vožtuvo mechanizmas. Kai sugenda vožtuvas
Gerai kai automobilis naujas - variklis dirba tyliai, nesigirdi net greitėjant visu gazu. Bet laikas bėga – ir vieną dieną pastebi, kad nėra nė pėdsako buvusios „tylos“, o atidaręs gaubtą pamatai kažkokį burzgiantį žvėrį, kuris kartu su įprastu dainavimu skleidžia aiškiai įžeidžiančius garsus. prie ausies.
Variklio triukšmas dažniausiai siejamas su dujų paskirstymo mechanizmu – dideli tarpai ir beldimas visada greta vienas kito. Pirmas dalykas, kuris ateina į galvą, yra sureguliuoti vožtuvų tarpus. Dažnai tai padeda, tačiau kartais po reguliavimo atrodo, kad beldimas dar labiau sustiprėjo: vienas ar keli vožtuvai beldžiasi toliau. Ir visiškai nesuprantama kodėl: juk tarpai normalūs, o paskirstymo velenas atrodo gerai. Atrodo, kad priežastis slypi ne paviršiuje, ji yra kažkur viduje, bet kur? Reiktų suprasti, bet nėra laiko. Ir beldimas stiprėja.
To, kad vožtuvas yra atsakinga dalis, niekam aiškinti nereikia. Ir tai, kad vožtuvų gedimai yra ne tik rimti, bet ir pavojingi, daugelis žmonių žino iš pirmų lūpų. Tokie gedimai atsiranda skirtingų priežasčių. Ir tarp jų yra visiškai neakivaizdžių, todėl remonto metu negalima apsiriboti sugedusios dalies pakeitimu.
Beje, bet kokiu atveju, prieš ką nors remontuojant ar keičiant, naudinga išsiaiškinti konkretaus gedimo priežastį. Priešingu atveju toks pat likimas artimiausiu metu gali ištikti visiškai naują, ką tik sumontuotą detalę. O kad taip neatsitiktų, pageidautina žinoti, kokiomis sąlygomis jis veikia.
Kaip veikia vožtuvas
Pagrindinė vožtuvų užduotis – valdyti į cilindrą patenkančio ar iš jo ištekančio oro ir kuro mišinio bei degimo produktų srautą. Todėl atidarius vožtuvą jis turi laisvai praleisti mišinį ar dujas, tai yra, turi turėti minimalų hidraulinį pasipriešinimą. Tuo pačiu metu uždarytas vožtuvas turi užtikrinti sandarumą ir visiškai atskirti cilindro ertmę nuo variklio įsiurbimo arba išmetimo sistemos.
Vožtuvai veikia stipraus šildymo sąlygomis, kai karštos dujos teka aplink jų plokštes. Ir jei įsiurbimo vožtuvas, atidaromas, periodiškai aušinamas oro ir kuro mišiniu, patenkančiu į cilindrą, tada išmetimo vožtuvas veikia daug sunkesnėmis sąlygomis. Atsidarius ant išmetimo eigos, jis dar labiau įkaista karštomis išmetamosiomis dujomis, o jo plokštės temperatūra siekia 850-900 laipsnių. SU.
Kad vožtuvai atlaikytų tokias šilumines apkrovas, jie turi būti pagaminti iš specialaus karščiui atsparaus plieno ir lydinių, kuriuose yra daug chromo, nikelio, molibdeno ir net volframo. Šios medžiagos yra labai brangios, todėl išmetimo vožtuvai dažnai gaminami iš skirtingų medžiagų: plokštė pagaminta iš karščiui atsparaus lydinio, o kotas – iš legiruotojo plieno. Beje, įvairių variklių įsiurbimo ir išmetimo vožtuvus atskirti labai paprasta: išmetimo vožtuvų plokštės neturi magnetinių savybių.
Siekiant sumažinti nuožulnų susidėvėjimą esant aukštai darbo temperatūrai, ant jo dažnai nusėda speciali kieta medžiaga, stelitas. Vožtuvo aušinimas natriu naudojamas rečiau: natris, judantis vožtuvo vidinėje ertmėje jį atidarius ir uždarius, perduoda šilumą nuo kaitvietės į šaltesnį strypą.
Praktika rodo, kad net karščiui atspariausias vožtuvas vis tiek perdegs, jei nebus įvykdytos kai kurios kitos sąlygos, iš kurių pagrindinė yra tvirtas plokštės prigludimas prie balno. Faktas yra tas, kad tik geras vožtuvo kontaktas su sėdyne leidžia patikimai pašalinti šilumą iš šildomos plokštės. Juk sėdynė gana šalta, ji atvėsusiu skysčiu įspausta į bloko galvutės korpusą. Per balną pašalinama iki 75% visos į plokštę patenkančios šilumos – labai labai reikšminga dalis. Natūralu, kad jei kontaktas su balnu nutrūksta, plokštė iš karto pradeda perkaisti. Tai reiškia, kad vožtuvas neturi ilgai gyventi iki perdegimo.
