किनारा बोर्ड निकास। लकड़ी को काटते समय कितना अपशिष्ट प्राप्त होता है गोल लकड़ी से व्यावसायिक लकड़ी की उपज की गणना
लकड़ी काटना उद्योग में आगे उपयोग के लिए उपयुक्त गोल लकड़ी से लकड़ी प्राप्त करने के उद्देश्य से विभिन्न तकनीकों का उपयोग करके क्रियाओं का एक चक्र है। प्रक्रिया की अवधि और श्रम की तीव्रता गोल लकड़ी के प्रसंस्करण की चुनी हुई विधि पर निर्भर करती है, साथ ही समय भी। वर्ष।
उपकरण और उपकरण
बैरल उत्पादन में जाते हैं और बड़ा आकारशाखाएं। सभी सामग्री मोटाई और छाल की उपस्थिति के अनुसार समूहों में बांटा गया है। अक्सर, लकड़ी प्रसंस्करण उद्यमों में कटाई स्थल के पास कार्यशालाएँ होती हैं, जहाँ लकड़ी के प्रारंभिक प्रसंस्करण के लिए मशीनें लगाई जाती हैं।

जंगल की मैनुअल डिबार्किंग
जिस जंगल ने डेबार्किंग के चरण को पार नहीं किया है, उसका उपयोग फर्श के उपकरण या के रूप में किया जा सकता है रिज बीमएक उपयुक्त इंटीरियर में, या निर्माण के दौरान एक सहायक उपकरण के रूप में।

औद्योगिक डिबार्किंग
यदि पेड़ का उपयोग करने के लिए एक और विकल्प की योजना बनाई गई है, तो काटने का कार्य किया जाता है, जिसके परिणामस्वरूप निम्नलिखित खंड होते हैं:
- बिना धार वाली और अर्ध-किनारे वाली (खुरदरी सामग्री जिसमें से फर्श, दीवारों या छत को माउंट किया जाता है);
- किनारा (फर्श खत्म करने के लिए डिज़ाइन किया गया)।
काटने का कार्य उस क्षेत्र संगठन द्वारा किया जा सकता है जिसके पास सब कुछ है आवश्यक उपकरण.

पेड़ काटने का नक्शा
आरा मानचित्र के अनुपालन से सामग्री का तर्कसंगत उपयोग सुनिश्चित किया जाता है। यह आपको बर्बादी के कारण लागत को कम करने की अनुमति देता है, जिसका प्रतिशत कार्ड काफी कम कर सकता है। प्रयुक्त उपकरण और वन प्रसंस्करण उपकरण के प्रकार तैयार लकड़ी की मात्रा, वांछित गुणवत्ता और आकार पर निर्भर करते हैं।

बहुधा एक गोलाकार आरी और विभिन्न मशीनों का उपयोग करते हैं:
- गोलाकार आरी आपको विभिन्न दिशाओं में सटीक कटौती करने की अनुमति देती है। पेशेवर और घरेलू उपयोग दोनों के लिए उपयुक्त, औसत से ऊपर गोल लकड़ी के व्यास के साथ पूरी तरह से मुकाबला करता है;
- जंजीर;
- छाल को साफ हटाने के लिए मशीनें;
- एक बैंड चीरघर पर काटने से घने लॉग को संसाधित करना संभव हो जाता है, इसे सबसे लोकप्रिय माना जाता है, जैसा कि आउटपुट देता है गुणवत्ता सामग्रीऔर थोड़ी मात्रा में अपशिष्ट;
- डिस्क मशीन: दो धार वाली लकड़ी और बिना धार वाले बोर्ड का उत्पादन;
- एक फ्रेम चीरघर को नींव की आवश्यकता नहीं होती है, इसके उपयोग के साथ तकनीक आपको उपकरण को काटने की जगह के करीब स्थापित करने की अनुमति देती है;
- पतली गेज प्रक्रिया सार्वभौमिक मशीनें, आउटपुट निम्न-श्रेणी के व्हिप से भी उच्च-गुणवत्ता वाली निर्माण सामग्री देता है;
- एक बड़े वुडवर्किंग उद्यम में राउंडवुड को सॉन टिम्बर की सबसे बड़ी मात्रा के साथ किया जाना चाहिए, जो विशेष गुणवत्ता में बाकी से अलग है और सटीक आयाम. इस प्रयोजन के लिए, काटने के लिए विशेष लाइनें स्थापित की जाती हैं।
चीरघर में, अनुदैर्ध्य रेखा के साथ 7 मीटर लंबी और 15-80 सेंटीमीटर व्यास तक के लॉग को काटकर एक बीम और एक धारदार बोर्ड प्राप्त किया जाता है। एक गोलाकार आरीएक या एक से अधिक डिस्क हैं, जंगल के विभिन्न व्यास को उनकी संख्या के अनुसार संसाधित करता है।

यदि घर पर थोड़ी मात्रा में लकड़ी को संसाधित करना आवश्यक है, तो आप नियमित चेनसॉ का उपयोग कर सकते हैं।
लकड़ी काटना
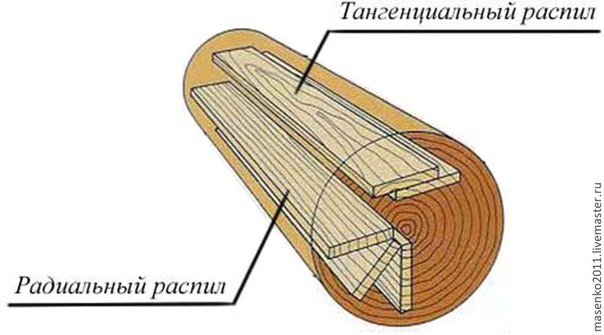
उपकरण चुनने से पहले, आपको लॉग के वार्षिक छल्ले पर ध्यान केंद्रित करते हुए, कट के प्रकार पर निर्णय लेने की आवश्यकता है। कई प्रकार हैं:
- रेडियल (त्रिज्या के साथ);
- स्पर्शरेखा (कट एक त्रिज्या के समानांतर है, वार्षिक छल्ले को छूता है);
- तंतुओं को बनाए जा रहे कट के समानांतर व्यवस्थित किया जाता है।
काटने के तरीकों में से, जो किसी विशेष मामले के लिए सबसे उपयुक्त है, उसे चुना जाता है:
- रज्जवल। इस तरह से जंगल को छोटे ट्रंक मोटाई वाले पर्णपाती पेड़ों के लिए किया जाता है, ऐसा माना जाता है सबसे सरल प्रसंस्करण. बाहर निकलें: बिना धार वाले तत्व और स्लैब।
- यदि कोई अन्य वुडवर्किंग मशीन है, तो उसी चौड़ाई के किनारे वाले बोर्ड बनाने के लिए सामग्री का 65% तक काटना संभव है। सबसे पहले, एक दोधारी लकड़ी और बोर्डों को पक्षों से देखा जाता है, और फिर लकड़ी से एक निश्चित मात्रा में धार वाली लकड़ी प्राप्त की जाती है।
