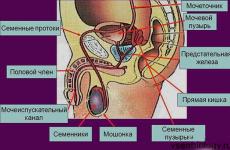
आधुनिक वेल्डिंग प्रौद्योगिकियाँ। अपने हाथों से आधुनिक वेल्डिंग मशीनें कैसे बनाएं
वेल्डिंग http://weldex.kiev.ua/ बन्धन के सबसे टिकाऊ और विश्वसनीय तरीकों में से एक है। यह विधि अपनी ताकत, गति और दक्षता के कारण रोजमर्रा की जिंदगी और उद्योग में व्यापक रूप से उपयोग की जाती है। वेल्डिंग का प्रमुख प्रकार इलेक्ट्रिक है। विद्युत धारा और एक इलेक्ट्रोड का उपयोग करके, भागों का एक स्थायी कनेक्शन बनाया जाता है। वेल्डिंग उपकरण http://weldex.kiev.ua/ballony/uglekislotnye-ballony/ एक सदी से मानवता की सेवा कर रहा है।
आधुनिक तकनीकों की मदद से, विभिन्न मिश्र धातु स्तरों के स्टील्स के साथ-साथ कुछ अलौह मिश्र धातुओं को जोड़ना संभव हो गया है। कार्य की गुणवत्ता और लागत हल किए जाने वाले कार्यों के तरीकों और प्रकार से प्रभावित होती है।
वर्तमान में कई प्रकार की वेल्डिंग का उपयोग किया जाता है। आइए सबसे आम पर नजर डालें।
चाप वेल्डिंग
इलेक्ट्रिक आर्क वेल्डिंग में, इलेक्ट्रोड और वर्कपीस के बीच एक इलेक्ट्रिक आर्क जलता है, जो गर्मी के स्रोत के रूप में कार्य करता है। आर्क वेल्डिंग विभिन्न प्रकार की होती है। वे सामग्री और इलेक्ट्रोड की संख्या के साथ-साथ विद्युत प्रवाह सर्किट में वर्कपीस और इलेक्ट्रोड को शामिल करने की विधि में भिन्न होते हैं। एक उपभोज्य इलेक्ट्रोड और एक गैर-उपभोज्य इलेक्ट्रोड, एक तीन चरण चाप और एक अप्रत्यक्ष चाप के साथ इलेक्ट्रिक आर्क वेल्डिंग है।
चाप प्रत्यावर्ती और प्रत्यक्ष धारा द्वारा संचालित होता है।
मैनुअल आर्क वेल्डिंग
इस प्रकार की वेल्डिंग में, वेल्डिंग इलेक्ट्रोड को मैन्युअल रूप से आर्क में डाला जाता है और वर्कपीस के साथ ले जाया जाता है। इस प्रकार की वेल्डिंग के लिए इलेक्ट्रोड लेपित छड़ें हैं। रॉड स्वयं एक उच्च गुणवत्ता वाला वेल्डिंग तार है। संरचना के आधार पर, वेल्डिंग तार को समूहों में विभाजित किया जाता है: मिश्र धातु, उच्च-मिश्र धातु और निम्न-कार्बन। मैनुअल वेल्डिंग के दौरान करंट इस तथ्य के कारण सीमित होता है कि इष्टतम मूल्य से ऊपर इसकी वृद्धि से रॉड की अधिक गर्मी, धातु की बर्बादी और बिखराव और कोटिंग के छीलने का कारण बन सकता है।
स्वचालित जलमग्न आर्क वेल्डिंग
जलमग्न आर्क वेल्डिंग वेल्ड पूल और आर्क को हवा से बचाने के लिए फ्लक्स का उपयोग करती है, और अनकोटेड इलेक्ट्रोड तार का भी उपयोग करती है। इलेक्ट्रोड तार को हिलाने और खिलाने की प्रक्रियाओं को यंत्रीकृत किया जाता है, और चाप को प्रज्वलित करने और सीम के अंत में क्रेटर को वेल्डिंग करने की प्रक्रियाओं को स्वचालित किया जाता है। जलमग्न आर्क वेल्डिंग स्वचालित वेल्डिंग मशीनों, उत्पाद के साथ चलने वाले स्व-चालित ट्रैक्टरों, या वेल्डिंग हेड्स का उपयोग करके किया जाता है। इस प्रकार की वेल्डिंग का उपयोग टैंक, बॉयलर, ब्रिज बीम, बॉडी वेसल्स और अन्य उत्पादों के निर्माण में किया जाता है।
इलेक्ट्रोस्लैग वेल्डिंग और फ्यूजन
इस प्रकार की वेल्डिंग में, इलेक्ट्रोड और आधार धातुएं उस गर्मी से पिघल जाती हैं जो स्लैग बाथ से बिजली गुजरने पर निकलती है। इलेक्ट्रोस्लैग वेल्डिंग करते समय, वेल्ड किए जाने वाले वर्कपीस को लंबवत रखा जाता है। इलेक्ट्रिक आर्क के विपरीत, स्लैग बाथ गर्मी का अधिक वितरित स्रोत है। इलेक्ट्रोस्लैग स्नान के लाभ: वेल्ड की बेहतर मैक्रोस्ट्रक्चर, उत्पादकता में वृद्धि, वेल्ड की प्रति मीटर कम लागत।
आधुनिक सभ्यता का बहुत बड़ा योगदान वेल्डिंग प्रक्रिया पर है। वेल्डिंग तत्वों के बिना, हमें परिवहन, विशाल इमारतें, तकनीकी संरचनाएं, मोबाइल फोन आदि प्राप्त नहीं होते। इस तथ्य के बावजूद कि इस भौतिक प्रक्रिया का उपयोग कई शताब्दियों से किया जा रहा है, यह इसकी प्रगति को नहीं रोकती है। कई देशों के वैज्ञानिक वेल्डिंग तंत्र पर शोध और सुधार करना, नई तकनीकों को लागू करना और इस क्षेत्र में क्रांतिकारी खोज करना जारी रखते हैं।
नई प्रौद्योगिकियाँ न्यूनतम संसाधनों का उपयोग करके अधिक उत्तम परिणाम प्राप्त करना संभव बनाती हैं। हर साल सामने आने वाले विकास उन सामग्रियों को वेल्ड करना संभव बनाते हैं जो पहले इस तकनीक की सीमाओं से परे थीं।
मुख्य नवीन दिशाएँ
इस क्षेत्र के सभी विकासों का उद्देश्य न्यूनतम लागत पर प्रक्रिया के मुख्य संकेतकों में सुधार करना है:
- ऑपरेशन के दौरान धातुओं के क्षरण और विकृति में कमी;
- वेल्डिंग प्रक्रिया की गति बढ़ाना;
- जोड़ों की सफाई की सुविधा प्रदान करना या यह सुनिश्चित करना कि ऐसी कोई आवश्यकता नहीं है;
- सामग्री की न्यूनतम खपत;
- सुविधायुक्त और सरलीकृत प्रक्रिया प्रबंधन;
- विभिन्न ग्रेडों की धातु की सबसे पतली शीटों को जोड़ने की क्षमता।
संवहन उपकरण
इस प्रकार की वेल्डिंग मशीनों ने वेल्डिंग को एक नए - घरेलू - स्तर पर लाना संभव बना दिया है। यदि पोर्टेबल उपकरणों के आविष्कार से पहले, ऐसा काम मुख्य रूप से उच्च योग्य पेशेवरों द्वारा किया जाता था, तो पोर्टेबल तकनीक ने उन्हें घर पर उपयोग करना संभव बना दिया।

सबसे पहले, ऐसे उपकरण वजन में बहुत हल्के होते हैं, जिससे उन्हें परिवहन करना आसान हो जाता है। दूसरे, निर्माताओं ने उन्हें इलेक्ट्रोड आपूर्ति प्रणाली (10 किलोग्राम तक वजन वाले तार) के बारे में न भूलते हुए, पूरी तरह से उपयोग के लिए तैयार किट प्रदान की है।
मुख्य सुधार यह माना जा सकता है कि डिवाइस में एक डिजिटल नियंत्रण प्रणाली बनाई गई है। डिस्प्ले पर, हर कोई बुनियादी वेल्डिंग मापदंडों को इंगित कर सकता है: बिछाए जा रहे तार का व्यास, गैस का प्रकार, आदि। दर्ज किए गए डेटा के आधार पर, पोर्टेबल डिवाइस स्वतंत्र रूप से समायोजित करता है और गैर-उत्पादन वेल्ड के लिए पर्याप्त स्तर पर वेल्डिंग करता है।
बेहतर बर्नर
वेल्डिंग के दौरान गैस टॉर्च को सबसे आदिम तत्व माना जाता है, लेकिन इस तत्व में छोटे बदलावों से भी प्रदर्शन किए गए कार्य की गुणवत्ता में काफी सुधार हुआ है। आधुनिक बर्नर डिज़ाइन न केवल नई सामग्रियों से बने होते हैं, बल्कि एक अलग आउटलेट व्यास भी होते हैं, जो गैर-मानक तापमान के साथ काम करने और आवश्यक दबाव बनाने में सक्षम होते हैं।
वैज्ञानिकों द्वारा प्रस्तावित गैस बर्नर गियरलेस और अत्यधिक गतिशील हो गए हैं, उनकी मदद से उच्चतम तापमान पर एक लंबी प्रक्रिया के दौरान भी, आप एक बिल्कुल समान लौ प्राप्त कर सकते हैं जिसमें टॉर्च, फ्लैश और पॉप दिखाई नहीं देंगे। ऐसे नवाचारों के कारण, वेल्डर के काम को बार-बार रुकने की आवश्यकता नहीं होती है, जिससे एक ही समय में अधिक काम पूरा करना संभव हो जाता है।

इकाइयों को कई नोजल के साथ विकसित किया गया है जिनका उपयोग बड़े व्यास वाले पाइपों को जोड़ने के लिए किया जाता है। रैखिक बर्नर का उपयोग करते समय लौ की चौड़ाई कई मीटर तक पहुंच सकती है। इस तकनीक का उपयोग अक्सर पानी के भीतर या हवा में भागों को जोड़ने के लिए किया जाता है, जहां टर्नअराउंड समय को नाटकीय रूप से कम करने की तत्काल आवश्यकता होती है।
हाइब्रिड लेजर तकनीक
यह पद्धति ऑटोमोटिव उद्योग के लिए विकसित की गई थी, लेकिन इसे अन्य औद्योगिक क्षेत्रों में भी लागू किया गया है। कार्बन डाइऑक्साइड के साथ संयुक्त होने पर दुर्दम्य स्टील्स को जोड़ने पर उच्च गुणवत्ता वाले सीम का उत्पादन करने के लिए हाइब्रिड लेजर का उपयोग किया जाता है। यह आपको 1.5 - 4.0 किलोवाट की सीमा के भीतर लेजर शक्ति के सटीक नियंत्रण के साथ आदर्श वेल्ड प्राप्त करने की अनुमति देता है।

