipment of chemical, oil refining, energy and other industries.
- Parameters of RK-401IJ graphite yarn
RK-401IJ yarn is supplied on plastic spools or spools made of composite materials.
Yarn weight on spools ranges from 2.5 kg to 15 kg.
Graphite yarn reinforced INCONEL (Inconel) and tied with Inconel wire RK-401СJ
Yarn made of thermally expanded graphite, reinforced with Inconel wire and tied with Inconel wire RK-401CJ, is intended for weaving gland packings operating under high pressure conditions (up to 55 MPa) in static operating modes.
Graphite fabrics made from RK-401CJ yarn are unrivaled fire-retardant screens and fabrics that also provide protection from high temperatures. Such graphite fabrics are used to protect against aggressive chemical environments. The fabrics have increased mechanical strength and are unsurpassed in physical, mechanical and chemical parameters.
The main difference between RK-401CJ graphite yarn and RK-401IJ yarn is the method of reinforcing the yarn with Inconel wire. In RK-401IJ, the yarn is reinforced by braiding method (woven mesh) with Inconel wire, and in RK-401CJ, by binding method (knitted mesh).
Parameters of RK-401CJ graphite yarn
RK-401CJ yarn is supplied on plastic spools or spools made of composite materials.
Yarn weight on spools ranges from 2.5 kg to 15 kg.
Upon request, other types of packaging and yarn winding weights are possible.
Graphite yarn reinforced with other fibers
We offer graphite yarn reinforced with other fibers:
RK-401Ca- used for the production of graphite stuffing box RK-240CC. This stuffing box is made using diagonal weaving from TRG yarn reinforced with carbon fiber. Carbon fibers are woven into the corners of the packing, increasing the mechanical strength by 2 ~ 2.5 times and preventing the graphite body of the packing from being squeezed out into the gaps of the stuffing box.
RK-401A- graphite yarn reinforced with aramid fiber. Used for the production of graphite stuffing box RK-240AC.
RK-401T - graphite yarn reinforced with terylene thread. Terylene is a polyester fiber characterized by increased tensile strength.
The photo on the right shows three types of reinforced yarn made of thermally expanded graphite:
1. TRG yarn reinforced with carbon fiber;
2. TRG yarn reinforced with aramid fiber;
3. TRG yarn reinforced with metal wire.
Dear partners! All types of graphite yarn offered in this section, upon request, can be made of thermally expanded graphite with low sulfur content
Graphite fabric RK-400
Graphite fabric RK-400 is made from thermally expanded graphite yarn of the RK-401SS, RK-401I, RK-401G brands. On request, it is also possible to produce graphite fabric from TRG yarn reinforced with other materials.
Graphite fabric RK-400 is an excellent heat-resistant, fire-resistant and chemical-resistant material used in various industrial sectors, including metallurgy, metalworking, chemical industries, as thermal protective screens, fire protection, chemical protection, etc. TRG fabric is widely used as fire insulation.
Graphite fabric RK-400 has all the properties of thermally expanded graphite, it is plastic, chemically inert, operational in a wide temperature range, environmentally friendly and durable.
The table below shows the main parameters of graphite fabric RK-400. On request, it is possible to produce graphite fabric from yarn of thermally expanded graphite with a low sulfur content, as well as from yarn reinforced with other materials: carbon or aramid fiber, nickel, copper or Inconel wire, etc.
| Working temperature | - 200ºC ~ +650ºC |
| Roll length | 10m~50m |
| Width | 50mm~1000mm |
| Density | 1.1 ~1.3g/cm³ |
| ±0.1g/cm³ | |
| Thickness | 1.5~6.0mm |
| ±0.05mm | |
| Acidity index pH | 0~14 |
| Tensile strength | ~5MPa |
| Sulfur content | |
| Sliding speed | 2.0m/s |
| Chlorine content |
Graphite braided tape RK-400BT
Tape woven from thermally expanded graphite yarn. Graphite tape RK-400BT has all the parameters and characteristics of graphite fabric RK-400. The tape is used to insulate the surfaces of machine elements, boilers, apparatus, and other equipment in confined spaces where the use of graphite fabric is not possible or inconvenient.
Thanks to the unique properties of thermally expanded graphite, RK-400BT tape is an unsurpassed material used in the metallurgical industry. Drops of molten metal, falling on the surface of the graphite tape, do not burn or penetrate into the tape, as happens with insulation made from other synthetic and mineral fibers, but roll down.
Graphite tape RK-400BT can be made from TRG yarn reinforced with any available materials. Including metal wires such as inconel, copper, nickel, aramid, carbon or glass fiber, etc.
The tape is supplied on plastic reels or coils. The length of the winding and the weight of the coil are according to your requirements.
Corrugated graphite tape RK-400RT
Corrugated graphite tape is used as an independent seal, as well as for the manufacture of stuffing box rings and gaskets used in flange connections and fittings in the oil refining, chemical, electrical and other industrial sectors.
One of the main advantages of RK-400RT graphite tape is the ability to manufacture seals from this tape directly at the site of their use. At the same time, the waste generated during their manufacturing process is minimized.
Corrugated TRG tape RK-400RT has all the known advantages of thermally expanded graphite. The tape is suitable for sealing cryogenic liquids, organic solvents and other applications in the pH range of 0~14.
RK-400RT tape is supplied on plastic reels or in coils. The length of the winding and the weight of the coil are according to your requirements.
| Working temperature | - 200ºC ~ +650ºC |
| Width | 2.5mm ~ 60.0mm |
| Density | 1.0 ~1.3g/cm³ |
| Permissible deviations in density | ±0.1g/cm³ |
| Thickness | 0.15~1.5mm |
| Permissible deviations in thickness | ±0.03mm |
| Acidity index pH | 0~14 |
| Sulfur content | |
| Sliding speed | 2.0m/s |
| Chlorine content |
Graphite tape RK-400WT for the production of SNP gaskets
Graphite tape RK-400WT, made from TRG foil brand RK-140. The tape is intended for the production of spiral wound gaskets, in which it is used as a filler. It is also possible to use graphite tape as an independent seal; in this case, the tape is produced with a special heat-resistant adhesive applied to one of its surfaces.
The tape has all the properties and characteristics of thermally expanded graphite.
The tape is supplied on special reels. The length of winding the tape onto the reel is determined by the customer.
In addition to the graphite tape RK-400WT, the IFI Technical Production company offers for supply profiled metal tape for the production of twisted parts of SNP. Profiled tape is made from different grades of steel, including Inconel and titanium alloys.
Standard sizes of RK-400WT graphite tape
All RK™ branded thermally expanded graphite products from IFI Technical Production are not intended for use in strong oxidizing environments, including concentrated nitric acid, sulfuric acid, oleum, chromic acid, perchloric acid, and molten salts.