- अधिक विशिष्ट तरीके सेक्टर और सेगमेंट आरा हैं। पहली विधि में तत्वों की संख्या 4 से 8 तक भिन्न होती है, और ट्रंक की मोटाई पर निर्भर करती है। पृथक्करण के बाद, तत्वों को प्रत्येक क्षेत्र से स्पर्शरेखा या रेडियल रेखा के साथ देखा जाता है। दूसरी विधि बीम के मध्य भाग से बाहर निकलने के साथ शुरू होती है, और बोर्डों को साइड सेगमेंट से एक स्पर्शरेखा दिशा में देखा जाता है।
- लकड़ी की व्यक्तिगत काटने के लिए, गोलाकार विधि उपयुक्त है। यह प्रत्येक सावन बोर्ड के बाद लट्ठे को अनुदैर्ध्य रेखा के साथ 90° घुमाने पर आधारित है। यह आपको लकड़ी की गुणवत्ता की निगरानी करने और ट्रंक के प्रभावित क्षेत्रों को समय पर हटाने की अनुमति देता है।
हैंडमेड: चेनसॉ एप्लीकेशन
घर पर कई चड्डी काटने के लिए, एक उपकरण खरीदना उचित नहीं है जिसकी लागत तैयार उत्पादों की कीमत से कई गुना अधिक है। यदि आपके पास आवश्यक कौशल है, तो बिजली से चलने वाले पारंपरिक चेनसॉ, या चेन उपकरण के साथ सभी आवश्यक कार्य करना अधिक कुशल और सस्ता है। बेशक, इस तरह के काम के लिए बहुत अधिक भौतिक लागत और समय की आवश्यकता होती है, लेकिन मुद्दे की कीमत काफी कम हो जाती है।
पर काम बाग़ का प्लॉटछंटाई की जरूरत है फलो का पेड़, और विशेषज्ञों की सेवाओं का सहारा लिए बिना अतिरिक्त निर्माण के लिए सामग्री का उत्पादन करना भी संभव हो जाता है, ताकि कोई भी उत्साही मालिक एक चेनसॉ खरीदना पसंद करे। ज्यादातर, घर के लिए शंकुधारी पेड़ों की कटाई की जाती है, और यह उपकरण उन्हें काटने का एक उत्कृष्ट काम करता है। चड्डी के लिए धन्यवाद, कट लाइनों को रेखांकित करना आसान है, जिससे काम की गति बढ़ जाती है। पेशेवर, वैसे, अक्सर एक चेनसॉ का उपयोग करते हैं, क्योंकि यह एक इलेक्ट्रिक की तुलना में अधिक शक्तिशाली है और आप इसे कहीं भी उपयोग कर सकते हैं, भले ही साइट पर बिजली की आपूर्ति काटने या काटने का काम हो।

कटिंग लॉग पर एक चेनसॉ के साथ काम करने के लिए, आपको आरी पर नोजल के साथ-साथ आरा कट गाइड और बेस-ट्रंक फिक्सर जैसे उपकरण की आवश्यकता होगी। एक फ्रेम के रूप में नोजल उपकरण से जुड़ा हुआ है ताकि श्रृंखला और फ्रेम के बीच की दूरी को समायोजित करना संभव हो सके। यह मोटाई में भिन्न तैयार लकड़ी के उत्पादन को सक्षम करने के लिए किया जाता है। आप एक मार्गदर्शक की भूमिका भी निभा सकते हैं वांछित लंबाईप्रोफ़ाइल, या फ्लैट लकड़ी का तख्तापर्याप्त कठोरता के साथ। उपकरण के लिए एक विशेष श्रृंखला का चयन किया जाता है, जिसे ट्रंक को काटने के लिए डिज़ाइन किया गया है। बाकियों से इसका अंतर एक निश्चित कोण पर नुकीले दांतों में है।

काम शुरू करने से पहले, न केवल सभी आवश्यक उपकरण तैयार करना आवश्यक है। भले ही ट्रंक को संसाधित करने के लिए एक वुडवर्किंग मशीन या एक मैनुअल डिवाइस का इरादा है, पहला कदम कट मैप के साथ खुद को परिचित करना है। यह कचरे के प्रतिशत को कम करने और उपयोगी उत्पादों की उपज बढ़ाने के लिए किया जाता है।
रिपिंग करते समय आपको सबसे पहले चिंता करने की ज़रूरत है, तैयार बोर्डों की एक समान घनत्व है। ऐसा करने के लिए, एक सक्षम चीरघर उपकरण का मार्गदर्शन करता है पूर्व की ओरपश्चिम में, या विपरीत दिशा में लॉग करता है। यह दक्षिणी भाग की तुलना में इसके उत्तरी भाग में गोल लकड़ी के अधिक घनत्व के कारण है।
इसके बाद, स्लैब को दोनों तरफ से एक चेनसॉ के साथ हटा दिया जाता है ताकि दो-किनारे वाली बीम प्राप्त हो सके। यह, बदले में, काम की शुरुआत में चुनी गई आरा योजना के अनुसार देखा जाता है। आउटपुट एक अनएडेड बोर्ड देता है। यदि ट्रंक में दोषों का एक निश्चित प्रतिशत है, तो ट्रंक को एक समकोण या 180 ° पर मोड़ने से एक गोलाकार कट संभव है।
तैयार सामग्री की मात्रा, कटौती की कीमत
उत्पादन उपयोगी सामग्रीशंकुधारी और दृढ़ लकड़ी के साथ प्रतिशत के संदर्भ में भिन्न होता है। से प्राप्त लकड़ी के लिए शंकुधारी पेड़, निम्नलिखित संकेतकों की विशेषता है:
- बशर्ते कि ऑपरेशन एक पेशेवर द्वारा किया जाता है और एक चीरघर का उपयोग किया जाता है, तैयार लकड़ी का प्रतिशत उच्चतम (80-85%) होगा;
- धार वाली सामग्री, जो मशीनों द्वारा दी जाती है, औसत 55-70%;