हाइब्रिड लेजर तकनीक में निहित एक अन्य विशेषता पिघलने वाले इलेक्ट्रोड और किए गए कार्य की उच्चतम गति है - 40 से 450 मीटर / घंटा तक। उसी प्रदर्शन के साथ, ऑटोमोटिव स्टील से बनी सबसे पतली शीटों को संसाधित करना संभव है, जो अग्रणी ऑटोमोबाइल निगमों द्वारा इस विकास के वित्तीय समर्थन और सुधार का कारण बन गया।
ट्विन आर्क वेल्डिंग
यह तकनीक बड़े आकार की संरचनाओं के लिए विकसित की गई थी, जिसके निर्माण में 30KhGSA जैसे ग्रेड के सख्त स्टील की मोटी चादरें शामिल होती हैं। विधि इस तथ्य पर आधारित है कि डबल-आर्क एक्सपोज़र के दौरान, मिश्र धातु (हेवी-ड्यूटी) घटकों वाले दो अलग-अलग प्रकार के तारों का एक साथ उपयोग किया जाता है। ऐसे इलेक्ट्रोड का व्यास 5 मिमी है।
डबल-आर्क वेल्डिंग के दौरान स्थिर आर्क जलने को सुनिश्चित करने के लिए, ANK-51A सिरेमिक पर आधारित सिरेमिक फ्लक्स की आवश्यकता होती है। यह सिरेमिक फ्लक्स के साथ है कि यह विधि उच्चतम परिणाम दिखाती है और एक आदर्श वेल्डेड सतह का निर्माण करती है।
सौम्य तकनीक
कुछ कार्यों के लिए एक नई सौम्य तकनीक विकसित की गई है, जो अत्यधिक प्रभावी है, लेकिन इसकी लागत कम है। प्रक्रिया के दौरान, सुरक्षात्मक गैसों के विशेष मिश्रण का उपयोग किया जाता है: कार्बन डाइऑक्साइड को आर्गन के साथ जोड़ा जाता है या आर्गन, कार्बन डाइऑक्साइड और ऑक्सीजन का मिश्रण। अलग किए गए कार्बन डाइऑक्साइड के पारंपरिक उपयोग की तुलना में, परिणामी सीम चिकनी और अधिक दोषरहित है।

एक और सकारात्मक बिंदु वेल्डिंग प्रक्रिया की लागत में महत्वपूर्ण कमी है: समान मात्रा में कनेक्शन के लिए कम तार इलेक्ट्रोड की खपत होती है। बचत लगभग 20% है, जो औद्योगिक पैमाने पर एक महत्वपूर्ण राशि है। इसके अतिरिक्त, वेल्डिंग प्रक्रिया के दौरान, वेल्ड करने योग्य भागों में संक्रमण बहुत धीरे-धीरे और सुचारू हो जाता है। पेशेवर वेल्डर जो सौम्य तकनीक के शुरुआती परीक्षणों में शामिल थे, उन्होंने इस बात पर जोर दिया कि बहु-घटक गैस मिश्रण के साथ इलेक्ट्रोड धातुओं का छींटा काफी कम हो जाता है।
दो-घटक तकनीक
यह नई पद्धति, जो कम समय में विकसित देशों में व्यापक हो गई है, रेलवे पर नई हाई-स्पीड ट्रेनों के लॉन्च के कारण सामने आई है। दो-घटक प्रौद्योगिकी इंजेक्शन मोल्डिंग विधि का एक संशोधित संस्करण है। इससे उन परिणामों को प्राप्त करना संभव हो गया जिन्हें पहले परस्पर अनन्य माना जाता था: वेल्ड स्थल पर धातु के पहनने के प्रतिरोध से समझौता किए बिना सीम जोड़ की उच्चतम लचीलापन सुनिश्चित करना।

तकनीकी रूप से, दो-घटक विधि को निष्पादित करना कठिन है क्योंकि इसके लिए विशेष तैयारी की आवश्यकता होती है: कार्य स्थल पर पिघला हुआ स्टील होना चाहिए, जिसे सावधानीपूर्वक तरल रूप में रेल के बीच की खाई में रखा जाता है। यौगिक को प्रभावशाली चिपचिपाहट देने के लिए, कम-मिश्र धातु घटकों वाले पिघल का उपयोग किया जाता है। सिरेमिक फ्लक्स के उपयोग के माध्यम से पहनने के प्रतिरोध को बढ़ाया जाता है, जो वेल्ड जोड़ को भरने के बाद प्रक्रिया से मिश्र धातु के योजक को हटाने की अनुमति देता है। उच्च तापमान के प्रभाव में सिरेमिक नष्ट हो जाते हैं, और कनेक्शन को मजबूत करने वाले एडिटिव्स सतह पर सख्त हो जाते हैं, जिससे दरार या विरूपण के बिना दीर्घकालिक संचालन सुनिश्चित होता है।
कक्षीय आर्गन आर्क प्रौद्योगिकी
इस तकनीक को एयरोस्पेस, ऑटोमोटिव और सेमीकंडक्टर उद्योगों में अनुप्रयोग मिला है। यह तकनीक अत्यधिक विशिष्ट है और इसका उपयोग जटिल संरचनात्मक रूपरेखा वाली वस्तुओं के लिए किया जाता है। इसे पहली बार 50 साल पहले विकसित किया गया था, लेकिन टंगस्टन इलेक्ट्रोड का उपयोग करके इसमें काफी सुधार किया गया था।

ऑर्बिटल आर्गन-आर्क टंगस्टन वेल्डिंग का मुख्य लाभ यह है कि इस विधि से सक्रिय फ्लक्स की खपत रिकॉर्ड कम है: प्रति 1 मीटर वेल्ड में केवल 1 ग्राम फ्लक्स की खपत होती है। इससे कम धारा पर प्रक्रिया को अंजाम देना संभव हो जाता है, जिससे न केवल मात्रा कम हो जाती है, बल्कि वेल्ड पूल का वजन भी कम हो जाता है। इस मामले में, आर्क दबाव को समायोजित करके कनेक्शन की गुणवत्ता को वास्तविक समय में नियंत्रित किया जाता है।
इस तकनीक का सफलतापूर्वक उपयोग तब किया जाता है जब गर्मी प्रतिरोधी, उच्च शक्ति मिश्र धातुओं, कार्बन स्टील्स, टाइटेनियम, तांबा और निकल को जोड़ना आवश्यक होता है।
श्रीमती प्रौद्योगिकी
यह तकनीक शीत धातु स्थानांतरण पर आधारित है। जब वे शीत स्थानांतरण के बारे में बात करते हैं, तो उनका मतलब वास्तव में कम तापमान नहीं होता है, यह क्लासिक विकल्पों की तुलना में बहुत कम होता है।
मुख्य अंतर यह है कि वर्कपीस और भविष्य के वेल्ड के क्षेत्र को अधिकतम मूल्यों तक गर्म नहीं किया जाता है, इसलिए प्रसंस्करण क्षेत्र में गर्मी इनपुट काफी कम हो जाता है। इस तथ्य के कारण कि धातु बिंदुवार ज़्यादा गरम नहीं होती है, गंभीर विरूपण नहीं होता है। इलेक्ट्रोड का संचालन एक नियंत्रित शॉर्ट सर्किट पर आधारित होता है, जिसे तार को डिस्चार्ज ज़ोन से दूर ले जाकर और जल्दी से वापस करके (प्रति सेकंड 70 बार तक) समाप्त किया जाता है।

एसएमटी वेल्डिंग का उपयोग स्वचालित प्रणालियों के माध्यम से किया जाता है जो एल्यूमीनियम मिश्र धातुओं के साथ गैल्वेनाइज्ड या स्टील शीट के जंक्शन पर बहुत समान और उच्च गुणवत्ता वाले सीम का उत्पादन करते हैं।
इस मामले में, व्यवस्थित रुकावटों के साथ शॉर्ट-सर्किट आर्क के साथ वेल्डिंग की जाती है। इस प्रणाली के परिणामस्वरूप, सीम पर गर्म और ठंडे दालों द्वारा हमला किया जाता है, जिससे उस क्षेत्र में दबाव कम हो जाता है जहां चाप प्रवेश करता है। यही सिद्धांत धातुओं को स्थानांतरित करते समय छींटों को कम करता है।
इस प्रकार, सीएमटी वेल्डिंग का उपयोग करके, एक मानक हासिल किया गया है जिसे पहले केवल सैद्धांतिक माना जाता था। यह शॉर्ट-सर्किट नियंत्रण और स्पैटर की पूर्ण अनुपस्थिति से संभव हुआ है, जो पोस्ट-वेल्ड मशीनिंग की आवश्यकता को नाटकीय रूप से कम कर देता है।
यह विधि विभिन्न मोटाई की धातुओं को सबसे पतली शीट से लेकर 20 सेमी तक की सीम गहराई तक वेल्ड करना संभव बनाती है। प्लाज्मा तकनीक वेल्डिंग कार्य के साथ-साथ काटने की अनुमति देती है।
प्लाज्मा विधि आयनित गैस पर आधारित है, जो दो इलेक्ट्रोडों के बीच की जगह को पूरी तरह से भर देती है। यह इस गैस के माध्यम से है कि एक निश्चित शक्ति का विद्युत चाप गुजरता है, जो बहुत मजबूत प्रभाव प्रदान करता है।

प्लाज्मा जनरेटर का उपयोग करना एक जटिल प्रक्रिया है जिसके लिए उच्च व्यावसायिकता और पेशेवर कौशल की आवश्यकता होती है, इसलिए घरेलू उद्देश्यों के लिए इसका उपयोग करना संभव नहीं होगा। जनरेटर के अंदर एक बहुक्रियाशील वेल्डिंग प्रणाली है जिसका उपयोग अत्यधिक विशिष्ट क्षेत्रों में किया जा सकता है।
कंप्यूटर सिमुलेशन तकनीक
वेल्डिंग प्रौद्योगिकियों में सबसे आधुनिक दिशा कंप्यूटर मॉडलिंग को दी गई है। यह जटिल आकृति वाले सबसे छोटे हिस्सों के बीच संबंध बनाने और बड़े पैमाने के काम के लिए समान रूप से उपयुक्त है जहां विशाल क्षेत्रों और कई वेल्डिंग मशीनों का प्रबंधन करना आवश्यक है।
यदि पहले कई उपकरणों या संपूर्ण वेल्डिंग कॉम्प्लेक्स का उपयोग करके बड़ा काम किया जाता था, तो कंप्यूटर मॉडलिंग आपको शाखाओं वाली परिधि के साथ एक कार्यात्मक इकाई की अनुमति देता है, जो कई टॉर्च और नोजल से सुसज्जित होती है।
पूर्ण स्वचालन वेल्डिंग कार्य के मौलिक रूप से नए तरीकों को पेश करना संभव बनाता है जो अधिकांश वेल्डर के लिए दुर्गम हैं। इस मामले में, वेल्डर स्वयं कार्यात्मक रूप से ऑपरेटरों में बदल जाते हैं जो कंप्यूटर पर सभी आवश्यक पैरामीटर सेट करते हैं, जिसके आधार पर प्रोग्राम इष्टतम मान सेट करता है और प्रक्रिया को नियंत्रित करता है। यह दृष्टिकोण प्रदर्शन किए गए कार्य के परिणामों में काफी सुधार करता है।