Tai atrodo kaip grandininė reakcija. Dėl nedidelio plokštės ir sėdynės sujungimo nutekėjimo atsiranda dujų proveržis. Šioje vietoje šiluma iš plokštės nepašalinama, plokštė perkaista. Didėja laisvumas, o kartu didėja ir plokštės temperatūra. Ilgainiui medžiaga pradeda skilti, veržiasi daugiau karštų dujų, o baliono defektas sparčiai plinta, kol cilindras visiškai neveikia dėl suspaudimo trūkumo.
Kaip matote, geras plokštės suporavimas su sėdyne „nužudo“ iš karto „du paukščius vienu akmeniu“: sumažina vožtuvo temperatūrą iki priimtino lygio ir užtikrina sandarumą. Ir sunku pasakyti, kas svarbiau. Bent jau paties vožtuvo veikimui svarbus pirmasis, o visam varikliui – antrasis (tai reiškia geras užvedimo savybes, galios charakteristikas, ekonomiškumą).
Be šių sąlygų, vožtuvo veikimas (atidarymas ir uždarymas) turi būti pakankamai „minkštas“ ir nesukelti per didelio triukšmo. Triukšmas arba, tiksliau, vožtuvo trankymas yra tikras gedimo požymis, o trankymo metu atsirandančios smūginės apkrovos dažnai pačios sukelia dar rimtesnius gedimus ir net vožtuvų gedimus.
Iš kur atsiranda beldimas?
Yra keletas priežasčių. Paprasčiausias jau minėtas – didelis tarpas pavaroje. Dėl šios priežasties skirstomojo veleno kumštelis ant stūmiklio (svirties arba svirties) važiuoja ne sklandžiai, o su smūgiu tuo stipresnis kuo didesnis tarpas.
Kas šiuo atveju pirmiausia nukenčia? Kas paima smūginę apkrovą: skirstomojo veleno kumštelio ir stūmiklio darbiniai paviršiai, taip pat stūmiklio atraminis paviršius ir vožtuvo koto galas. Jie dažnai suformuoja pažeidimus taškinių lukštų pavidalu, kurie vėliau plečiasi ir gilėja. Tačiau reikalas tuo neapsiriboja. Vožtuvas ne tik atsidaro smūgiu, bet ir staigiai užsidaro, trankant. Tai reiškia, kad smūginė apkrova uždarymo metu patenka ant vožtuvo ir lizdo sandarinimo briaunos. Be to, smūgio momentu, kai nusileidžiama ant sėdynės, vožtuvo kotą veikia didelė spyruoklės tempimo apkrova. Ilgas darbas tokiomis sąlygomis yra labai pavojingas: plokštelė gali tiesiog atsiplėšti nuo meškerės arba meškerykotis kitaip subyrės. silpnoji vieta- griovelis krekeriams.
Bet tarkime, kad vožtuvo pavaros tarpai yra normalūs, bet trankymas vis tiek girdimas. Dažniausiai tokio smūgio priežastis yra didelis tarpas tarp vožtuvo koto ir kreipiančiosios įvorės. Ši situacija labiausiai būdinga seniems, gana panašiems varikliams. Kartais vožtuvo trankymas yra susijęs su sėdynės ir kreipiančiosios įvorės angos nesutapimu, kuris atsiranda dėl bloko galvutės perkaitimo arba netinkamai atlikto remonto. Šiuo atveju vožtuvas pirmiausia sėdi ant lizdo su vienu plokštės kraštu, o tik tada, susukdamas įvorę per tarpą, visiškai. Dėl to, beje, kreipiančiosios įvorės susidėvėjimas sparčiai progresuoja.
Greitas kreipiančiosios įvorės susidėvėjimas ir vožtuvo trankymas taip pat atsiranda dėl kitų, sudėtingesnių priežasčių. Pavyzdžiui, kai cilindrinio vožtuvo keltuvo lizdas yra netinkamai išlygiuotas arba netinkamai išlygintas įvorės atžvilgiu. Panašus defektas kartais aptinkamas ir buitiniuose varikliuose. Trankyti galima ir dėl padidėjusių tarpų pavaros dalyse - svirties svirties ašyse, cilindrinių stūmoklių lizduose, taip pat skirstomojo veleno guoliuose.
Visi šie smūgiai yra gana panašūs į ausį, todėl dažnai neįmanoma išskirti konkrečios priežasties neišardžius ir atidžiai nepatikrinus dalių būklės. Tačiau bet kuriuo atveju reikia nepamiršti, kad kadangi yra smūgis, apkrovos dalių sąlyčio taškuose yra smūginio pobūdžio. Paprastai toks smūgis sparčiai progresuoja, o tai kelia grėsmę ne tik vožtuvų ir susijusių dalių nusidėvėjimui, bet ir jų gedimui.
Kodėl sugedo vožtuvas?
Pats beldimas negali sukelti gedimo. Tačiau bet kuriuo atveju svarbu suprasti, kodėl vožtuvas pradėjo belstis? O priežasčių, kurios išprovokavo beldimo atsiradimą, pasirodo, yra daug ...
Dažniausiai pasitaiko neraštingas veikimas, nekvalifikuota ir nesavalaikė variklio priežiūra. Akivaizdu, kad vožtuvo pavaros tarpų reguliavimas kiekvienu atveju - teisingu keliu pagreitinti nusidėvėjimą, sukelti smūgius, o vėliau ir gedimus.