- चेनसॉ के साथ काम करने पर बिना धार वाला बोर्ड 30% तक कचरा छोड़ देता है।
समाप्त अस्वीकृत लकड़ी को ध्यान में रखे बिना आंकड़े दिए गए हैं, जिसकी मात्रा 30% तक पहुंच सकती है। हालांकि, ऐसी सामग्री का उपयोग उन उत्पादों के लिए किया जाता है जो एक निश्चित विवाह की अनुमति देते हैं।

पर्णपाती गोल लकड़ी 60% तैयार बिना धार वाली लकड़ी और लगभग 40% छंटनी वाली लकड़ी देती है। यह गोल लकड़ी के प्रारंभिक वक्रता के कारण है। आप प्राप्त उत्पादों की मात्रा बढ़ा सकते हैं: इसके लिए विभिन्न प्रकार की लकड़ी की मशीनों की आवश्यकता होगी। एक निश्चित प्रकार की स्थिरता लकड़ी की मात्रा को 10-20% तक बढ़ा सकती है। लकड़ी के एक घन के लिए, आपको दृढ़ लकड़ी के लगभग 10 घन गोल लकड़ी की आवश्यकता होगी। स्थापना मूल्य अतिरिक्त उपकरणतैयार लकड़ी की लागत का भुगतान करेगा। विशेष रेखाएं अधिक मात्रा देती हैं, लेकिन उनका उपयोग केवल बड़े क्षेत्र में ही उचित है। एक पारंपरिक चीरघर में लकड़ी काटने की औसत कीमत लगभग 150-180 रूबल प्रति घन मीटर बोर्ड होगी।
काटने का नक्शा
काटने का नक्शा एक लॉग से तैयार लकड़ी की इष्टतम मात्रा की गणना है। इसकी गणना प्रत्येक विशिष्ट लॉग व्यास के लिए स्वतंत्र रूप से की जा सकती है, या आप इसका उपयोग कर सकते हैं कंप्यूटर प्रोग्राम, जो गणना की सुविधा प्रदान करता है, और जिसकी कीमत काफी सस्ती है।

या स्रोत आरा मिलिंग के लिए एक नियमित मार्गदर्शक हो सकता है। परिणाम एक तालिका है जिसे आधार के रूप में लिया जाता है। किसी भी प्रकार की लकड़ी की अधिक लकड़ी प्राप्त करने के लिए चीरघर को हमेशा अपने डेटा के लिए उन्मुख होना चाहिए।
चीरघर उत्पादन की आर्थिक दक्षता काफी हद तक कच्चे माल के उपयोग की डिग्री पर निर्भर करती है। उत्पादन में उपयोग किए जाने वाले उपकरण, इष्टतम वितरण के अनुसार लॉग की तर्कसंगत कटाई, सक्षम काटने की योजना संसाधनों के कुशल उपयोग और तदनुसार, उच्च उत्पाद गुणवत्ता निर्धारित करती है।
कच्चे कच्चे माल को काटने की मुख्य योजनाएँ
लॉग काटने के तरीके और योजनाएं सीधे उत्पादित उत्पादों की गुणवत्ता और आयामों, कच्चे माल की विशेषताओं और उपयोग किए जाने वाले उपकरणों के प्रकार की आवश्यकताओं पर निर्भर करती हैं।
लॉग देखने की मुख्य विधियाँ
ए - वैडल; बी - एक बार के साथ; बी '- दो सलाखों की प्राप्ति के साथ; बी "- वैडल बार; इन - सेक्टर; में '- सेक्टर को रेडियल बोर्डों में देखना; में "- स्पर्शरेखा बोर्डों पर; जी - खंड; जी '- ब्रेकअप-सेगमेंट; जी "- बीम-खंड; डी - परिपत्र; 1 - अनएडेड बोर्ड; 2 - किनारे वाले बोर्ड; 3 - रेल; 4- बार; 5 - सेक्टरों के रूप में लॉग के हिस्से; 6 - खंडों के रूप में लॉग के हिस्से; 7 - एक तरफा धार वाले बोर्ड
लॉग काटना डगमगानाएक या एक से अधिक काटने के उपकरण द्वारा समानांतर विमानों के साथ इसके विभाजन में शामिल हैं। यह योजना आपको बिना धार वाले बोर्ड प्राप्त करने की अनुमति देती है अलग स्थानवार्षिक परतों के सापेक्ष परतें। 18 सेंटीमीटर व्यास तक के लॉग को काटते समय और ट्रंक वक्रता के साथ आरी के लिए विधि तर्कसंगत है (अक्सर बर्च कच्चे माल को काटने के मामलों में उपयोग किया जाता है, जिसमें 70% मामलों में सरल या जटिल वक्रता होती है)।
बेतरतीब ढंग से काटने के बाद प्राप्त किए गए बिना धार वाले बोर्डों को किनारे वाले बोर्डों में संसाधित किया जाता है या बिना कटे हुए रूप में रिक्त स्थान में काटने के लिए स्थानांतरित किया जाता है।
इस घटना में कि तैयार उत्पादों की प्रमुख मात्रा होनी चाहिए निश्चित आयामक्रॉस सेक्शन, कटिंग विधि लागू की जाती है बार के साथ. इस योजना का उपयोग सामान्य प्रयोजन लकड़ी के उत्पादन में बड़े व्यास के लॉग काटने के लिए भी किया जाता है।
एक बार के साथ देखा गया बहु-आरा उपकरण पर दो पास में किया जाता है। इसी समय, पहले चरण में, राउंडवुड से चौड़ाई के बराबर मोटाई के साथ बार प्राप्त किए जाते हैं आवश्यक बोर्ड. फिर इन सलाखों को मोटाई में आवश्यक आयामों के बोर्डों में बांटा गया है।
इनका उपयोग बड़े आकार की मेड़ों को काटने के लिए किया जाता है खंड और क्षेत्रतरीके। यह ध्यान दिया जाना चाहिए कि ये योजनाएं विशिष्ट हैं और इनका उपयोग किया जाता है विशेष प्रकारस्पर्शरेखा और रेडियल लकड़ी के उत्पादन के लिए उत्पादन सुविधाएं।
बड़े लॉग और आंतरिक सड़ांध के साथ लॉग की व्यक्तिगत कटिंग की जाती है गोलाकार तरीके से.