नई तकनीकों ने वेल्डिंग को बिल्कुल नए स्तर पर ला दिया है, जिससे वेल्डिंग प्रक्रिया को न्यूनतम श्रम लागत और अधिकतम परिणामों के साथ रिकॉर्ड समय में पूरा करना संभव हो गया है। साथ ही, प्रगति स्थिर नहीं रहती है, इसलिए यह बहुत संभव है कि निकट भविष्य में ऐसी प्रणालियाँ होंगी जो स्वायत्त रूप से काम करेंगी, वस्तुतः कोई मानवीय हस्तक्षेप नहीं होगा। ऐसी परियोजनाओं का विकास पहले से ही चल रहा है, और यदि परीक्षण सफल रहे, तो मानवता जल्द ही वेल्डिंग उत्पादन के नए पैमाने और अवधारणाओं को प्राप्त करने में सक्षम होगी।
अध्याय 1
थोड़ा इतिहास
1.1. इलेक्ट्रिक वेल्डिंग का आविष्कार
1.2. 20वीं सदी में इलेक्ट्रिक वेल्डिंग का विकास
अध्याय दो
आर्क वेल्डिंग मूल बातें
2.1. इलेक्ट्रिक आर्क
भौतिक इकाई
वोल्ट-एम्पीयर विशेषताएँ
मैनुअल डीसी वेल्डिंग
अर्ध-स्वचालित डीसी वेल्डिंग
एसी वेल्डिंग
2.2. वेल्डिंग की प्रक्रिया
गैर-उपभोज्य इलेक्ट्रोड वेल्डिंग
उपभोज्य इलेक्ट्रोड वेल्डिंग
धातु स्थानांतरण
2.3. वेल्डिंग आर्क पावर स्रोतों की मुख्य विशेषताएं
अध्याय 3
सिम्युलेटर एलटीस्पाइस IV
3.1. बिजली आपूर्ति संचालन का अनुकरण
सिमुलेशन क्षमताएं
इलेक्ट्रॉनिक सर्किट सिमुलेशन कार्यक्रम
एलटीस्पाइस IV कार्यक्रम की विशेषताएं
3.2. एलटीस्पाइस IV कैसे काम करता है
कार्यक्रम प्रारंभ
हम एक पीसी पर एक साधारण मल्टीवाइब्रेटर का एक सर्किट बनाते हैं
संख्यात्मक पैरामीटर और सर्किट घटकों के प्रकार को परिभाषित करना
मल्टीवाइब्रेटर ऑपरेशन का अनुकरण
3.3. एक साधारण बिजली आपूर्ति का अनुकरण
कम वोल्टेज डीसी बिजली की आपूर्ति
परीक्षण नोड
अध्याय 4
एसी वेल्डिंग पावर स्रोत
4.1. शब्दावली की विशेषताएँ
4.2. वेल्डिंग स्रोत के लिए बुनियादी आवश्यकताएँ
4.3. एसी इलेक्ट्रिक आर्क मॉडल
4.4. गिट्टी रिओस्तात के साथ वेल्डिंग स्रोत (सक्रिय प्रतिरोध)
4.5. रैखिक चोक के साथ वेल्डिंग स्रोत (प्रेरक प्रतिक्रिया)
4.6. वेल्डिंग ट्रांसफार्मर
4.7. लीकेज इंडक्शन की गणना कैसे करें?
बेलनाकार वाइंडिंग वाले ट्रांसफार्मर का रिसाव अधिष्ठापन
वाइंडिंग्स के अलग-अलग दूरी पर स्थित ट्रांसफार्मर का लीकेज इंडक्शन
डिस्क वाइंडिंग वाले ट्रांसफार्मर का लीकेज इंडक्शन
4.8. वेल्डिंग ट्रांसफार्मर के लिए आवश्यकताएँ
4.9. क्लासिक एसी पावर स्रोत
विकसित चुंबकीय रिसाव वाले वेल्डिंग ट्रांसफार्मर की गणना
एसी वेल्डिंग पावर स्रोत का डिज़ाइन
4.10. बुडायनी वेल्डिंग स्रोत
वर्तमान खपत की मात्रा को कम करने के तरीके
बुडायनी के वेल्डिंग स्रोत का संरचनात्मक विद्युत आरेख
वेल्डिंग स्रोत को डिज़ाइन करने के सामान्य सिद्धांत
बुडायनी वेल्डिंग स्रोत मॉडल
बुडेनी वेल्डिंग स्रोत की डिज़ाइन सीमाओं पर काबू पाना
एक ट्रांसफार्मर की समग्र शक्ति का निर्धारण
मूल चयन
घुमावदार गणना
चुंबकीय शंट गणना
रिसाव प्रेरण गणना
गणना परिणामों का अनुकरण
वैकल्पिक ट्रांसफार्मर डिज़ाइन के साथ वेल्डिंग स्रोत डिज़ाइन
4.11. गुंजयमान संधारित्र के साथ वेल्डिंग स्रोत
गुंजयमान संधारित्र के साथ वेल्डिंग स्रोत की गणना
वेल्डिंग ट्रांसफार्मर की गणना
वेल्डिंग ट्रांसफार्मर विंडो में वाइंडिंग के स्थान की जाँच करना
रिसाव प्रेरण गणना
वेल्डिंग स्रोत सिमुलेशन
4.12. एसी आर्क स्टेबलाइजर्स
एसी वेल्डिंग आर्क की विशेषताएं
आर्क स्टेबलाइजर का संचालन सिद्धांत
आर्क स्टेबलाइजर का पहला संस्करण
विवरण
आर्क स्टेबलाइजर का दूसरा संस्करण
विवरण
अध्याय 5
अर्ध-स्वचालित वेल्डिंग के लिए वेल्डिंग स्रोत
5.1. अर्ध-स्वचालित वेल्डिंग की मूल बातें
5.2. सर्किट तत्वों की गणना
पैरामीटर का निर्धारण और स्रोत पावर ट्रांसफार्मर की गणना
मॉडल सेटअप प्रक्रिया
वाइंडिंग्स के ओमिक प्रतिरोध की गणना
ट्रांसफार्मर वाइंडिंग्स के प्रेरण और प्रतिरोध की गणना
ट्रांसफार्मर के समग्र आयामों की गणना
ट्रांसफार्मर की गणना पूरी करना
फ़ीड वर्तमान स्रोत चोक की गणना
5.3. अर्ध-स्वचालित वेल्डिंग के लिए एक सरल स्रोत के डिज़ाइन का विवरण
अर्ध-स्वचालित वेल्डिंग के लिए एक सरल स्रोत का आरेख
अर्ध-स्वचालित वेल्डिंग मशीन के पुर्जे
वेल्डिंग ट्रांसफार्मर का डिजाइन और निर्माण
गला घोंटना डिजाइन
स्रोत कनेक्शन
अध्याय 6
थाइरिस्टर रेगुलेटर के साथ अर्ध-स्वचालित वेल्डिंग के लिए वेल्डिंग स्रोत
6.1. वेल्डिंग करंट को समायोजित करना
6.2. वेल्डिंग करंट की निरंतरता सुनिश्चित करना
6.3. वेल्डिंग ट्रांसफार्मर की गणना
6.4. नियंत्रण खंड
6.5. थाइरिस्टर नियामक के साथ वेल्डिंग स्रोत के डिजाइन का विवरण
विद्युत परिपथ आरेख
विवरण
वेल्डिंग ट्रांसफार्मर डिजाइन
गला घोंटना डिजाइन
स्रोत कनेक्शन
अध्याय 7
इलेक्ट्रॉनिक वेल्डिंग करंट रेगुलेटर
7.1. मल्टी-स्टेशन वेल्डिंग
कनेक्शन के साथ मल्टी-स्टेशन वेल्डिंग
एक व्यक्तिगत गिट्टी रिओस्टेट के माध्यम से
गिट्टी रिओस्तात ईआरएसटी का इलेक्ट्रॉनिक एनालॉग
7.2. ईआरएसटी के मुख्य घटकों की गणना
7.3. ईआरएसटी का विवरण
बुनियादी सुरक्षा विकल्प
ईआरएसटी की मुख्य इकाइयों का उद्देश्य
परिचालन सिद्धांत
ब्लॉक A1 का संचालन सिद्धांत और विन्यास
विवरण
ब्लॉक A2 का संचालन सिद्धांत और विन्यास
स्टेबलाइजर के संचालन का सिद्धांत
विवरण
समायोजन
ईआरएसटी की बाहरी विशेषताओं का गठन
ईआरएसटी नियंत्रण इकाई का संचालन सिद्धांत
कुंजी ट्रांजिस्टर चालक इकाई का संचालन सिद्धांत
ईआरएसटी का अंतिम सेटअप
अध्याय 8
इन्वर्टर वेल्डिंग स्रोत
8.1. थोड़ा इतिहास
8.2. स्रोत का सामान्य विवरण
8.3. आईएसआई के स्व-उत्पादन के लिए सिफारिशें
8.4. फॉरवर्ड कनवर्टर ट्रांसफार्मर की गणना
8.5. ट्रांसफार्मर निर्माण
8.6. कनवर्टर ट्रांजिस्टर पर बिजली हानि की गणना
8.7. वेल्डिंग करंट फिल्टर चोक की गणना
8.8. कनवर्टर ऑपरेशन का अनुकरण
8.9. वर्तमान ट्रांसफार्मर गणना
8.10. गैल्वेनिक आइसोलेशन ट्रांसफार्मर की गणना
8.11. PWM नियंत्रक TDA4718A
8.12. इन्वर्टर वेल्डिंग स्रोत "RytmArc" की नियंत्रण इकाई का योजनाबद्ध आरेख
8.13. स्रोत की लोड विशेषता का गठन
8.14. नियंत्रण इकाई स्थापित करने की पद्धति
8.15. रिमोट कंट्रोल पैनल (मॉड्यूलेटर)
8.16. वैकल्पिक PWM नियंत्रक का उपयोग करना
8.17. ट्रांसफार्मर चालक
8.18. डैम्पिंग श्रृंखला जो ऊर्जा का अपव्यय नहीं करती
अध्याय 9
इन्वर्टर वेल्डिंग स्रोत COLT-1300
9.1. सामान्य विवरण
यह अध्याय किस बारे में है?
उद्देश्य
मुख्य लक्षण
9.2. शक्ति भाग
वाइंडिंग यूनिट डेटा
9.3. नियंत्रण खंड
कार्यात्मक आरेख
परिचालन सिद्धांत
योजनाबद्ध आरेख
एंटी-स्टिक फ़ंक्शन का कार्यान्वयन
आर्क फोर्स फ़ंक्शन का कार्यान्वयन
9.4. समायोजन
अध्याय 10
उपयोगी जानकारी
10.1. अज्ञात हार्डवेयर का परीक्षण कैसे करें?
10.2. ट्रांसफार्मर की गणना कैसे करें?
10.3. कोर के साथ चोक की गणना कैसे करें?
गणना सुविधाएँ
थ्रॉटल नंबर 1 की गणना का उदाहरण
थ्रॉटल नंबर 2 की गणना का उदाहरण
थ्रॉटल नंबर 3 की गणना का उदाहरण
10.4. पाउडर कोर के साथ चोक की गणना
पाउडर कोर के लाभ
इंडक्टर डिज़ाइन सॉफ़्टवेयर का पता और स्थापना
इंडक्टर डिज़ाइन सॉफ़्टवेयर के स्वचालित गणना कार्य
इंडक्टर डिजाइन सॉफ्टवेयर की अतिरिक्त विशेषताएं
इंडक्टर डिज़ाइन सॉफ़्टवेयर मेनू बार
इंडक्टर डिजाइन सॉफ्टवेयर में चोक गणना का उदाहरण
पाउडर कोर प्रोग्राम का उपयोग करके मैग्नेटिक्स इंडक्टर डिज़ाइन
पाउडर कोर का उपयोग करके मैग्नेटिक्स इंडक्टर डिज़ाइन में प्रारंभ करनेवाला गणना का उदाहरण
10.5. रेडिएटर की गणना कैसे करें?
10.6. एलटीस्पाइस सिम्युलेटर के नॉनलाइनियर इंडक्शन का हिस्टैरिसीस मॉडल
नॉनलीनियर इंडक्शन के हिस्टैरिसीस मॉडल का संक्षिप्त विवरण
नॉनलाइनियर इंडक्शन के हिस्टैरिसीस मॉडल के मापदंडों का चयन
10.7. एलटीस्पाइस का उपयोग करके जटिल विद्युत चुम्बकीय घटकों की मॉडलिंग करना
मॉडलिंग की समस्या
विद्युत और चुंबकीय सर्किट की समानता का सिद्धांत
भौतिक परिपथों का द्वैत
एक अशाखित चुंबकीय सर्किट का मॉडल
शाखित चुंबकीय परिपथ का अनुकरण
एक जटिल चुंबकीय सर्किट का अनुकरण
आंशिक या पूर्ण चुंबकत्व के साथ संचालित होने वाले चुंबकीय सर्किट के लिए मॉडल का अनुकूलन
एक एकीकृत चुंबकीय घटक मॉडल बनाना
10.8. वेल्डिंग इलेक्ट्रोड कैसे बनाते हैं?
वेल्डिंग विधि का उपयोग करके ऑप्टिकल फाइबर को जोड़ना उच्चतम गुणवत्ता, सबसे टिकाऊ और विश्वसनीय है। वेल्डिंग मशीनें जटिल उच्च तकनीक वाले उपकरण हैं। वे 0.1 माइक्रोन के भीतर फाइबर संरेखण सुनिश्चित करने के लिए सटीक यांत्रिकी, फाइबर स्थिति का मूल्यांकन करने के लिए उच्च गुणवत्ता वाले प्रकाशिकी, और फाइबर संरेखण, स्प्लिसिंग प्रक्रिया और मशीन नियंत्रण को नियंत्रित करने के लिए सॉफ्टवेयर को जोड़ते हैं।
यह लेख अग्रणी निर्माताओं की वेल्डिंग मशीनों की समीक्षा करेगा।
फिलहाल, फुजिकुरा, सुमितोमो, फिटेल (फुरुकावा), एरिक्सन और कॉर्निंग के उपकरणों ने घरेलू बाजार में सबसे बड़ी लोकप्रियता हासिल की है। आधुनिक वेल्डिंग मशीनों में कॉर्निंग द्वारा निर्मित ऑप्टिस्प्लिस एलआईडी मॉडल अलग है। इस उपकरण की एक विशेषता वेल्डेड जोड़ के बिंदु पर वास्तविक नुकसान को मापने की क्षमता है, जो सीधे वेल्डिंग प्रक्रिया के दौरान किया जाता है। डिवाइस एक ग्लोबल पोजिशनिंग सिस्टम (जीपीएस) से भी लैस है, जो यदि आवश्यक हो, तो वेल्डिंग प्रोग्राम में समायोजन करता है।
वेल्डिंग प्रक्रिया के दौरान फाइबर संरेखण की विधि के आधार पर स्प्लिसर्स को दो वर्गों में विभाजित किया जा सकता है - शीथ संरेखण और कोर संरेखण। कोर संरेखण विधि का उपयोग करते समय, एक उच्च कनेक्शन गुणवत्ता प्राप्त की जाती है, जो एकल-मोड फाइबर के साथ काम करते समय, साथ ही लंबी दूरी की ऑप्टिकल संचार लाइनों को स्थापित करते समय बेहद महत्वपूर्ण है।
फाइबर-टू-क्लैडिंग विधि का उपयोग करने वाले उपकरण मुख्य रूप से मल्टीमोड फाइबर या सिंगल-मोड फाइबर को जोड़ने के लिए उपयोग किए जाते हैं जहां लाइन की लंबाई लंबी नहीं होती है।
सभी आधुनिक मशीनें सिंगल-मोड और मल्टीमोड फाइबर, साथ ही स्थानांतरित फैलाव क्षेत्र वाले फाइबर को विभाजित कर सकती हैं। निर्माता द्वारा विनियमित वेल्डिंग स्थल पर हानि 0.02 डीबी से अधिक नहीं होती है। वेल्डिंग का काम स्थिर और फील्ड दोनों स्थितियों में किया जा सकता है। इस प्रयोजन के लिए, लगभग सभी उपकरणों में बैटरी द्वारा संचालित होने की क्षमता होती है। कई वेल्डर कार सिगरेट लाइटर से कनेक्ट करने के लिए डोरियों के साथ आते हैं।
डिवाइस के वजन और आकार को कम करने और वेल्डिंग के समय को कम करने के अलावा, निर्माता वेल्डिंग मशीनों के डिजाइन में अन्य बदलाव कर रहे हैं। उदाहरण के लिए, फुजिकुरा के नवीनतम मॉडल - FSM-60S और FSM-18S - में धूल और नमी प्रतिरोध और एक प्रभाव-प्रतिरोधी आवास है, जो यांत्रिक तनाव के तहत डिवाइस के प्रदर्शन की गारंटी देता है (उदाहरण के लिए, जब 70 सेमी की ऊंचाई से गिराया जाता है) ).
आइए अग्रणी निर्माताओं की वेल्डिंग मशीनों की श्रृंखला देखें।
तालिका 1. कोर-संरेखित वेल्डिंग मशीनें
फुजिकुरा FSM-60S | सुमितोमो टाइप-39 | एरिक्सन एफएसयू 995एफए | कॉर्निंग ऑप्टिसप्लिस ढक्कन | इलसिनटेक कीमैन S1 |
||
वेल्डेड फाइबर के प्रकार | एसएमएफ (एसएम, आईटीयूटी जी.652), एमएमएफ (एमएम, आईटीयूटी जी.651), डीएसएफ - स्थानांतरित फैलाव क्षेत्र (डीएस, आईटीयूटी जी.653), और एफटीटीएक्स (जी.657) के लिए फाइबर के साथ | एसएमएफ, एमएमएफ, डीएसएफ, एनजेडडीएसएफ, ईडीएफ | एसएमएफ, एमएमएफ, डीएसएफ, एनजेडडीएसएफ, ईडीएफ | एसएमएफ (एसएम, आईटीयूटी जी.652), एमएमएफ (एमएम, आईटीयूटी जी.651), डीएसएफ - स्थानांतरित फैलाव क्षेत्र (डीएस, आईटीयूटी जी.653), और एफटीटीएक्स (जी.657) के लिए फाइबर के साथ | एसएमएफ (आईटीयू-टी जी.652), एमएमएफ (आईटीयू-टी जी.651), डीएसएफ (आईटीयू-टी जी.653), एनजेडडीएसएफ (आईटीयू-टी जी.655) |
|
वेल्डिंग का समय, सेकंड | ||||||
ताप संकुचन का समय | 35 सेकंड (फुजिकुरा द्वारा बनाई गई आस्तीन के लिए) | 25 सेकंड (40 मिमी), 30 सेकंड (60 मिमी) 2 सिकुड़े हुए ओवन | 37 सेकंड (40 मिमी), 51 सेकंड (60 मिमी) | ओवन अलग से | 60 मिमी के लिए 20 सेकंड से कम | 26-सेकंड (60 मिमी) 2 सिकुड़े हुए ओवन |
वेल्डिंग कार्यक्रमों की संख्या | 60 - कारखाना 40 - उपयोगकर्ता | 200 - कस्टम | ||||
आयाम, WxDxH, मिमी | 136 x 161 x 143 | 150 x 150 x 150 | 130 x 260 x 137 | 370 x 220 x 150 | 275 x 200 x 105 | 160 x 190 x 120 |
इलेक्ट्रोड, वेल्ड का सेवा जीवन | ||||||
2.7 किग्रा, बैटरी के साथ | 2.8 किग्रा, बैटरी और पावर एडॉप्टर के साथ | 2.2 किग्रा, बैटरी के साथ | बैटरी के साथ 2.0 किग्रा | 2.6 किग्रा, बैटरी के साथ |
||
मेमोरी, वेल्डिंग | ||||||
बैटरी, वेल्ड की संख्या | 100 (हीट सिकुड़न के साथ) | बाहरी ताकत | 100 (हीट सिकुड़न के साथ), 200 बिना हीट सिकुड़न के | |||
इंटरफेस | यूएसबी 1.1, आरसीए (एनटीएससी) | |||||
पवन सुरक्षा | ||||||
नमी और धूल से सुरक्षा |
तालिका 2. शैल-संरेखित वेल्डिंग मशीनें
फुजिकुरा FSM-11S | फुजिकुरा FSM-17S | फुजिकुरा FSM-18S | कॉर्निंग ऑप्टिस्प्लिस वन |
||
वेल्डेड फाइबर के प्रकार | एसएमएफ, एमएमएफ, डीएसएफ, एनजेडडीएसएफ | एसएमएफ, एमएमएफ, डीएसएफ, एनजेडडीएसएफ | एसएमएफ, एमएमएफ, डीएसएफ, एनजेडडीएसएफ | एसएमएफ, एमएमएफ, डीएसएफ, एनजेडडीएसएफ | |
वेल्डिंग का समय, सेकंड | |||||
ताप संकुचन का समय | 40 सेकंड (केजेडडीएस फुजुकुरा) | 35 सेकंड (KZDS फुजुकुरा) | 30 सेकंड (KZDS फुजुकुरा) | 37 सेकंड (40 मिमी) 51 सेकंड (60 मिमी) | |
वेल्डिंग कार्यक्रमों की संख्या | 60 - कारखाना 40 उपयोगकर्ता | 60 - कारखाना 40 उपयोगकर्ता | 60 - कारखाना 40 उपयोगकर्ता | ||
सिकुड़न कार्यक्रमों की संख्या | 10 - रिवाज 20 - कारखाना |
1. वेल्डिंग की भौतिक नींव
वेल्डिंग परमाणु बंधन के निर्माण के कारण सामग्रियों का स्थायी कनेक्शन प्राप्त करने की एक तकनीकी प्रक्रिया है। वेल्डेड जोड़ बनाने की प्रक्रिया दो चरणों में होती है।
पहले चरण में, वेल्ड की जा रही सामग्रियों की सतहों को अंतर-परमाणु संपर्क बलों (लगभग 3 ए) की कार्रवाई की दूरी के करीब लाना आवश्यक है। कमरे के तापमान पर साधारण धातुएँ महत्वपूर्ण बल के साथ भी संपीड़ित होने पर बंधती नहीं हैं। सामग्रियों का जुड़ना उनकी कठोरता के कारण बाधित होता है; जब वे एक साथ आते हैं, तो वास्तविक संपर्क केवल कुछ बिंदुओं पर होता है, चाहे उन्हें कितनी भी सावधानी से संसाधित किया गया हो। जुड़ने की प्रक्रिया सतह के संदूषण - ऑक्साइड, फैटी फिल्म आदि के साथ-साथ अवशोषित अशुद्धता परमाणुओं की परतों से काफी प्रभावित होती है। इन कारणों से सामान्य परिस्थितियों में अच्छे संपर्क की शर्त को पूरा करना असंभव है। इसलिए, पूरी सतह पर जुड़े हुए किनारों के बीच भौतिक संपर्क का निर्माण या तो सामग्री के पिघलने के कारण या लागू दबाव के परिणामस्वरूप प्लास्टिक विरूपण के परिणामस्वरूप होता है। दूसरे चरण में, जुड़ी हुई सतहों के परमाणुओं के बीच इलेक्ट्रॉनिक संपर्क होता है। परिणामस्वरूप, भागों के बीच का इंटरफ़ेस गायब हो जाता है और या तो परमाणु धातु बंधन बनते हैं (धातुओं को वेल्ड किया जाता है) या सहसंयोजक या आयनिक बंधन बनते हैं (जब ढांकता हुआ या अर्धचालक वेल्डिंग करते हैं)। वेल्डेड जोड़ के निर्माण की प्रक्रिया के भौतिक सार के आधार पर, वेल्डिंग के तीन वर्ग प्रतिष्ठित हैं: फ्यूजन वेल्डिंग, प्रेशर वेल्डिंग और थर्मोमैकेनिकल वेल्डिंग (चित्र 1.25)।
चावल। 1.25.
फ्यूजन वेल्डिंग के लिए ये बिना किसी दबाव के फ्यूजन द्वारा की जाने वाली वेल्डिंग के प्रकार हैं। फ्यूज़न वेल्डिंग में ऊष्मा के मुख्य स्रोत वेल्डिंग आर्क, गैस लौ, बीम ऊर्जा स्रोत और "जूल ऊष्मा" हैं। इस मामले में, शामिल होने वाली धातुओं के पिघल को एक सामान्य वेल्ड पूल में जोड़ा जाता है, और ठंडा होने पर, पिघल एक कास्ट वेल्ड में क्रिस्टलीकृत हो जाता है।
थर्मोमैकेनिकल वेल्डिंग के लिए तापीय ऊर्जा और दबाव का उपयोग किया जाता है। जुड़े भागों को एक अखंड पूरे में जोड़ना यांत्रिक भार के अनुप्रयोग के माध्यम से किया जाता है, और वर्कपीस को गर्म करने से सामग्री की आवश्यक प्लास्टिसिटी सुनिश्चित होती है।
दबाव वेल्डिंग के लिए दबाव के रूप में यांत्रिक ऊर्जा के अनुप्रयोग के साथ किए गए संचालन को संदर्भित करता है। परिणामस्वरूप, धातु विकृत हो जाती है और तरल की तरह बहने लगती है। धातु इंटरफ़ेस के साथ चलती है, दूषित परत को अपने साथ ले जाती है। इस प्रकार, सामग्री की ताजा परतें सीधे संपर्क में आती हैं, जो रासायनिक संपर्क में प्रवेश करती हैं।
2. वेल्डिंग के मुख्य प्रकार
मैनुअल इलेक्ट्रिक आर्क वेल्डिंग।इलेक्ट्रिक आर्क वेल्डिंग वर्तमान में धातु वेल्डिंग का सबसे महत्वपूर्ण प्रकार है। इस मामले में ताप स्रोत दो इलेक्ट्रोडों के बीच एक विद्युत चाप है, जिनमें से एक वर्कपीस को वेल्ड किया जा रहा है। विद्युत चाप गैसीय वातावरण में एक शक्तिशाली निर्वहन है।
आर्क इग्निशन प्रक्रिया में तीन चरण होते हैं: वर्कपीस में इलेक्ट्रोड का शॉर्ट सर्किट, 3-5 मिमी तक इलेक्ट्रोड की वापसी और एक स्थिर आर्क डिस्चार्ज की घटना। इलेक्ट्रोड (कैथोड) को इलेक्ट्रॉनों के तीव्र एक्सो-उत्सर्जन के तापमान तक गर्म करने के लिए शॉर्ट सर्किट किया जाता है।
दूसरे चरण में, इलेक्ट्रोड द्वारा उत्सर्जित इलेक्ट्रॉनों को विद्युत क्षेत्र में त्वरित किया जाता है और कैथोड-एनोड गैस अंतराल के आयनीकरण का कारण बनता है, जिससे स्थिर चाप निर्वहन की घटना होती है। एक विद्युत चाप 6000 डिग्री सेल्सियस तक तापमान के साथ गर्मी का एक केंद्रित स्रोत है। आर्क वोल्टेज (10-50) वी पर वेल्डिंग धाराएं 2-3 केए तक पहुंच जाती हैं। कवर्ड इलेक्ट्रोड आर्क वेल्डिंग का सबसे अधिक उपयोग किया जाता है। यह एक उपयुक्त संरचना के साथ लेपित इलेक्ट्रोड के साथ मैनुअल आर्क वेल्डिंग है जिसका निम्नलिखित उद्देश्य है:
1. आसपास के वातावरण से पिघलने वाली गैस और स्लैग से सुरक्षा।
2. वेल्ड सामग्री को आवश्यक तत्वों के साथ मिश्रित करना।
कोटिंग्स की संरचना में पदार्थ शामिल हैं: स्लैग बनाने वाले पदार्थ - एक खोल (ऑक्साइड, फेल्डस्पार, संगमरमर, चाक) के साथ पिघल की रक्षा के लिए; गैसें CO2, CH4, CCl4 बनाना; मिश्र धातु - वेल्ड के गुणों में सुधार करने के लिए (फेरोवैनेडियम, फेरोक्रोम, फेरोटेटेनियम, एल्यूमीनियम, आदि); डीऑक्सीडाइज़र - आयरन ऑक्साइड (Ti, Mn, Al, Si, आदि) को खत्म करने के लिए डीऑक्सीडेशन प्रतिक्रिया का उदाहरण: Fe2O3+Al = Al2O3+Fe।