Reguliuojant nustatyti per mažus tarpus labai pavojinga: veikiant varikliui vožtuvai įkais, jų ilgis padidės, o pilnai parinkus tarpą vožtuvai „pakibs“. Ir tada laisvas balno prigludimas sukels plokščių perkaitimą ir perdegimą.
Gana dažna išmetimo vožtuvo perdegimo priežastis – per vėlyvas uždegimas. Ypač jei variklis ilgą laiką veikė dideliais sūkiais ir apkrovomis. Tačiau ankstyvas uždegimas taip pat nėra dovana vožtuvams, nes dujų temperatūra cilindre šiuo atveju yra maksimali. Tai reiškia, kad dėl netinkamo uždegimo laiko ne tik prarandama galia ir padidėja degalų sąnaudos, bet ir sutrinka vožtuvų veikimas.
Taip pat naudojamas žemos kokybės aliejus galima priežastisįvorių ir vožtuvų kotų susidėvėjimas. Be to, tokia alyva linkusi koksuoti vožtuvo kotų apačioje. Dėl šios priežasties vožtuvas vis labiau įsitvirtins įvorėje, o tada gali visiškai užstrigti. Galų gale jis gaus tą patį stūmoklį ant plokštelės su visomis iš to išplaukiančiomis pasekmėmis.
Ant vožtuvų plokščių (ypač įvadinių) susikaupę suodžiai, pavyzdžiui, dėl vožtuvo koto tarpiklių susidėvėjimo, taip pat nėra nekenksmingas dalykas. Pasiekę vientisą storį, pradeda skilti suodžiai. Ir gana didelių dydžių dalelės gali lengvai patekti tarp nuožulnumo ir vožtuvo lizdo. O po to neišvengiamas prastas kontaktas su balnu ir plokštės perkaitimas.
Įdomu pastebėti, kad didelės anglies nuosėdos ant vožtuvų, kurios sukelia tokias bėdas, toli gražu ne visada yra susijusios su vožtuvo koto tarpiklių susidėvėjimu. Spręskite patys: padidėjęs slėgis karteryje dėl ventiliacijos sistemos gedimo ar cilindro-stūmoklio grupės susidėvėjimo gali lengvai išspausti alyvą į vožtuvų plokštes net per naujausius dangtelius.
Kai kurie karštagalviai nori atjungti karterio alsavimo žarną oro filtras ir išneškite kur nors po mašinos dugnu – taip neva variklis „lengviau kvėpuoja“. Ir jie nežino, kad kai kuriais režimais karteryje susidaro vakuumas, o per žarną į variklį įsiurbtos dulkės ne tik greitai užteršia alyvą ir alyvos filtrą, bet ir patenka į vožtuvų kreipiklius bei vožtuvų kotus. Komentarai, kaip sakoma, nereikalingi.
Tačiau bene rimčiausios pasekmės vožtuvams kyla dėl skirstomojo veleno pavaros diržo keitimo laiko nesilaikymo. Daugelio šiuolaikinių variklių vožtuvai deformuojasi trūkus diržui. Taip pat priduriame, kad bandymai užsidėti naują diržą ir nuvažiuoti, pavyzdžiui, į garažą, retai kada baigiasi gerai. Deformuoti vožtuvai patiria dideles lenkimo apkrovas kiekvieną kartą sėdėdami ir paprastai sugenda po 10-15 minučių veikimo. Ir toks vožtuvo gedimas yra bent jau stūmoklio, bloko galvutės, švaistiklio keitimas.
Dėl nekokybiško remonto vožtuvų veikimui kyla nemažai problemų. Pavyzdžiui, dauguma „patyrusių“ mechanikų nesivargina naudodami specialius vožtuvų spyruoklių kompresorius. Jų parašų instrumentai yra Plieninis vamzdis ir plaktuką, trenk stipriau – ir užsisakyk. Tik dabar vožtuvas gali būti pažeistas išilgai krekingo griovelio. Ir tada, daug vėliau, sulaužykite šią vietą.
Labai pavojinga, kad abrazyvinė pasta patektų į kreipiamąją įvorę, kai vožtuvas pritvirtintas prie lizdo. Išskalbti tokią rankovę – visa istorija. Bet jei tai nebus padaryta, istorija bus tęsiama ne daugiau kaip 5–10 tūkstančių kilometrų. Po to rankovės ir strypo nusidėvėjimas greičiausiai viršys visas pagrįstas ribas. Kai kurie mechanikai stengiasi, kad vožtuvo tarpas įvorėje būtų kuo mažesnis. Šis kliedesys dažnai sukelia vožtuvo užstrigimą su labai nemaloniomis pasekmėmis.
Dar viena klaida – vožtuvų perlenkimas neištiesinus sėdynių. Kaip rodo praktika, po ilgo eksploatavimo ir ypač pakeitus kreipiamąsias įvores, jų nesutapimas su balneliais yra dažnas dalykas. Tokiais atvejais vien tik sulenkimas gali sukelti vožtuvo trankymą ir greitą dalių nusidėvėjimą.