मिलिंग द्वारा गोल लकड़ी का प्रसंस्करण
इस विधि को आरा के साथ जोड़कर मिलिंग द्वारा कच्चे कच्चे माल के खंड का निर्माण किया जाता है। इस मामले में, तीन मुख्य कटिंग योजनाओं का उपयोग किया जाता है:
- पहले नोड पर दोधारी बीम प्राप्त करना;
- हेड मशीन पर बिना धार वाले बोर्ड और दो धार वाली लकड़ी प्राप्त करना;
- एक उपकरण पर बोर्डों के विकास के साथ धारदार लकड़ी के क्रॉस-अनुभागीय आयामों के अनुरूप आयामों के साथ एक प्रोफाइल बीम प्राप्त करना।
दोधारी लकड़ी बोर्डों में लकड़ी को विभाजित करके आगे की लकड़ी के उत्पादन के लिए एक अर्ध-तैयार उत्पाद है।

मिलिंग द्वारा लॉग काटने की मुख्य विधियाँ
ए - हेड मशीन पर दोधारी बीम प्राप्त करना; बी - दो-किनारे वाली बीम और बिना धार वाले बोर्ड प्राप्त करना; सी - प्रोफाइल बार प्राप्त करना; जी - लंबी धार वाली लकड़ी प्राप्त करना; ई - विभिन्न लंबाई की धारदार लकड़ी प्राप्त करना; ई - विभिन्न लंबाई और चौड़ाई की धार वाली लकड़ी प्राप्त करना; 1 - लकड़ी का क्षेत्र; 2 - धारदार लकड़ी; 3 - घुंघराले लकड़ी; 4 - दोधारी लकड़ी; 5- बिना धार वाली लकड़ी
गोल लकड़ी को काटने के लिए सेटिंग की अवधारणा
एक सेट आरी, क्लैम्पिंग और इंटर-सॉ स्पेसर्स का एक सेट है जो निर्दिष्ट मोटाई के मापदंडों के साथ आरा सामग्री प्राप्त करने के लिए एक आरी फ्रेम में स्थापित किया गया है।
दूसरे शब्दों में, डिलीवरी एक समान गुणवत्ता और आकार के सॉमिल कच्चे माल (लॉग) को निर्दिष्ट मापदंडों और गुणवत्ता के उत्पादों में बदलने के लिए एक योजना-योजना है।
जब एक वैडल में देखा जाता है, तो सेटिंग को एक डिजिटल श्रृंखला द्वारा लागू किया जाता है, जो मिलिमीटर में सॉन बोर्ड की मोटाई दिखाती है:
19-19-32-32-19-19.
संख्याओं की इस पंक्ति का अर्थ है कि लॉग के मध्य भाग से 32 मिमी मोटे दो बोर्ड काटे जाते हैं, और 19 मिमी मोटे चार बोर्ड पार्श्व भागों से काटे जाते हैं।
उदाहरण के लिए, एक बार के साथ तोड़ते समय, सेटिंग को संख्याओं की दो पंक्तियों में लिखा जाता है, एक लॉग (पहला पास) और एक बीम (दूसरा पास) देखने के लिए:
19-19-150-19-19 (पहला पास);
19-32-40-40-32-19 (दूसरा पास)।
जैसा कि पिछले उदाहरण में, इन आंकड़ों का मतलब है कि पहली पंक्ति की हेड मशीन पर, जिस पर लॉग देखा जाता है, 150 मिमी की मोटाई वाला एक बीम प्राप्त होता है और तदनुसार, 19 मिमी प्रत्येक के चार अनएडेड बोर्ड (दो ऑन) प्रत्येक तरफ), और दूसरी पंक्तियों की मशीन पर, परिणामी लकड़ी को 40, 32 और 19 मिमी की मोटाई के साथ बोर्डों में देखा जाता है।
एकल-आरा मशीनों पर लॉग्स देखते समय, सेटिंग काटने का क्रम निर्धारित करती है।
डिलीवरी तैयार करना
सेट की तैयारी अनिवार्य रूप से मोटाई के मामले में बोर्डों के इष्टतम आयामों और अनुपात को निर्धारित करने का मतलब है, लॉग के क्रॉस-आंशिक व्यास के तर्कसंगत उपयोग को सुनिश्चित करना।
डिलीवरी संकलित करने के लिए बुनियादी नियम:
- पश्च सममित होना चाहिए;
- एक सेट में ऐसे बोर्ड नहीं होने चाहिए जिनकी मोटाई 5 मिमी से कम हो;
- क्रॉस-सेक्शन के मामले में सबसे बड़ी लकड़ी के साथ सेट बनाना शुरू करें;
- बोर्डों की मोटाई के आयाम लॉग के अक्ष से परिधि तक घटने चाहिए;
- चीरघर के फ्रेम पर कच्चा माल काटते समय सेट के किनारे पर दो से अधिक पतले (16, 19 मिमी) बोर्ड काटने की व्यवस्था न करें;
- बोर्डों की मोटाई के आयामों के अनुसार विनिर्देशन में अग्रणी बोर्डों की चौड़ाई के अनुसार पहले पास पर लकड़ी की ऊंचाई चुनें;
- लकड़ी का चेहरा, दूसरे पास में आरा, समान मोटाई के बोर्डों में आरा;
- विशिष्टताओं को निर्दिष्ट किए बिना लंबर के लिए डिलीवरी संकलित करते समय, सारणीबद्ध या ग्राफिकल विधियों का उपयोग करें;
- बार के साथ विधि का उपयोग करते समय, लॉग के शीर्ष व्यास के अनुपात (0.06-0.08) से बार की मोटाई निर्धारित करें - डी;
- सेटिंग लॉग के व्यास के अधिकतम कवरेज के मूल्य से अधिक नहीं होनी चाहिए;
- के अनुसार केंद्रीय बोर्डों की सबसे छोटी मोटाई निर्धारित करें यह तालिका:

असाइनमेंट तैयार करने की ग्राफिकल विधि
विशिष्ट क्रॉस-अनुभागीय आयामों (विनिर्देशों के रूप में कार्यों के बिना) को निर्दिष्ट किए बिना GOSTs के अनुसार एक तर्कसंगत वितरण करना संभव है - विशेष रेखांकन का उपयोग करना।

पी.पी. के अनुसार लकड़ी की सीमित मोटाई के ग्राफ का उपयोग करने का एक उदाहरण। अक्सेनोव