चावल। 1.26. : 1 - वेल्ड किए जाने वाले हिस्से, 2 - वेल्ड सीम, 3 - फ्लक्स क्रस्ट, 4 - गैस सुरक्षा, 5 - इलेक्ट्रोड, 6 - इलेक्ट्रोड कोटिंग, 7 - वेल्ड पूल
चावल। चित्र 1.26 लेपित इलेक्ट्रोड वेल्डिंग को दर्शाता है। उपरोक्त आरेख के अनुसार, भागों (1) और इलेक्ट्रोड (6) के बीच एक वेल्डिंग आर्क प्रज्वलित होता है। पिघलने पर, कोटिंग (5) वेल्ड को ऑक्सीकरण से बचाती है और मिश्रधातु द्वारा इसके गुणों में सुधार करती है। आर्क तापमान के प्रभाव में, इलेक्ट्रोड और वर्कपीस सामग्री पिघल जाती है, जिससे एक वेल्ड पूल (7) बनता है, जो बाद में एक वेल्ड सीम (2) में क्रिस्टलीकृत हो जाता है, जिसके शीर्ष पर एक फ्लक्स क्रस्ट (3) के साथ कवर किया जाता है। , सीम की सुरक्षा के लिए डिज़ाइन किया गया। उच्च-गुणवत्ता वाला सीम प्राप्त करने के लिए, वेल्डर इलेक्ट्रोड को (15-20)0 के कोण पर रखता है और एक स्थिर चाप लंबाई (3-5) मिमी बनाए रखने के लिए पिघलते समय इसे नीचे की ओर ले जाता है और सीम की धुरी के साथ सीवन नाली को धातु से भरें। इस मामले में, इलेक्ट्रोड का अंत आमतौर पर आवश्यक चौड़ाई के रोलर्स प्राप्त करने के लिए अनुप्रस्थ दोलन गति करता है।
स्वचालित जलमग्न आर्क वेल्डिंग।
फ्लक्स की एक परत के नीचे उपभोज्य इलेक्ट्रोड के साथ स्वचालित वेल्डिंग का व्यापक रूप से उपयोग किया जाता है। फ्लक्स को उत्पाद पर (50-60) मिमी मोटी परत में डाला जाता है, जिसके परिणामस्वरूप चाप हवा में नहीं जलता है, बल्कि वेल्डिंग के दौरान पिघले हुए फ्लक्स के नीचे स्थित गैस बुलबुले में जलता है और हवा के सीधे संपर्क से अलग हो जाता है। . यह उच्च धाराओं पर भी, तरल धातु के छींटे और सीम के आकार में व्यवधान को खत्म करने के लिए पर्याप्त है। फ्लक्स की एक परत के नीचे वेल्डिंग करते समय, आमतौर पर (1000-1200) ए तक की धारा का उपयोग किया जाता है, जो एक खुले चाप के साथ असंभव है। इस प्रकार, जलमग्न आर्क वेल्डिंग में, अच्छी वेल्डिंग गुणवत्ता और उच्च उत्पादकता बनाए रखते हुए, खुले आर्क वेल्डिंग की तुलना में वेल्डिंग करंट को 4-8 गुना बढ़ाया जा सकता है। जलमग्न आर्क वेल्डिंग में, वेल्ड धातु आधार धातु (लगभग 2/3) को पिघलाकर और केवल 1/3 इलेक्ट्रोड धातु द्वारा बनाई जाती है। फ्लक्स की परत के नीचे का चाप खुले चाप की तुलना में अधिक स्थिर होता है। फ्लक्स की एक परत के नीचे वेल्डिंग नंगे इलेक्ट्रोड तार के साथ की जाती है, जिसे एक स्वचालित मशीन के वेल्डिंग हेड द्वारा रील से आर्क बर्निंग ज़ोन में खिलाया जाता है, जिसे सीम के साथ ले जाया जाता है। सिर के आगे, दानेदार प्रवाह पाइप के माध्यम से वेल्ड में प्रवेश करता है, जो वेल्डिंग प्रक्रिया के दौरान पिघलता है, समान रूप से सीम को कवर करता है, जिससे एक कठोर स्लैग क्रस्ट बनता है।
इस प्रकार, फ्लक्स की एक परत के नीचे स्वचालित वेल्डिंग निम्नलिखित संकेतकों में मैनुअल वेल्डिंग से भिन्न होती है: सीम की स्थिर गुणवत्ता, उत्पादकता मैनुअल वेल्डिंग की तुलना में (4-8) गुना अधिक है, फ्लक्स परत की मोटाई - (50-60) मिमी , वर्तमान ताकत - (1000-1200) और, इष्टतम चाप लंबाई स्वचालित रूप से बनाए रखी जाती है, सीम में बेस मेटल का 2/3 हिस्सा होता है और चाप का 1/3 गैस बुलबुले में जलता है, जो उत्कृष्ट वेल्डिंग गुणवत्ता सुनिश्चित करता है।
इलेक्ट्रोस्लैग वेल्डिंग.
इलेक्ट्रोस्लैग वेल्डिंग एक मौलिक रूप से नए प्रकार की धातु जोड़ने की प्रक्रिया है, जिसका आविष्कार और विकास इलेक्ट्रिक वेल्डिंग इंस्टीट्यूट के नाम पर किया गया है। पाटन। वेल्ड किए जाने वाले हिस्सों को स्लैग से ढक दिया जाता है, बेस मेटल और इलेक्ट्रोड तार के पिघलने बिंदु से अधिक तापमान तक गर्म किया जाता है।
पहले चरण में, प्रक्रिया उसी तरह आगे बढ़ती है जैसे जलमग्न आर्क वेल्डिंग के साथ। तरल स्लैग के स्नान के निर्माण के बाद, चाप का जलना बंद हो जाता है और उत्पाद के किनारों का पिघलना तब होता है जब पिघल के माध्यम से करंट प्रवाहित होता है। इलेक्ट्रोस्लैग वेल्डिंग आपको एक पास में बड़ी मोटाई की धातु को वेल्ड करने की अनुमति देती है, अधिक उत्पादकता और उच्च गुणवत्ता वाले वेल्ड प्रदान करती है।