Pilnai sumontavus bloko galvutę su vožtuvais labai lengva sugadinti visą darbą plaktuku bakstelėjus į vožtuvus. Rezultatas gali būti toks pat kaip ir išmontuojant „smūgį“, ypač šiuolaikiniuose kelių vožtuvų varikliuose su mažo skersmens vožtuvais.
Iš visų šių veiksnių susidaro gana aiškus vaizdas, kai vožtuvas sugedęs, tikėtina, kad jam kažkas „padėjo“. O mechaniko užduotis – ne tik netapti dar vienu „pagalbininku“, bet pašalinti visas ankstesnės „pagalbos“ pasekmes, kurias dažniausiai po ilgo darbo pakelia vožtuvai ir kitos detalės. Tik taip galite būti tikri, kad vožtuvas nesuges.
Aleksandras Chrulevas, technikos mokslų kandidatas, "ABS"
Dujų paskirstymo mechanizmas
modernus variklis
1. vožtuvo mechanizmas apima šias dalis: vožtuvai, kreipiančiosios įvorės, vožtuvų lizdai, grąžinimo spyruoklės, atraminės plokštės, krekeriai, vožtuvų sukimosi mechanizmas (variklis ZIL-508.10).
vožtuvai skirtas sandarinti cilindrą suspaudimo ir galios taktų metu ir prijungti juos prie įsiurbimo ar išmetimo sistemos vamzdynų įsiurbimo ar išmetimo taktų metu dujų mainų metu.
Vožtuvo veikimo sąlygos:
Didelės dinaminės apkrovos;
Didelis važiavimo greitis;
Netolygus atskirų sekcijų šildymas;
Padidėjusi korozinė aplinka.
Vožtuvai pagaminti iš legiruotojo plieno, kuriame yra daug chromo ir nikelio.
Vožtuvas susideda iš galvutės (arba plokštės) ir strypas. Yra vožtuvai plokščiomis, išgaubtomis ir tulpės formos galvutėmis. Galvutės paprastai turi nedidelį (apie 2 mm) cilindrinį diržą ir sandarinimo nuožulną, paimamą 45 ir 30 laipsnių kampu. Vožtuvų sandarinimo briaunos yra nušlifuotos ir prigludusios prie lizdų, o strypai termiškai apdorojami, šlifuojami, poliruojami ir padengiami chromu. Strypų galai (3-5 mm) grūdinti. Strypų galuose yra cilindriniai, kūginiai arba formos grioveliai vožtuvų spyruoklėms tvirtinti.
Norėdami sumažinti išmetimo vožtuvo įtempimą kylantis iš aukšta temperatūra, daugelyje naudojamų variklių natrio aušinimas. Šiuo tikslu vožtuvas pastorintu strypu padaromas tuščiaviduris ir maždaug 1/3 ertmės pripildoma metalinio natrio, kurio lydymosi temperatūra yra apie 97 K. Darbinėje būsenoje išlydytas natris, judantis ertmės viduje. grįžtamasis vožtuvo judesys padidina šilumos pašalinimo intensyvumą nuo karštos galvutės iki šaltesnio strypo ir toliau į kreipiamąją įvorę.
Kreipiamosios įvorės užtikrinti griežtai statmeną vožtuvų judėjimo balno atžvilgiu. Medžiaga kreipiamųjų įvorių gamybai daugiausia yra perlitinis ketus ir kermetas, tai yra geležies, vario ir grafito miltelių mišinys, kuris presuojamas, sukepinamas krosnyje ir impregnuojamas aliejumi. Nuo galimo nuotėkio į cilindrus alyvos, tekančios žemyn įleidimo vožtuvo kotais, pastarosiose yra sumontuoti savaime judantys rankogaliai.
vožtuvų spyruoklės teikti prigludusi vožtuvai prie balnų ir jų savalaikis uždarymas pasibaigus skirstomojo veleno kumštelių veikimui. Vožtuvų spyruoklių charakteristika (standumas) parenkama iš sąlygų, kuriomis palaikomas kinematinis ryšys tarp dujų paskirstymo mechanizmo dalių. Vožtuvų spyruoklės pagamintos iš 4-6 mm skersmens plieninės vielos, legiruotos manganu ir chromu.
Apatinis spyruoklės galas remiasi į cilindro galvutę per specialią atraminę plokštę, o viršutinis galas dviem krekeriais sujungtas su vožtuvu per viršutinę plokštę. Šiuo tikslu krekeriai ant vidinio paviršiaus turi išsikišimus, kurie patenka į vožtuvo griovelį, o lygus išorinis krekerių paviršius yra nupjauto kūgio pavidalu.
Du krekeriai, sumontuoti ant vožtuvo, sudaro kūginį guolio paviršių, susiliejantį su viršutinės plokštės griovelio atraminiu paviršiumi, ir ši jungtis yra uždaryta dėl išankstinio spyruoklės suspaudimo. Kad būtų išvengta spyruoklių stiprumui pavojingo rezonanso, ant vožtuvų dedamos dvi spyruoklės su įvyniotomis ritėmis. priešingos pusės arba pagaminti spyruokles su kintamu apvijos žingsniu.