एब्सिस्सा अक्ष पर सीमित मोटाई निर्धारित करने के लिए, सेट के अक्ष से आवश्यक बोर्ड के सेट के चेहरे के भीतरी भाग तक की दूरी प्लॉट की जाती है। फिर एक ऊर्ध्वाधर रेखा तब तक खींची जाती है जब तक कि यह एक झुकी हुई रेखा के साथ प्रतिच्छेद नहीं करती है जो किसी दिए गए व्यास से मेल खाती है, और परिणामी प्रतिच्छेदन बिंदु को निर्देशांक अक्ष पर ले जाया जाता है।

जीजी के अनुसार इष्टतम लकड़ी की मोटाई का ग्राफ। टिटकोव
गोल लकड़ी को काटने से पहले, यह गणना करना आवश्यक है कि आगे के संचालन के लिए कितनी मात्रा शेष रहेगी और प्रसंस्करण पर कितनी सामग्री खर्च की जाएगी। यह महत्वपूर्ण है क्योंकि यह उत्पादन की अंतिम लागत को प्रभावित करता है। बिना काटे प्राप्त राशि पूरी तरह से इस बात पर निर्भर करेगी कि किस प्रकार की लकड़ी का उपयोग किया जाता है। इसी समय, कुछ ऐसे उपाय हैं जो आपको काटने के बाद लकड़ी की पैदावार बढ़ाने की अनुमति देते हैं।
उपज प्रतिशत क्या है और लकड़ी के व्यास पर इसकी निर्भरता क्या है
इसे समझने के लिए अवधारणा को ही खोलना आवश्यक है। राउंडवुड से लकड़ी की पैदावार का प्रतिशत सब कुछ है उपयोगी वृक्षकाटने के बाद। बाकी कचरा है जिसे एमडीएफ, फाइबरबोर्ड, चिपबोर्ड जैसी सामग्री प्राप्त करने के लिए आगे की प्रक्रिया के लिए भेजा जाता है। यह समझा जाना चाहिए कि एक पेड़ को काटने के परिणामस्वरूप प्राप्त होने वाली मात्रा की गणना प्रत्येक व्यक्तिगत व्यास और चयनित आरी विकल्प के लिए की जाती है।
यह सवाल समझने लायक है कि विचाराधीन पैरामीटर जंगल के व्यास पर क्यों निर्भर करता है। यहां सब कुछ बेहद सरल है: पेड़ पर जितने कम कट होंगे, वॉल्यूम वैल्यू उतनी ही अधिक होगी। बेशक, बहुत कुछ आरा तकनीक और उस क्रम पर भी निर्भर करेगा जिसमें कटिंग की गई थी। सही क्रम चित्र में दिखाया जाएगा। 2. इसी समय, यह समझा जाना चाहिए कि मध्यम आकार की लकड़ी की प्रजातियों से छोटी लकड़ी प्राप्त की जाती है, और एक बड़े जंगल से एक मोटी बोर्ड और लकड़ी बनाई जाती है। वॉल्यूमेट्रिक प्रवाह दर के अनुमानित मानदंडों के साथ औसत व्यास पर विचार करना भी उचित है:
- 14 - 45 से 50% तक;
- 20 - लगभग 52%;
- 25 - औसतन 57% तक;
- 34 - इस तरह के व्यास में लकड़ी की लकड़ी होती है, जिसमें वॉल्यूम अंश का उच्चतम मूल्य 66% के बराबर होता है;
- यदि जंगल का व्यास 40 सेमी से अधिक है, तो प्राप्त सामग्री में तेज कमी है।
देखने के बाद कचरे की मात्रा
तैयार उत्पाद का एक बड़ा प्रतिशत होने के लिए, सब कुछ सही ढंग से गणना और तैयार किया जाना चाहिए। और वर्कफ़्लो को तकनीक के अनुसार पूर्ण रूप से पूरा किया जाना चाहिए। साथ ही इस बात का भी ध्यान रखना चाहिए गोल लकड़ीशंकुधारी और पर्णपाती पेड़ लकड़ी की एक अलग उपज देंगे धार बोर्डएम 3 में।

टिप्पणी! कोनिफरइमारती लकड़ी मानी जाती है सबसे बढ़िया विकल्प, इस तथ्य के कारण कि उनके पास एक सीधा ट्रंक और एक अपेक्षाकृत बड़ा व्यास है। इसके अलावा, इस तरह के जंगल क्षय की प्रक्रिया के लिए इतने प्रवण नहीं होते हैं, जिससे कम अस्वीकार होते हैं।
दृढ़ लकड़ी के साथ काम करते समय, 2 प्रसंस्करण विधियों का उपयोग किया जाता है:
- 375 या 363 पर बैंड सॉमिल का उपयोग करना।
- पतन में। इस तकनीक में आधा बीम काटना शामिल है, जिसे बाद में एक बहु-ब्लेड डिवाइस के माध्यम से पारित किया जाता है।
इस मामले में, पहली विधि आपको आउटपुट का लगभग 40-50% प्राप्त करने की अनुमति देती है। लेकिन पतन तकनीक थोड़ी बड़ी मात्रा में भिन्न होती है - 70% तक। इस तकनीक का नुकसान यह है कि इसकी लागत अपेक्षाकृत अधिक है। जब देखा गोल लकड़ी 3 मीटर लंबा, आप विवाह के काफी उच्च स्तर को देख सकते हैं। इस मामले में, शेष लकड़ी इस तथ्य के कारण तुरंत उपयोगी नहीं होगी कि इसके लिए अतिरिक्त प्रसंस्करण प्रक्रिया की आवश्यकता होती है।
उत्पादित लकड़ी की मात्रा का अनुपात वी एन sawn कच्चे माल की मात्रा के लिए कुलपतिप्रतिशत के रूप में कहा जाता है वॉल्यूम आउटपुट आर, %:
यह कच्चे माल के उपयोग की तर्कसंगतता का मुख्य संकेतक है, क्योंकि। sawn उत्पादों की लागत में, कच्चे माल की लागत इसके उत्पादन की सभी लागतों का 80% है। वॉल्यूम आउटपुट व्यास के समानुपाती होता है (उदाहरण के लिए, जब 16 सेमी के व्यास और 6.5 मीटर की लंबाई के साथ लॉग को देखा जाता है, तो यह लगभग 55% होता है, 32 सेमी के व्यास के साथ - 61.5%, व्यास के साथ 40 सेमी - 63% से अधिक और इसकी लंबाई के व्युत्क्रमानुपाती है (उदाहरण के लिए, 6.5 मीटर से लॉग की लंबाई में प्रत्येक 0.5 मीटर की कमी के लिए, यह औसतन 0.65% बढ़ जाती है)। 1% में लॉग की वक्रता उपज को 8...12% कम कर देती है। बार से देखने पर आउटपुट 2.5 होता है % पतन से ऊँचा। 7-सॉ सेट में आरा ब्लेड की मोटाई में 0.2 मिमी की वृद्धि से लकड़ी की हानि में वृद्धि होती है और उत्पाद की उपज में 0.3 ... 0.5% की कमी होती है। सॉन उत्पादों की वॉल्यूमेट्रिक उपज श्रम के संगठन, श्रमिकों और इंजीनियरों की योग्यता, उपकरणों के तकनीकी पर्यवेक्षण और सभी उत्पादन स्थलों पर तकनीकी अनुशासन से प्रभावित होती है।