चावल। 1.27. :
1 - वेल्ड किए जाने वाले हिस्से, 2 - वेल्ड सीम, 3 - पिघला हुआ स्लैग, 4 - स्लाइडर, 5 - इलेक्ट्रोड
इलेक्ट्रोस्लैग वेल्डिंग आरेख चित्र में दिखाया गया है। 1.27. वेल्डिंग को भागों (1) की ऊर्ध्वाधर व्यवस्था के साथ किया जाता है, जिसके किनारे भी ऊर्ध्वाधर होते हैं या ऊर्ध्वाधर से 30 डिग्री से अधिक का झुकाव नहीं होता है। वेल्ड किए जाने वाले भागों के बीच एक छोटा सा गैप स्थापित किया जाता है, जिसमें स्लैग पाउडर डाला जाता है। प्रारंभिक क्षण में, इलेक्ट्रोड (5) और नीचे स्थापित धातु पट्टी के बीच एक चाप प्रज्वलित होता है। चाप फ्लक्स को पिघला देता है, जो वेल्ड किए जा रहे भागों के किनारों और पानी से ठंडा तांबे के बीच की जगह को भर देता है जिससे स्लाइड (4) बनती है। इस प्रकार, पिघले हुए प्रवाह से एक स्लैग स्नान (3) प्रकट होता है, जिसके बाद चाप पिघले हुए स्लैग से अलग हो जाता है और बाहर निकल जाता है। इस बिंदु पर, इलेक्ट्रिक आर्क पिघलने से इलेक्ट्रोस्लैग प्रक्रिया में बदल जाता है। जब धारा पिघले हुए स्लैग से गुजरती है, तो जूल ऊष्मा निकलती है। स्लैग बाथ को बेस और इलेक्ट्रोड धातुओं के पिघलने बिंदु से अधिक तापमान (1600-1700) 0C तक गर्म किया जाता है। स्लैग वेल्ड किए जा रहे भागों के किनारों को पिघला देता है और इलेक्ट्रोड को स्लैग स्नान में डुबो देता है। पिघली हुई धातु स्लैग पूल के नीचे तक बहती है, जहां यह एक वेल्ड पूल बनाती है। स्लैग पूल विश्वसनीय रूप से वेल्ड पूल को आसपास के वातावरण से बचाता है। ताप स्रोत को हटाने के बाद, वेल्ड पूल की धातु क्रिस्टलीकृत हो जाती है। गठित सीम स्लैग क्रस्ट से ढका हुआ है, जिसकी मोटाई 2 मिमी तक पहुंच जाती है।
इलेक्ट्रोस्लैग वेल्डिंग में वेल्ड की गुणवत्ता में सुधार के लिए कई प्रक्रियाएं योगदान देती हैं। अंत में, हम इलेक्ट्रोस्लैग वेल्डिंग के मुख्य लाभों पर ध्यान देते हैं।
वेल्डिंग उपकरण की ऊर्ध्वाधर स्थिति के कारण गैस के बुलबुले, स्लैग और हल्की अशुद्धियाँ वेल्डिंग क्षेत्र से हटा दी जाती हैं।
उच्च वेल्ड घनत्व।
वेल्ड सीम में दरार पड़ने की संभावना कम होती है।
बड़ी सामग्री मोटाई के लिए इलेक्ट्रोस्लैग वेल्डिंग की उत्पादकता स्वचालित जलमग्न आर्क वेल्डिंग की तुलना में लगभग 20 गुना अधिक है।
जटिल विन्यास के सीम प्राप्त करना संभव है।
जहाज के पतवार, पुल, रोलिंग मिल आदि जैसे बड़े हिस्सों को जोड़ते समय इस प्रकार की वेल्डिंग सबसे प्रभावी होती है।
इलेक्ट्रॉन बीम वेल्डिंग.
ताप स्रोत दसियों किलोइलेक्ट्रॉनवोल्ट की ऊर्जा के साथ इलेक्ट्रॉनों का एक शक्तिशाली बीम है। तेज़ इलेक्ट्रॉन, वर्कपीस में प्रवेश करते हुए, अपनी ऊर्जा को पदार्थ के इलेक्ट्रॉनों और परमाणुओं में स्थानांतरित करते हैं, जिससे वेल्डेड सामग्री को पिघलने बिंदु तक तीव्र ताप मिलता है। वेल्डिंग प्रक्रिया वैक्यूम में की जाती है, जो उच्च गुणवत्ता वाले सीम सुनिश्चित करती है। इस तथ्य के कारण कि इलेक्ट्रॉन बीम को बहुत छोटे आकार (व्यास में एक माइक्रोन से कम) पर केंद्रित किया जा सकता है, यह तकनीक सूक्ष्म भागों की वेल्डिंग के लिए विशेष है।
प्लाज्मा वेल्डिंग.
प्लाज्मा वेल्डिंग में, सामग्री को गर्म करने के लिए ऊर्जा का स्रोत प्लाज्मा - आयनित गैस है। विद्युत आवेशित कणों की उपस्थिति प्लाज्मा को विद्युत क्षेत्रों के प्रभावों के प्रति संवेदनशील बनाती है। एक विद्युत क्षेत्र में, इलेक्ट्रॉनों और आयनों को त्वरित किया जाता है, यानी, वे अपनी ऊर्जा बढ़ाते हैं, और यह प्लाज्मा को 20-30 हजार डिग्री तक गर्म करने के बराबर है। वेल्डिंग के लिए आर्क और उच्च-आवृत्ति प्लाज्मा टॉर्च का उपयोग किया जाता है (चित्र 1.17 - 1.19 देखें)। वेल्डिंग धातुओं के लिए, एक नियम के रूप में, प्रत्यक्ष प्लाज्मा मशालों का उपयोग किया जाता है, और वेल्डिंग डाइइलेक्ट्रिक्स और अर्धचालकों के लिए, अप्रत्यक्ष प्लाज्मा मशालों का उपयोग किया जाता है। वेल्डिंग के लिए उच्च आवृत्ति प्लाज्मा टॉर्च (चित्र 1.19) का भी उपयोग किया जाता है। प्लास्माट्रॉन कक्ष में, प्रारंभ करनेवाला की उच्च-आवृत्ति धाराओं द्वारा निर्मित एड़ी धाराओं द्वारा गैस को गर्म किया जाता है। कोई इलेक्ट्रोड नहीं हैं, इसलिए प्लाज्मा अत्यधिक शुद्ध है। ऐसे प्लाज्मा की एक टॉर्च का उपयोग वेल्डिंग उत्पादन में प्रभावी ढंग से किया जा सकता है।
प्रसार वेल्डिंग.
यह विधि उच्च निर्वात के तहत संपर्क सामग्री की सतह परतों में परमाणुओं के पारस्परिक प्रसार पर आधारित है। सामग्री को पिघलने बिंदु के करीब तापमान पर गर्म करके परमाणुओं की उच्च विसरणशीलता सुनिश्चित की जाती है। चैम्बर में हवा की अनुपस्थिति ऑक्साइड फिल्म के निर्माण को रोकती है जो प्रसार में बाधा डाल सकती है। उच्च श्रेणी की सफाई के लिए यांत्रिक प्रसंस्करण द्वारा वेल्डेड सतहों के बीच विश्वसनीय संपर्क सुनिश्चित किया जाता है। वास्तविक संपर्क क्षेत्र को बढ़ाने के लिए आवश्यक संपीड़न बल (10-20) एमपीए है।
प्रसार वेल्डिंग तकनीक इस प्रकार है। वेल्ड किए जाने वाले वर्कपीस को एक निर्वात कक्ष में रखा जाता है और हल्के बल के साथ संपीड़ित किया जाता है। फिर वर्कपीस को करंट से गर्म किया जाता है और कुछ समय के लिए दिए गए तापमान पर रखा जाता है। डिफ्यूजन वेल्डिंग का उपयोग खराब संगत सामग्रियों को जोड़ने के लिए किया जाता है: कच्चा लोहा, टाइटेनियम, टंगस्टन, सिरेमिक, आदि के साथ स्टील।
इलेक्ट्रिक वेल्डिंग से संपर्क करें.
विद्युत प्रतिरोध वेल्डिंग, या प्रतिरोध वेल्डिंग में, वेल्ड साइट के माध्यम से पर्याप्त सुई से विद्युत प्रवाह पारित करके हीटिंग प्राप्त किया जाता है। विद्युत धारा द्वारा पिघलने या प्लास्टिक की अवस्था में गर्म किए गए हिस्सों को यांत्रिक रूप से संपीड़ित या परेशान किया जाता है, जो धातु परमाणुओं की रासायनिक बातचीत सुनिश्चित करता है। इस प्रकार, प्रतिरोध वेल्डिंग दबाव वेल्डिंग के समूह से संबंधित है। प्रतिरोध वेल्डिंग उच्च-प्रदर्शन वेल्डिंग विधियों में से एक है; इसे आसानी से स्वचालित और मशीनीकृत किया जा सकता है, जिसके परिणामस्वरूप इसका व्यापक रूप से मैकेनिकल इंजीनियरिंग और निर्माण में उपयोग किया जाता है। बनाए जा रहे कनेक्शन के आकार के आधार पर, प्रतिरोध वेल्डिंग तीन प्रकार की होती है: बट, रोलर (सिवनी) और स्पॉट वेल्डिंग।
बट संपर्क वेल्डिंग।
यह एक प्रकार की संपर्क वेल्डिंग है जिसमें वेल्ड किए जाने वाले हिस्से बट सिरों की सतह के साथ जुड़े होते हैं। भागों को स्पंज इलेक्ट्रोड में जकड़ दिया जाता है, फिर जुड़ने वाली सतहों द्वारा एक दूसरे के खिलाफ दबाया जाता है और वेल्डिंग करंट प्रवाहित किया जाता है। बट वेल्डिंग का उपयोग तार, छड़, पाइप, स्ट्रिप्स, रेल, चेन और अन्य भागों को उनके सिरों के पूरे क्षेत्र में जोड़ने के लिए किया जाता है। बट वेल्डिंग की दो विधियाँ हैं:
प्रतिरोध: जोड़ पर प्लास्टिक विरूपण होता है और जोड़ धातु को पिघलाए बिना बनता है (जोड़ों का तापमान पिघलने के तापमान से 0.8-0.9 होता है)।
पिघलने से: हिस्से शुरुआत में अलग-अलग छोटे संपर्क बिंदुओं पर संपर्क में आते हैं, जिसके माध्यम से एक उच्च-घनत्व धारा गुजरती है, जिससे हिस्से पिघल जाते हैं। पिघलने के परिणामस्वरूप, अंत में तरल धातु की एक परत बन जाती है, जो अवसादन के दौरान, दूषित पदार्थों और ऑक्साइड फिल्मों के साथ, जोड़ से बाहर निकल जाती है।
तालिका 1.4
बट वेल्डिंग मशीनों के पैरामीटर
| मशीन की तरह | डब्ल्यू,(केवीए) | यू गुलाम,(बी) | प्रति घंटा वेल्डिंग। | एफ,(केएन) | |
कॉलम पदनाम: डब्ल्यू - मशीन की शक्ति, यूवर्क - ऑपरेटिंग वोल्टेज, उत्पादकता, एफ - वेल्डेड भागों का संपीड़न बल, एस - वेल्डेड सतह का क्षेत्र।
बट वेल्डिंग के दौरान ताप तापमान और संपीड़ित दबाव परस्पर जुड़े हुए हैं। चित्र से इस प्रकार है. 1.28, वेल्डिंग के दौरान वर्कपीस के बढ़ते ताप तापमान के साथ बल एफ काफी कम हो जाता है।
सीवन संपर्क वेल्डिंग.
एक प्रकार की प्रतिरोध वेल्डिंग जिसमें तत्वों को निरंतर या रुक-रुक कर सीम के रूप में घूर्णन डिस्क इलेक्ट्रोड के साथ ओवरलैप किया जाता है। सीम वेल्डिंग में, एक सतत जोड़ (सीम) का निर्माण क्रमिक रूप से एक के बाद एक बिंदुओं को ओवरलैप करके होता है, एक हर्मेटिक सीम प्राप्त करने के लिए, बिंदु एक दूसरे को कम से कम आधे व्यास से ओवरलैप करते हैं। व्यवहार में, सीम वेल्डिंग का उपयोग किया जाता है:
निरंतर;
रोलर्स के निरंतर घूमने के साथ रुक-रुक कर;
आवधिक घूर्णन के साथ रुक-रुक कर।