Vožtuvų sėdynės. Svarbiausia sąsaja, lemianti dujų paskirstymo mechanizmo ilgaamžiškumą, yra lizdo ir vožtuvo sąsaja, nes vožtuvo sėdėjimo metu ją veikia smūginės apkrovos ir didelės šiluminės perkrovos. Vožtuvo lizdas, prie kurio liečiasi vožtuvo sandarinimo nuožulna, yra apdirbta įrankiu, kurio galandimo kampai yra 15, 45 ir 75 laipsnių, kad lizdo sandarinimo diržas būtų 45 laipsnių kampu ir maždaug 2 mm pločio. Pagal dydį diržas turėtų priglusti prie mažesnio vožtuvo kūgio pagrindo. Vožtuvo paviršius yra mažesnio kampo ir prie lizdo liečiasi tik siaura juostele prie didelio pagrindo, o tai užtikrina gerą vožtuvo angos sandarumą. Kištukiniai balneliai gaminami atskirų žiedų pavidalu iš specialaus ketaus, legiruoto plieno arba sukepinto metalo.
vožtuvo sukimosi mechanizmas. Kad išmetimo vožtuvų sandarinimo briaunų kontaktiniai paviršiai veiktų, kartais naudojami specialūs įtaisai, priverstinai sukant vožtuvus darbo metu.
Vožtuvo sukimosi mechanizmas susideda iš fiksuoto korpuso, kurio pasvirusiuose grioveliuose yra penki rutuliukai su grąžinimo spyruoklėmis, diskinė spyruoklė ir atraminė poveržlė su fiksavimo žiedu. Vožtuvo sukimosi mechanizmas sumontuotas cilindro galvutėje padarytoje angoje su vožtuvo spyruoklės atramine poveržle. At uždarytas vožtuvas slėgis į diskinę spyruoklę yra mažas, ji yra įgaubta išoriniu kraštu į viršų, o vidinė briauna remiasi į kūno petį. Rutuliai spyruoklėmis prispaudžiami į pradinę padėtį. Vožtuvo atidarymo metu padidėja jėga iš vožtuvo spyruoklės šono, kurios veikiama diskinė spyruoklė, išsitiesdama, perduoda jėgą rutuliukams ir priverčia juos judėti į įdubą. Kai vožtuvas užsidaro, diskinę spyruoklę veikianti jėga sumažėja ir ji susilenkia, kad išlaisvintų rutulius. Rutuliai, veikiant grįžtamoms spyruoklėms, pajudės į pradinę padėtį, dėl ko vožtuvas pasisuks tam tikru kampu (vožtuvai daro 20–40 apsisukimų per minutę).
Kai kuriuose varikliuose naudojamas mažiau efektyvus, bet efektyvesnis, pagrįstas vožtuvo spyruoklės pritvirtinimo prie vožtuvo koto metodu. Vožtuvo spyruoklinį tvirtinimą sudaro atraminė plokštė, įvorė ir du krekeriai.
vožtuvų grupė
Galutinė dujų paskirstymo mechanizmo grandis yra vožtuvų grupė, kurią sudaro vožtuvas, spyruoklė, vožtuvas ir spyruoklės tvirtinimo dalys, kreipiamoji įvorė ir vožtuvo lizdas.
Vožtuvų grupė veikia esant didelėms mechaninėms ir šiluminėms apkrovoms. Labiausiai apkrauta yra „vožtuvo sėdynės“ sąsaja. Šios dalys yra labiausiai veikiamos montuojant vožtuvą ir veikia aukštoje temperatūroje.
Sąsaja "vožtuvas-balnelio-kreipiančiosios movos" veikia esant nepakankamam tepimui ir dideliam vožtuvo eigos greičiui, todėl jie intensyviai nusidėvi.
Atsižvelgiant į sąlygas, kuriomis veikia šios laiko grupės dalys, vožtuvų grupei keliami šie reikalavimai:
- sandarus vožtuvų uždarymas;
- mažas atsparumas darbinis mišinys ir išmetamosios dujos įleidimo ir išleidimo angose (geras supaprastinimas);
- minimali dalių masė;
- didelis stiprumas ir standumas;
- didelė šiluminė varža;
- efektyvus šilumos pašalinimas iš vožtuvo (ypač išmetimui);
- didelis atsparumas dilimui (ypač „rankovės-vožtuvo“ sąsajoje);
- didelis atsparumas korozijai „sėdynės ir vožtuvo“ sąsajoje.
vožtuvai
Vožtuvai atidaro ir uždaro įleidimo ir išmetimo angas cilindro galvutėje. Pagrindiniai vožtuvo elementai: galvutė 12
ir strypas 9
(ryžių. 1). Vožtuvo galvutė kartais vadinama vožtuvo galvute.
Sklandus perėjimas nuo galvutės prie strypo sumažina pasipriešinimą dujų srautui, kai jos teka per dujų mainų angas. Kadangi išmetamosios dujos pašalinamos per išmetimo vožtuvą esant dideliam slėgiui, šio vožtuvo galvutė paprastai yra mažesnio skersmens nei įsiurbimo vožtuvo galvutė.
Benzininių variklių išmetimo vožtuvo galvutės temperatūra pasiekia 800…900 ˚С o dyzeliniuose varikliuose - 500…700 ˚С.
Temperatūros apkrova įsiurbimo vožtuvų galvutėms yra daug mažesnė, tačiau dėl to vožtuvo diskas įkaista iki 300 ˚С.