सावन कच्चे माल की मात्रा के प्रतिशत के रूप में ग्रेड द्वारा लकड़ी का उत्पादन कहा जाता है क्रमबद्ध आउटपुट:
सभी किस्मों की कुल उपज देता है वॉल्यूम आउटपुटलकड़ी
किस्मों और वर्गीकरणों द्वारा उपज वितरण % लंबर सी की कुल मात्रा, = 100 वी नी - वी एन% - उत्पादों की एक विविध संरचना है। sawn उत्पादों की गुणात्मक संरचना का मूल्यांकन किया जाता है ग्रेड कारक के एस,लकड़ी, उद्देश्य और ग्रेड के प्रकार के आधार पर। जैसा बुनियादी वर्गीकरण (के साथ= 1) किनारा सॉफ्टवुड लकड़ी 2 ... 6.5 मीटर लंबा ग्रेड 3 (GOST 8486-86 *), (चयनित ग्रेड के लिए) के सी = 2). विनिर्देश लकड़ी के आयतन का उनके कुल आयतन के प्रतिशत अनुपात को कहा जाता है विशिष्टता आउटपुट:
तथाकथित कच्चे माल के एकीकृत तर्कसंगत उपयोग के लिए चीरघरों को प्रोत्साहित करने के लिए कच्चे माल के एकीकृत उपयोग का गुणांक- लकड़ी की कुल मात्रा का अनुपात ( वी n), अन्य आरा उत्पाद (ओबापोल, तारे का तख़्ता - वी डीपी),तकनीकी चिप्स (वी एसएच),तकनीकी चूरा (वॉन)अपशिष्ट पक्ष को बेच दिया (वीपी)और अपशिष्ट भाप और ऊर्जा के उत्पादन के लिए प्रयोग किया जाता है ( वीएन/ई) sawn कच्चे माल की मात्रा के लिए:
इस संबंध में, कच्चे माल के कुल प्रसंस्करण के लिए उपकरण दिखाई दिए। सावन कच्चे माल के उपयोग की डिग्री और तर्कसंगतता के संकेतक आर, रुपये, प्रतिनिधि, किस्प,नियोजित और रिपोर्टिंग में विभाजित।
पोस्टाव
आवश्यक आयामों के आरा उत्पादों में लॉग या लॉग के समूह को काटने की योजना, जो कटौती के क्रम और स्थान, मोटाई और कभी-कभी प्राप्त सामग्री की चौड़ाई को स्थापित करती है, कहलाती है स्थापित करना, (तथाकथित "देखा सेट" के विपरीत - में स्थापित का एक सेट गिरोह आरा मशीनेंलॉग से निश्चित आकार के बोर्ड और बीम प्राप्त करने के लिए एक दूसरे से एक निश्चित दूरी पर आरी)। पोस्टवी हैं सममितऔर विषम. (शायद ही कभी इस्तेमाल किया जाता है, उदाहरण के लिए, स्लीपरों को देखते समय), यहाँ तक कीऔर अजीब. यहां तक कि सममित सेटिंग्स में, कोर केंद्रीय कट में गिर जाता है और दो केंद्रीय बोर्डों में, विषम सेटिंग्स में - कोर बोर्ड में समाप्त हो जाता है। ब्रेकअप और बीम पोस्टवे दिया गयापैरामीटर कहलाते हैं समझौता: एक सेट जो लंबर की उच्चतम वॉल्यूमेट्रिक उपज प्रदान करता है, कहलाता है ज्यादा से ज्यादा, और वह सेटिंग जो किसी दिए गए विनिर्देशन की चीरी हुई इमारती लकड़ी की उच्चतम उपज प्रदान करती है - इष्टतम. लकड़ी के नाममात्र आयामों के अनुसार सेट दर्ज किए जाते हैं (सेट की गणना करते समय संकोचन भत्ते के बिना)। सम सममितीय गोलमाल को अलग-अलग तरीकों से लिखा जाता है, उदाहरण के लिए,
19-25-50-50-25-19 या 50/2-25/2-19/2 या:
2 बोर्ड 50 मिमी
2 बोर्ड 25 मिमी
2 बोर्ड 19 मिमी।
बीम सेटिंग दो पास में दर्ज की जाती है, उदाहरण के लिए:
क) पहला पास - 16-16-175-16-16, दूसरा पास - 16-16-50-50-50-16-16;
बी) पहला पास - 175/2 - 16/2 - 16/2, दूसरा पास - 50/1 - 50/2 - 16/2 - 16/2;
सी) पहला पास - 1 बीम 175 मिमी, दूसरा पास - 1 बोर्ड 50 मिमी
2 बोर्ड 16 मिमी 2 बोर्ड 50 मिमी
2 बोर्ड 16 मिमी, 2 बोर्ड 16 मिमी
2 बोर्ड 16 मिमी।
अन्य प्रकार की रिकॉर्डिंग सेटिंग्स हैं।
इंटरसॉ स्पेसर की मोटाई बोर्ड की नाममात्र मोटाई के मूल्यों के योग के बराबर है, इसकी मोटाई के साथ सिकुड़न के लिए भत्ता और चपटे या सेटिंग द्वारा देखा दांतों का द्विपक्षीय विस्तार।
सेट की रचना और गणना करते समय, सेट की चौड़ाई की खपत को जानना आवश्यक है और,मिमी - सेट में चरम साइड बोर्डों की सममित बाहरी सतहों के बीच की दूरी, बोर्डों की नाममात्र मोटाई, संकोचन भत्ते और कटौती की चौड़ाई के योग से मिलकर इ(पर पीसेटिंग में बोर्ड):