चावल। 1.28.
सीम वेल्डिंग का उपयोग विभिन्न जहाजों के निर्माण में बड़े पैमाने पर उत्पादन में किया जाता है। यह (2000-5000) ए के बल के साथ प्रत्यावर्ती धारा का उपयोग करके किया जाता है। रोलर्स का व्यास (40-350) मिमी है, वेल्डेड भागों का संपीड़न बल 0.6 टन तक पहुंचता है, वेल्डिंग की गति (0.53.5) है ) मी/मिनट.
स्पॉट प्रतिरोध वेल्डिंग।
स्पॉट वेल्डिंग में, जुड़ने वाले हिस्सों को आमतौर पर दो इलेक्ट्रोडों के बीच रखा जाता है। एक दबाव तंत्र की कार्रवाई के तहत, इलेक्ट्रोड वेल्ड किए जाने वाले भागों को कसकर संपीड़ित करते हैं, जिसके बाद करंट चालू हो जाता है। करंट प्रवाहित होने के कारण, वेल्ड किए जा रहे हिस्से तेजी से वेल्डिंग तापमान तक गर्म हो जाते हैं। पिघले हुए कोर का व्यास वेल्ड स्पॉट का व्यास निर्धारित करता है, जो आमतौर पर इलेक्ट्रोड संपर्क सतह के व्यास के बराबर होता है।
वेल्ड किए जाने वाले भागों के संबंध में इलेक्ट्रोड के स्थान के आधार पर, स्पॉट वेल्डिंग दो तरफा या एक तरफा हो सकती है।
जब अलग-अलग मोटाई के हिस्सों को स्पॉट वेल्डिंग किया जाता है, तो परिणामी असममित कोर मोटे हिस्से की ओर स्थानांतरित हो जाता है और, यदि मोटाई में बड़ा अंतर होता है, तो पतले हिस्से को पकड़ नहीं पाता है। इसलिए, संभोग सतहों पर कोर के विस्थापन को सुनिश्चित करने, ओवरले के कारण पतली शीट के ताप को बढ़ाने, पतली शीट पर राहत बनाने, मोटे हिस्से के किनारे अधिक बड़े इलेक्ट्रोड का उपयोग करने के लिए विभिन्न तकनीकी तरीकों का उपयोग किया जाता है। वगैरह।
स्पॉट वेल्डिंग का एक प्रकार राहत वेल्डिंग है, जब भागों का प्रारंभिक संपर्क पहले से तैयार प्रोट्रूशियंस (राहत) के साथ होता है। धारा, उस स्थान से होकर गुजरती है जहां सभी राहतें निचले हिस्से को छूती हैं, उन्हें गर्म करती हैं और आंशिक रूप से पिघला देती हैं। दबाव में, राहतें विकृत हो जाती हैं, और ऊपरी भाग सपाट हो जाता है। इस विधि का उपयोग छोटे भागों की वेल्डिंग के लिए किया जाता है। तालिका में 1.5 स्पॉट वेल्डिंग के लिए मशीनों की विशेषताओं को दर्शाता है।
तालिका 1.5
स्पॉट वेल्डिंग मशीनों की विशेषताएं
| मशीन की तरह | डब्ल्यू,(केवीए) | यू गुलाम,(बी) | डी,(मिमी) | एफ,(केएन) | प्रति घंटा वेल्डिंग |
कॉलम पदनाम: डब्ल्यू - मशीन की शक्ति, आईआरबी - ऑपरेटिंग वोल्टेज, डी - इलेक्ट्रोड व्यास, एफ - वेल्डेड भागों का संपीड़न बल, प्रति घंटे वेल्ड - उत्पादकता।
स्पॉट कैपेसिटर वेल्डिंग।
प्रतिरोध वेल्डिंग के सामान्य प्रकारों में से एक कैपेसिटर वेल्डिंग या इलेक्ट्रिक कैपेसिटर में संग्रहीत ऊर्जा के साथ वेल्डिंग है। कैपेसिटर में ऊर्जा तब जमा होती है जब उन्हें एक निरंतर वोल्टेज स्रोत (जनरेटर या रेक्टिफायर) से चार्ज किया जाता है, और फिर, डिस्चार्ज प्रक्रिया के दौरान, वेल्डिंग के लिए उपयोग की जाने वाली गर्मी में परिवर्तित हो जाती है। कैपेसिटर में संग्रहीत ऊर्जा को कैपेसिटर (सी) और चार्जिंग वोल्टेज (यू) की कैपेसिटेंस को बदलकर नियंत्रित किया जा सकता है।
कैपेसिटर वेल्डिंग दो प्रकार की होती है:
ट्रांसफार्मर रहित (कैपेसिटर सीधे वेल्ड किए जा रहे भागों पर डिस्चार्ज हो जाते हैं);
ट्रांसफार्मर (संधारित्र को वेल्डिंग ट्रांसफार्मर की प्राथमिक वाइंडिंग पर डिस्चार्ज किया जाता है, जिसके द्वितीयक सर्किट में वेल्ड करने के लिए पूर्व-संपीड़ित भाग होते हैं)।
संधारित्र वेल्डिंग का योजनाबद्ध आरेख चित्र में दिखाया गया है। 1.29.