Todėl išmetimo vožtuvų gamybai naudojami karščiui atsparūs lydiniai ir medžiagos, kurios dažniausiai naudojamos kaip karščiui atsparus plienas su dideliu legiruojamųjų priedų kiekiu. Siekiant sutaupyti brangių karščiui atsparių medžiagų, išmetimo vožtuvai yra pagaminti iš dviejų dalių. Tuo pačiu metu galvai naudojama karščiui atspari medžiaga, o strypui – anglinis plienas.
Galva ir strypas šiuo atveju yra tarpusavyje sujungti užpakaliniu suvirinimu.
Siekiant padidinti atsparumą korozijai ir sumažinti išmetimo vožtuvų susidėvėjimą, nusklembtos darbiniai paviršiai, o kai kuriais atvejais ir galvutės paviršius cilindro pusėje yra padengiamas storio kietojo lydinio sluoksniu. 1,5–2,5 mm (ryžių. 1).

Kadangi įsiurbimo vožtuvai išplauti nauju įkrovimu ir lengviau įsijungia temperatūros sąlygos, ne tokie griežti reikalavimai keliami įsiurbimo vožtuvų medžiagoms, o jų gamybai naudojamas chromo ir chromo-nikelio vidutinio anglies plienas.
Vožtuvo supaprastinimas, jo nuožulnų veikimas labai priklauso nuo galvutės formos. Įsiurbimo vožtuvams dažniau naudojamos plokščios galvutės ( žr. pav. 1 ir 2), pasižymintis dizaino paprastumu ir pakankamu tvirtumu. Varikliuose su padidinta pavara kartais naudojami įleidimo vožtuvai su įgaubtomis galvutėmis ( žr. pav. 1, in). Šie vožtuvai yra lengvesni už plokščiagalvius vožtuvus ir jų judėjimas sukelia mažesnes inercines apkrovas.
Išmetimo vožtuvų galvutės yra plokščios ( ryžių. 1, 2 ir 3, g), arba išgaubtas ( ryžių. 3b). Išgaubta galvutės forma padeda pagerinti vožtuvo srautą iš cilindro šono ir padidinti jo standumą, tačiau tuo pačiu didėja ir vožtuvo masė, o tai neigiamai veikia jo inerciją.
Vožtuvo disko (galvutės) ir sėdynės sujungimas atliekamas išilgai nuožulnumo - specialaus diržo ant šoninio galvos paviršiaus. Daugumos variklių įleidimo vožtuvų nuožulnios nuolydžio kampas yra 45˚, ir baigimui 45
Ir trisdešimt.
Vožtuvų gamybos procese galvučių nuožulniai šlifuojami, o sumontuoti ant variklio – prie sėdynės. Išmetimo vožtuvų nusklembtos nuožulnos plotis turi būti bent jau 0,8 mm; įleidimo vožtuvams leidžiama siauresnė juosta, tačiau ji neturi būti pertraukta išilgai nuožulnumo perimetro.
Kad būtų užtikrintas patikimas vožtuvo ir lizdo kontaktas palei išorinį vožtuvo nusklembimo kraštą, vožtuvo nusklembimo kampas yra 0,5…1˚ mažesnis nei sėdynės pasvirimo kampas.
Korozinis ir mechaninis vožtuvo ir lizdo kampų susidėvėjimas drastiškai sumažina variklio efektyvumą. Eksploatacijos metu ant išmetimo vožtuvų kampų palaipsniui nusėda anglies nuosėdos, kurios taip pat neleidžia hermetiškai uždaryti išmetimo angą. Siekiant išvengti anglies nuosėdų susidarymo ant išmetimo vožtuvų kampų ir padidinti jų ilgaamžiškumą, kai kuriuose varikliuose išmetimo vožtuvas priverstinai sukamas naudojant specialų mechanizmą ( žr. pav. 1, poz. 5).
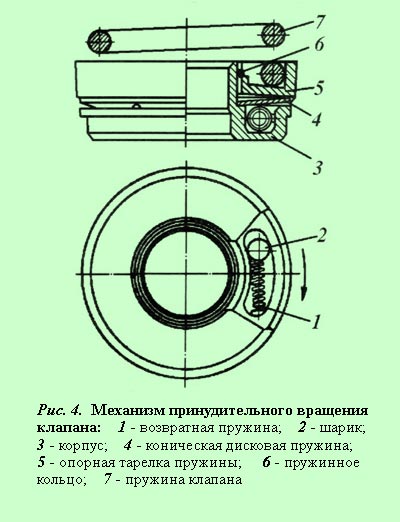
Vožtuvo priverstinio sukimosi mechanizmas ( ryžių. 4) susideda iš fiksuoto korpuso 3
esantis šio penkių kamuoliukų korpuso įdubose 2
su grįžtamomis spyruoklėmis 1
, kūginė diskinė spyruoklė 4
, atraminė plokštė 5
ir vožtuvų spyruoklės 7
.
Visos surinktos detalės tvirtinamos spyruokliniu žiedu 6
.