लॉग के एक ज्ञात व्यास के साथ लकड़ी के दिए गए विनिर्देश के लिए सेट तैयार करना बोर्डों की संख्या निर्धारित करने और लॉग के दिए गए व्यास में उनकी मोटाई के अनुक्रमिक चयन (फिटिंग) में होता है। सबसे पहले, एक निश्चित आकार की बीम प्राप्त करने के लिए सबसे अनुकूल लॉग व्यास का चयन किया जाता है, और फिर पहले और दूसरे पास के लिए बोर्ड की मोटाई का चयन किया जाता है। वितरण संकलन के नियमनिम्नलिखित:
क) कच्चे माल की बड़े पैमाने पर कटाई के मामले में, वितरण सममित होना चाहिए;
बी) पोस्टाव की तैयारी लॉग की धुरी से शुरू होनी चाहिए;
ग) एक लॉग से काटे गए वर्गों की संख्या न्यूनतम होनी चाहिए - एक लॉग से मोटी लकड़ी की 1-2 मोटाई और पतली लकड़ी की दो मोटाई से अधिक नहीं प्राप्त की जानी चाहिए;
डी) 5 मिमी से कम के अंतर के साथ आसन्न मोटाई के बोर्डों की आपूर्ति में शामिल नहीं होना चाहिए, क्योंकि उन्हें छाँटना मुश्किल है;
ई) 36 ... 62 सेमी और अधिक की मोटाई के साथ लॉग से केंद्रीय बोर्डों को न काटें, और कोर वाले 40 से अधिक पतले नहीं हैं ... 100 मिमी, और 14 के व्यास वाले लॉग से ...। 50 मिमी;
एफ) बहु-आरी "भारी" सेट से बचें: 14 ... 16 से 30 ... 32 के लॉग व्यास के साथ, सेट में बोर्डों की संख्या 4 ... 7 से 8 ... 12 तक होनी चाहिए;
छ) लॉग के शीर्ष व्यास के 0.6 ... 0.8 के भीतर बीम की ऊंचाई लें (चित्र 3.17);
ज) समान मोटाई के दूसरे पास में पहले पर साइड बोर्ड प्राप्त करें;
i) सेट की चौड़ाई न्यूनतम चौड़ाई के आधार पर सेट द्वारा लॉग के व्यास के अधिकतम कवरेज के बराबर या उसके करीब होनी चाहिए bminबोर्ड की लंबाई एलमिन(1.5 मीटर माना जाता है), लॉग के व्यास और लंबाई से डीऔर एल:
जे) जब लॉग को पतन, सीमा और में देखा जाता है इष्टतम मोटाईबोर्ड ग्राफ़ (चित्र 3.18) या सूत्रों के अनुसार स्थापित किए गए हैं;
एल) किनारे के बोर्डों की मोटाई, अंतराल से बचने के लिए, लॉग के व्यास के आधार पर लेने की सिफारिश की जाती है: 14-18 सेमी के व्यास के साथ 16 और 19 मिमी; 19 और 22 मिमी 20-24 सेमी पर; 26-36 सेमी के व्यास के साथ 19, 22 और 25; 38-42 सेमी के व्यास के साथ 22 और 25; 34-56 सेमी के व्यास के साथ 25 और 32; 32 मिमी पर 
व्यास 58 सेमी या अधिक।
निपटान गणना- यह बोर्डों के प्रत्येक खंड के लिए और पूरे लॉग के लिए चौड़ाई, आरा बोर्डों की लंबाई, उनकी मात्रा, वॉल्यूमेट्रिक और ग्रेडेड आउटपुट की परिभाषा है। बोर्डों की लंबाई और चौड़ाई ग्राफिक या पाए जाते हैं विश्लेषणात्मक तरीकों. कागज की एक शीट पर, लॉग के शीर्ष और बट सिरों के हलकों को एक निश्चित पैमाने पर लगाया जाता है और, केंद्र से शुरू करके, लकड़ी के आवश्यक खंड दर्ज किए जाते हैं, चौड़ाई मापी जाती है, और बोर्डों की लंबाई होती है लॉग के रन को ध्यान में रखते हुए निर्धारित किया गया। कभी-कभी वे पारदर्शी प्लास्टिक से बने टेम्पलेट्स का उपयोग करते हैं। चतुर्थांश चार्ट (चित्र 3.19) का उपयोग करके सेट-अप की गणना के लिए व्यापक रूप से उपयोग की जाने वाली विधि।
 |
बिना धार वाले और किनारे वाले बोर्डों की लंबाई और चौड़ाई और एब्सिस्सा अक्ष पर बीम के आयामों को निर्धारित करने के लिए, सेटिंग के अक्ष से प्रश्न में बोर्ड तक की दूरी का पता लगाएं। प्राप्त बिंदु से, एक ऊर्ध्वाधर खींचा जाता है जब तक कि यह परिकलित व्यास के साथ प्रतिच्छेद नहीं करता है, और चौराहे बिंदु को y- अक्ष पर ले जाया जाता है, जहां बोर्ड की गणना की गई चौड़ाई पाई जाती है। चौड़ाई में सिकुड़न के लिए छूट को इसमें से घटाया जाता है और परिणाम को राउंड अप किया जाता है मानक चौड़ाईबोर्ड। लॉग के परिकलित व्यास के रूप में, शीर्ष खंड का व्यास हो सकता है डीया किसी खंड का व्यास डी एक्स,दूरी x पर शीर्ष सिरे से अलग। किसी भी खंड में लॉग का व्यास सूत्र द्वारा निर्धारित किया जाता है:
कहाँ पे बी एक्स -अनुभाग में बोर्ड की चौड़ाई, सेमी; α - लॉग की धुरी से बोर्ड की परत तक की दूरी, सेमी;
एस- लॉग रन, सेमी / मी।
लघु बोर्ड की लंबाई सूत्र द्वारा निर्धारित की जाती है
कच्चे माल की कटाई की योजना बनाने में सेटों का संकलन और गणना एक बहुत ही महत्वपूर्ण और महत्वपूर्ण चरण है। यह काटते समय लकड़ी के उपयोग की तर्कसंगतता को निर्धारित करता है। प्रत्येक सेट को संकलित करने और गणना करने के बाद, सावन कच्चे माल की मात्रा, साथ ही साथ सावन की लकड़ी की उपज को तुरंत निर्धारित करना आवश्यक है, और उन्हें कटिंग प्लान शीट (फॉर्म 3.1) में दर्ज करें।
लकड़ी का ग्रेडेड आउटपुट सी टी, विभिन्न प्रकार के कच्चे माल से% निर्धारित ग्रेड के सावन लकड़ी के उत्पादन के मानकों के अनुसार निर्धारित किया जाता है आर, आर 2 आरजे आर 4,%, क्रमशः I, II, III, IV ग्रेड के वॉल्यूम (या मात्रा में) के लॉग से क्यू 1, क्यू 2, क्यू 3, क्यू 4एम 3 (या पीसी) और सूत्र द्वारा गणना की गई