चावल। 1.29. : टीआर - स्टेप-अप ट्रांसफार्मर, बी - रेक्टिफायर, सी - 500 μF की क्षमता वाला कैपेसिटर, आरके - वेल्डेड होने वाले हिस्सों का प्रतिरोध, के - कुंजी स्विच
स्विच स्थिति 1 में, संधारित्र को वोल्टेज U0 पर चार्ज किया जाता है। जब स्विच को स्थिति में ले जाया जाता है। 2, संधारित्र को वेल्ड किए जा रहे भागों के संपर्क प्रतिरोध के माध्यम से छुट्टी दे दी जाती है। यह एक शक्तिशाली विद्युत धारा उत्पन्न करता है।
संधारित्र से वोल्टेज ~ 2 मिमी के क्षेत्र के साथ बिंदु संपर्कों के माध्यम से वर्कपीस को आपूर्ति की जाती है। परिणामी वर्तमान पल्स, जूल-लेनज़ कानून के अनुसार, संपर्क क्षेत्र को वेल्डिंग के ऑपरेटिंग तापमान तक गर्म करता है। वेल्डेड सतहों के विश्वसनीय दबाव को सुनिश्चित करने के लिए, लगभग 100 एमपीए का यांत्रिक तनाव बिंदु इलेक्ट्रोड के माध्यम से भागों में प्रेषित किया जाता है।
कैपेसिटर वेल्डिंग का मुख्य अनुप्रयोग छोटी मोटाई की धातुओं और मिश्र धातुओं को जोड़ना है। कैपेसिटर वेल्डिंग का लाभ इसकी कम बिजली खपत है।
वेल्डिंग की दक्षता निर्धारित करने के लिए, हम वेल्ड किए जाने वाले भागों के संपर्क के क्षेत्र में अधिकतम तापमान (टीमैक्स) का अनुमान लगाते हैं।
इस तथ्य के कारण कि डिस्चार्ज करंट पल्स की अवधि 10 -6 एस से अधिक नहीं है, गणना एडियाबेटिक सन्निकटन में की गई थी, अर्थात, वर्तमान प्रवाह के क्षेत्र से गर्मी हटाने की उपेक्षा की गई थी।
भागों के संपर्क हीटिंग का सिद्धांत चित्र में दिखाया गया है। 1.30.