Kai vožtuvas atidaromas spyruoklės jėga, diskinė spyruoklė 4
, remiasi uždarytu vožtuvu ant kūno peties 3
, deformuojasi ir krenta ant kamuoliukų 2
, kurios šiuo metu yra seklioje kūno įdubos dalyje.
Spaudžiant spyruoklę, rutuliukai rieda išilgai kūno įdubos į gilesnę dalį, sukdami kūginę spyruoklę 4
, atraminė plokštė 5
, vožtuvo spyruoklė ir pats vožtuvas aplink savo ašį.
Uždarius vožtuvą, sumažinus vožtuvo spyruoklės jėgą, kūginė disko spyruoklė 4 grįžta į pradinę padėtį, o rutuliukai atleidžiami ir grįžta spyruoklės 1 pereiti į seklesnę kūno įdubos dalį 3 , ruošiant mechanizmą kitam darbų ciklui.
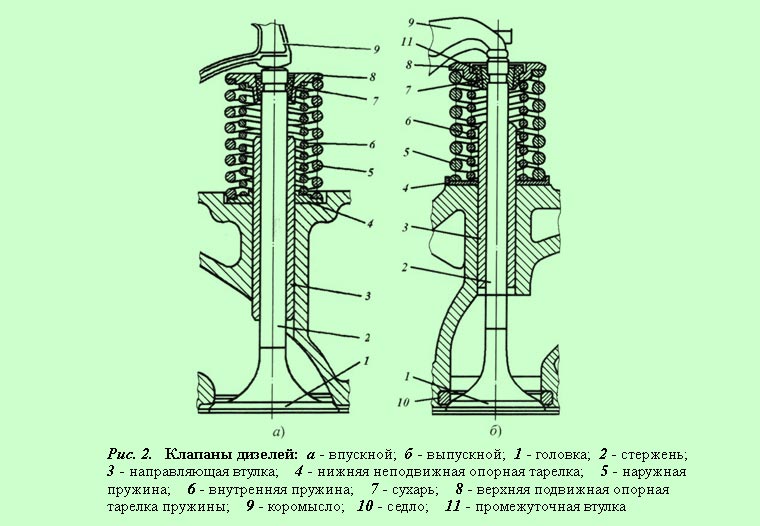
ZMZ, YaMZ markių varikliuose galimybė darbo metu pasukti įsiurbimo ir išmetimo vožtuvus užtikrinama įrengiant tarpinę įvorę tarp atraminės plokštės ir krekerių ( žr. pav. 1, poz. 13; ryžių. 2, poz. vienuolika; ryžių. 3, poz. 4).
Tarpinės įvorės turi nedidelį kontaktinį paviršių su judančiomis spyruoklinėmis plokštėmis, todėl trintis tarp šių dalių yra maža. Todėl atidarius vožtuvą dėl visų mechanizmo dalių vibracijos vožtuvas periodiškai sukasi.

Žemiau nuožulna vožtuvo galvutė turi cilindrinę juostelę, kuri apsaugo ją nuo degimo, išlaiko vožtuvo disko skersmenį šlifuojant, užtikrina galvutės standumą.
Kad vožtuvas nenukristų į cilindrą, jei sulūžtų koto kotas arba vožtuvo spyruoklė, ant koto galima sumontuoti žiedinį žiedą ( žr. pav. 3, e, poz. 1).
Strypų galai (vožtuvo kulnai), kurie liečiasi su svirtimi arba kumšteliu, yra grūdinti. Kai kuriuose varikliuose, užuot sukietėję, ant strypų galų uždedami dangteliai ( žr. pav. 1, poz. 21) iš dilimui atsparių medžiagų ir lydinių.
Ant įleidimo vožtuvo koto uždedamas guminis dangtelis ( žr. pav. 3, e, poz. 5), kuris įsiurbimo takto metu neleidžia alyvai patekti į degimo kamerą per tarpą tarp vožtuvo koto ir vožtuvo kreiptuvo.
Kad išmetimo vožtuvai neužstrigtų kreipiančiosios įvorės angoje terminio plėtimosi metu, jų strypai šalia galvos yra šiek tiek mažesnio skersmens nei likusioje dalyje.
Vožtuvo spyruoklėms pritvirtinti strypo gale padaromas vienas arba du grioveliai, į kuriuos montuojant įtraukiami krekerių iškyšos 2 (ryžių. 3, e, f).
Norint sumažinti išmetimo vožtuvų temperatūrą, sumažinamas jų galvučių skersmuo, padidinamas strypo skersmuo. Šis techninis sprendimas leidžia padidinti vožtuvo šiluminę varžą, tačiau padidina atsparumą išmetamųjų dujų srautui. Tačiau kadangi išmetamosios dujos iš cilindro išmetamos esant dideliam slėgiui (palyginti su įsiurbimo slėgiu), į šį trūkumą neatsižvelgiama.