चावल। 1.30.: 1 - मोटाई डी = 5*10 -2 सेमी के साथ वेल्ड किए जाने वाले हिस्से, 2 - क्षेत्र एस = 3*10 -2 सेमी के साथ इलेक्ट्रोड, सी - 500 μF की क्षमता वाला संधारित्र, आरके - संपर्क प्रतिरोध
कैपेसिटर वेल्डिंग का लाभ इसकी कम बिजली खपत है, जो (0.1-0.2) केवीए है। वेल्डिंग करंट पल्स की अवधि एक सेकंड का हजारवां हिस्सा है। वेल्डेड धातु की मोटाई की सीमा 0.005 मिमी से 1 मिमी तक है। कैपेसिटर वेल्डिंग आपको पतली धातुओं, छोटे भागों और सूक्ष्म भागों को सफलतापूर्वक जोड़ने की अनुमति देता है जो नग्न आंखों को खराब दिखाई देते हैं और असेंबली के दौरान ऑप्टिकल उपकरणों के उपयोग की आवश्यकता होती है। इस प्रगतिशील वेल्डिंग विधि का उपयोग विद्युत माप उपकरणों और विमान उपकरणों, घड़ी तंत्र, कैमरे आदि के उत्पादन में किया गया है।
शीत वेल्डिंग.
कोल्ड वेल्डिंग के दौरान वर्कपीस का कनेक्शन कमरे में और यहां तक कि नकारात्मक तापमान पर भी प्लास्टिक विरूपण द्वारा किया जाता है। स्थायी कनेक्शन का निर्माण एक धात्विक बंधन के उद्भव के परिणामस्वरूप होता है जब संपर्क सतहें एक-दूसरे के पास उस दूरी तक पहुंचती हैं जिस पर अंतर-परमाणु बलों की कार्रवाई संभव होती है, और एक बड़े संपीड़न बल के परिणामस्वरूप, ऑक्साइड फिल्म बनती है टूटती है और साफ धातु की सतह बनती है।
वेल्ड की जाने वाली सतहों को अधिशोषित अशुद्धियों और वसायुक्त फिल्मों से अच्छी तरह से साफ किया जाना चाहिए। कोल्ड वेल्डिंग का उपयोग स्पॉट, सीम और बट जोड़ बनाने के लिए किया जा सकता है।
चित्र में. चित्र 1.31 कोल्ड स्पॉट वेल्डिंग प्रक्रिया को दर्शाता है। वेल्डिंग स्थल पर अच्छी तरह से साफ की गई सतह के साथ धातु की शीट (1) को प्रक्षेपण (3) वाले पंचों (2) के बीच रखा जाता है। पंच को कुछ बल पी के साथ संपीड़ित किया जाता है, प्रक्षेपण (3) को धातु में उनकी पूरी ऊंचाई तक दबाया जाता है जब तक कि पंच की सहायक सतह (4) वेल्ड किए जा रहे वर्कपीस की बाहरी सतह के खिलाफ आराम न कर ले।

चावल। 1.31.
कोल्ड वेल्डिंग का उपयोग तारों, बसबारों और पाइपों के ओवरलैप्ड और बट जोड़ों को बनाने के लिए किया जाता है। वेल्ड की जा रही सामग्री की संरचना और मोटाई के आधार पर दबाव का चयन किया जाता है, औसतन यह (1-3) GPa होता है।
प्रेरण वेल्डिंग.
इस विधि का उपयोग मुख्य रूप से निरंतर मिलों पर उनके निर्माण के दौरान पाइपों के अनुदैर्ध्य सीमों को वेल्ड करने और कटर, ड्रिल बिट्स और अन्य उपकरणों के निर्माण में स्टील बेस पर कठोर मिश्र धातु जमा करने के लिए किया जाता है।
इस विधि से धातु में उच्च-आवृत्ति धारा प्रवाहित करके उसे गर्म किया जाता है और संपीड़ित किया जाता है। इंडक्शन वेल्डिंग सुविधाजनक है क्योंकि यह गैर-संपर्क है; उच्च-आवृत्ति धाराएं गर्म वर्कपीस की सतह के पास स्थानीयकृत होती हैं। ऐसी स्थापनाएँ निम्नानुसार कार्य करती हैं। उच्च-आवृत्ति जनरेटर धारा को प्रारंभ करनेवाला को आपूर्ति की जाती है, जो वर्कपीस में एड़ी धाराओं को प्रेरित करती है, और पाइप गर्म हो जाती है। इस प्रकार की मिलों का उपयोग 50 मीटर/मिनट तक की गति पर (12-60) मिमी व्यास वाले पाइपों के उत्पादन के लिए सफलतापूर्वक किया जाता है। करंट की आपूर्ति 440 किलोहर्ट्ज़ और 880 किलोहर्ट्ज़ की आवृत्ति पर 260 किलोवाट तक की शक्ति वाले ट्यूब जनरेटर से की जाती है। (7-8) मिमी की दीवार मोटाई के साथ (30-40) मीटर/मिनट तक की वेल्डिंग गति के साथ बड़े व्यास (325 मिमी और 426 मिमी) के पाइप भी निर्मित किए जाते हैं।
विभिन्न धातुओं और मिश्र धातुओं की वेल्डिंग की विशेषताएं
वेल्डेबिलिटी को धातुओं और मिश्र धातुओं की वेल्डेड धातुओं के समान गुणों के साथ एक यौगिक बनाने की क्षमता के रूप में समझा जाता है, और दरारें, छिद्र, गुहाओं और गैर-धातु समावेशन के रूप में दोष नहीं होते हैं।
वेल्डिंग करते समय, अवशिष्ट वेल्डिंग तनाव लगभग हमेशा होता है (आमतौर पर वेल्ड में तन्य तनाव और बेस मेटल में संपीड़ित तनाव)। कनेक्शन के गुणों को स्थिर करने के लिए, इन वोल्टेज को कम करना आवश्यक है।
वेल्डिंग कार्बन स्टील्स.
कार्बन और मिश्र धातु स्टील्स की इलेक्ट्रिक आर्क वेल्डिंग इलेक्ट्रोड सामग्री के साथ की जाती है जो आवश्यक यांत्रिक गुण प्रदान करती है। इस मामले में मुख्य कठिनाई गर्मी से प्रभावित क्षेत्र का सख्त होना और दरारें बनना है। दरारें बनने से रोकने के लिए, यह अनुशंसा की जाती है:
1) उत्पादों को तापमान (100-300) 0C तक गर्म करें;
2) सिंगल-लेयर वेल्डिंग को मल्टी-लेयर वेल्डिंग से बदलें;
3) लेपित इलेक्ट्रोड का उपयोग करें (वेल्डिंग रिवर्स पोलरिटी की प्रत्यक्ष धारा का उपयोग करके की जाती है);
4) वेल्डिंग के बाद उत्पाद को 300 0C के तापमान पर तड़का लगाएं।
उच्च क्रोमियम स्टील्स की वेल्डिंग।
(12-28)% सीआर युक्त उच्च-क्रोमियम स्टील्स में स्टेनलेस और गर्मी प्रतिरोधी गुण होते हैं। क्रोमियम और कार्बन की सामग्री के आधार पर, उच्च-क्रोमियम स्टील्स को उनकी संरचना के अनुसार फेरिटिक, फेरिटिक-मार्टेंसिटिक और मार्टेंसिटिक में विभाजित किया जाता है।
वेल्डिंग फेरिटिक स्टील्स में कठिनाइयाँ इस तथ्य से जुड़ी हैं कि 1000 0C के क्षेत्र में शीतलन प्रक्रिया के दौरान, क्रोमियम कार्बाइड अनाज की सीमाओं पर अवक्षेपित हो सकता है। इससे स्टील का संक्षारण प्रतिरोध कम हो जाता है। इन घटनाओं को रोकने के लिए यह आवश्यक है:
1) वेल्डिंग के दौरान उच्च शीतलन दर सुनिश्चित करने के लिए कम वर्तमान मूल्यों का उपयोग करें;
2) स्टील में मजबूत कार्बाइड फॉर्मर्स (Ti, Cr, Zr, V) डालें;
3) अनाज और सीमाओं पर क्रोमियम सामग्री को समतल करने के लिए 900 0C पर वेल्डिंग के बाद एनील करें।
फेराइट-मार्टेंसिटिक और मार्टेंसिटिक स्टील्स को (200-300) 0C तक गर्म करके वेल्ड करने की सिफारिश की जाती है।
वेल्डिंग कच्चा लोहा.
कच्चे लोहे की वेल्डिंग (400-600) 0C तक गर्म करके की जाती है। वेल्डिंग (8-25) मिमी व्यास वाले कच्चा लोहा इलेक्ट्रोड के साथ की जाती है। कच्चा लोहा से कच्चा लोहा और कच्चा लोहा से स्टील में विसरण वेल्डिंग से अच्छे परिणाम प्राप्त होते हैं।
तांबे और उसके मिश्र धातुओं की वेल्डिंग।
तांबे की वेल्डेबिलिटी ऑक्सीजन, हाइड्रोजन और सीसा की अशुद्धियों से नकारात्मक रूप से प्रभावित होती है। सबसे आम गैस वेल्डिंग है। कार्बन और धातु इलेक्ट्रोड के साथ आर्क वेल्डिंग आशाजनक है।
एल्यूमिनियम वेल्डिंग.
Al2O3 ऑक्साइड फिल्म के कारण वेल्डिंग में बाधा आती है। केवल फ्लक्स (NaCl, RCl, LiF) के उपयोग से एल्यूमीनियम ऑक्साइड को घोलना और वेल्ड का सामान्य गठन सुनिश्चित करना संभव हो जाता है। प्रसार वेल्डिंग द्वारा एल्यूमीनियम को अच्छी तरह से वेल्ड किया जाता है।