Veiksmingesnis yra priverstinio išmetimo vožtuvų aušinimo būdas. Norėdami tai padaryti, išmetimo vožtuvo kotas yra tuščiaviduris ( žr. pav. 1, a, c) ir užpildytas natrio metalu, kurio lydymosi temperatūra yra žema ( 97 ˚С). Eksploatacijos metu skystas natris, kaitinamas iš vožtuvo galvutės, išgaruoja, absorbuodamas didelis skaičiusšiluma. Pakilę į viršutinę strypo dalį, natrio garai kondensuojasi ir perduoda šilumą viršutinei strypo daliai, kuri veikia mažiau karščio įtemptomis sąlygomis.
vožtuvų spyruoklės
Vožtuvo spyruoklė turi užtikrinti, kad vožtuvas tvirtai priglustų prie lizdo. Jis veikia greitai kintančių dinaminių apkrovų sąlygomis, kurios gali sukelti rezonansą ir vėlesnį spyruoklės lūžimą.
Dažniausiai naudojamos spiralinės spyruoklės su pastoviu ritės žingsniu.
Norint išvengti rezonanso reiškinių, gali būti naudojamos kintamo žingsnio spyruoklės, kūginės ir dvigubos spyruoklės. Naudojant dvigubas spyruokles, padidėja laiko patikimumas ir sumažėja bendras spyruoklių dydis.
Skiriasi vidinės ir išorinės spyruoklių ritės kryptis, siekiant pašalinti rezonansą, o sugedus vienai iš spyruoklių, kad tarp antrosios spyruoklės ritių nepatektų fragmentai.
Vožtuvų spyruoklės pagamintos iš spyruoklinės plieninės vielos. Po suvyniojimo spyruoklės yra termiškai apdorojamos (gesinamos ir grūdinamos), o siekiant padidinti atsparumą nuovargiui, jos prapučiamos plieno šratais.
Spyruoklių galinės ritės yra šlifuojamos, kad būtų gautas plokščias žiedinis guolio paviršius. Siekiant padidinti atsparumą korozijai, spyruoklės yra oksiduojamos, cinkuotos ir padengtos kadmiu.
Spyruoklės remiasi į cilindro galvutę per specialias fiksuotas plokštes ( žr. pav. 2, poz. 4), kurios yra štampuotos, kaip ir viršutinės kilnojamosios plokštės, pagamintos iš švelnaus plieno. Viršutinė spyruoklės plokštė yra pritvirtinta prie vožtuvo krekeriais.
Vožtuvų kreiptuvai
Kreipiamoji įvorė užtikrina vožtuvo judėjimą ir šilumos pašalinimą iš jo šerdies veikimo metu. Tokiu atveju karštomis dujomis nuplaunamas pats įvorės apatinis galas (ypač išmetimo vožtuvas). Esant nepakankamam tiekimui lubrikantas tarpuose tarp vožtuvo koto ir vidinio įvorės paviršiaus trintis tarp šių dalių artėja prie pusiau sausos.
Dėl šios priežasties kreipiamųjų įvorių medžiagai keliami didelio atsparumo dilimui, pakankamo atsparumo karščiui ir gero šilumos laidumo reikalavimai. Be to, jis turi turėti aukštas antifrikcines savybes. Šiuos reikalavimus atitinka perlitinis pilkasis ketus, aliuminio bronzos, sukepintas chromas arba nikelio-chromo keramika. Akyta šių medžiagų struktūra gerai išlaiko tepalą.
Tvirtinimui cilindro galvutėje įvorės pagamintos su įduba spyruokliniam žiedui ( žr. pav. 3, a, poz. 1) arba su išoriniais pečiais.
Tarpas tarp kreipiamosios įvorės ir vožtuvo koto įsiurbimo vožtuvams yra nustatytas mažesnis nei išmetimo vožtuvams dėl skirtingų šildymo temperatūrų. Kad vožtuvas neužstrigtų įvorėje, kai aukštos temperatūros ir pasukite (vožtuvo pavaroje tiesiai nuo skirstomojo veleno) žemiau vidinis paviršiusįvorės yra kūginės ( žr. pav. 3, g) arba sumažinti vožtuvo koto skersmenį prie galvos ( žr. pav. 1, b).
vožtuvų lizdai
Vožtuvo lizdas užtikrina vožtuvo kontakto srities su cilindro galvute patvarumą. Aliuminio lydinio galvutėse naudojamos plieninės sėdynės, o ketaus galvutės yra įgręžtos tiesiai į korpusą ( žr. pav. 2, a). Kištukiniams balnams gaminti naudojamas specialus legiruotas ketus arba karščiui atsparus plienas. Siekiant padidinti atsparumą dilimui, išmetimo vožtuvų lizdų nuožulniai suvirinami kieto lydinio sluoksniu ( žr. pav. 1, poz. 18).
Sėdynė yra žiedas su cilindriniu arba kūginiu išoriniu paviršiumi. Balnelis tvirtinamas galvoje interferenciniu būdu spaudžiant arba įspaudžiant galvą ( žr. pav. 3, k). Plieninius balnelius galima pritvirtinti išplečiant balno viršų ( žr. pav. 3, l). Balnelius tvirtinant spaudžiant, ant jų išorinio paviršiaus dažnai daromi žiediniai grioveliai ( žr. pav. 3, h ir), kurios presavimo metu užpildomos galvutės metalu.
Cilindrinės sėdynės įterpiamos iki galo, o kūginės sėdynės įterpiamos su mažu galu.
Norint gauti patikimą sandariklį, maždaug 2 mm pločio saugos diržas yra pagamintas kintamu kampu ( žr. pav. 3, w).