प्रत्येक वर्गीकरण के लिए लकड़ी की मात्रा का निर्धारण और समग्र रूप से वितरण के लिए क्यूबिक मीटर में और लॉग की मात्रा के प्रतिशत के रूप में किया जाता है।
काटने की योजना एक महीने के भीतर या 1,000 मीटर 3 के लिए कच्चे माल की पूरी मात्रा के लिए तैयार की जाती है (महीने के लिए विनिर्देश में संकेतित लॉग के आकार और गुणवत्ता के विशिष्ट अनुपात को बनाए रखते हुए) (फॉर्म 3.3) . इसके आधार पर, कच्चे माल को देखने का एक शेड्यूल तैयार किया जाता है, जिससे इसे छांटने की संभावना और उपभोक्ताओं को सावन उत्पादों की डिलीवरी का समय दिया जाता है।
कच्चे माल की कटाई की योजना बनाने के सभी कार्य कंप्यूटर पर किए जा सकते हैं।
लकड़ी का संतुलनकच्चे माल को काटते समय, यह उत्पाद, अपशिष्ट और नुकसान के प्रकार से लकड़ी की पूरी मात्रा का वितरण होता है, जो लकड़ी के उपयोग की तर्कसंगतता को दर्शाता है और काटने के तरीकों, कच्चे माल के आकार और गुणवत्ता, आरी के उद्देश्य पर निर्भर करता है। उत्पाद, उपयोग की गई सेटिंग्स, आरी की मोटाई और अन्य कारक। लकड़ी के संतुलन की योजना (गणना) और रिपोर्टिंग (वास्तविक) की जा सकती है। उदाहरण के लिए, GOST 24454-80 * और 8486-86 के अनुसार धारदार लकड़ी के उत्पादन में सॉफ्टवुड सॉमिल कच्चे माल का संतुलन शामिल है: आरा उत्पाद 60%, तकनीकी चिप्स 18%, चूरा 14 %, अपशिष्ट (स्क्रीनिंग लकड़ी चिप्स) 2%; सिकुड़न 6 %. (इसमें ऑफ-बैलेंस वेस्ट शामिल नहीं है - छाल 10 ... 12% और लॉग की लंबाई के लिए भत्ते 1%)।
तालिका 3.3
प्रपत्र 3.1। लकड़ी में कच्चे माल को काटने की योजना
महीने 20 के लिए
| फिटिंग की संख्या | लॉग व्यास, सेमी | लॉग ग्रेड | कच्चे माल की मात्रा, एम 3 | लकड़ी की विशिष्टता | |||||||||||||||
| मोटाई, मिमी चौड़ाई, मिमी लंबाई, एम ग्रेड वॉल्यूम, एम 3 | |||||||||||||||||||
| कुल, एम | गणना द्वारा प्राप्त लकड़ी, मी | ||||||||||||||||||
| संपूर्ण | एम 3% एम 3% | ||||||||||||||||||
| अतिपूर्ति | |||||||||||||||||||
| खराब प्रदर्शन | |||||||||||||||||||
लकड़ीआज यह तरलता के मामले में अग्रणी घरेलू उद्योगों में से एक है। कोई आश्चर्य नहीं कि अधिक से अधिक उद्यमी और, सबसे बढ़कर, शुरुआती, इस व्यवसाय में अपना स्थान खोजने का प्रयास कर रहे हैं।
चीरघर में जब लड़ाई समाप्त हो जाती है आदर्श लकड़ी ज्यामिति, उपकरण में गुणवत्ता, प्रदर्शन और कीमत का संयोजन व्यावसायिक सफलता की कुंजी है। कार्य और उपकरणों की तकनीक का चयन करना बहुत महत्वपूर्ण है जो इन सभी संकेतकों को बेहतर ढंग से संतुष्ट करता है।
चीरघर के प्रकार का चयन
पर अब रूसी बाजारपेश किया टेप, डिस्क, साथ ही साथ चौखटाचीरघर। उनके काम की प्रभावशीलता की तुलना करने के लिए, हम इस तरह के एक पैरामीटर का उपयोग करेंगे तैयार लकड़ी का उपज प्रतिशत. इस तुलना में उच्चतम स्कोर है बैंड आरीओरम, जो 82-88% देता है। तुलना के लिए: एक फ्रेम चीरघर में केवल 61% है।
दूसरा बहुत है महत्वपूर्ण बिंदु: जिसके साथ वन प्रकारएक या अन्य आरा मिल सबसे अच्छा काम करता है। बैंड आरा मिलों के लिए, यह एक पतली और मध्यम लकड़ी है, गोलाकार चीरघरवे बड़ी लकड़ी को अच्छी तरह से काटते हैं, लेकिन चेहरा बड़ी समस्याएंजब एक पतले को देखा जाता है, और एक फ्रेम चीरघर 480 मिमी से अधिक व्यास के लॉग को देखने में सक्षम नहीं होगा।
चीरघर प्रौद्योगिकी का विकल्प
तकनीक इकट्ठा करें (आरा मशीन फ्रेम)
नैतिक रूप से पुरानी तकनीक. उपकरण के तहत, बहु-टन नींव की स्थापना की आवश्यकता होती है। साथ ही, सामग्री के प्रयोग करने योग्य गुणांक की उपज को अनुकूलित करने के लिए कम से कम 12 मानक आकारों द्वारा सॉलॉग्स को क्रमबद्ध करने की आवश्यकता है। निरंतर चाहिए पुनर्विन्यासनपिया। इसमें खराब बोर्ड ज्यामिति और उच्च सतह खुरदरापन है। मोटाई 5-6 मिमी काटना। अधिकांश आम आरा मिलें अक्सर सामने आने वाले मोटे गेज (70 सेमी से अधिक व्यास वाले सॉलॉग) का सामना नहीं कर पाती हैं। किनारे वाली लकड़ी के लिए उपज गुणांक लगभग 50-55% है।
हालाँकि, यह है उत्कृष्ट काटने की स्थिरता, अच्छा प्रदर्शन, रखरखाव में अस्वाभाविक, आरा की उच्च योग्यता की आवश्यकता नहीं है। यह अभी भी अच्छी तरह से योग्य लोकप्रियता प्राप्त करता है, मुख्य रूप से सरल घरेलू बाजार के लिए उत्पादों का उत्पादन करता है, जहां सस्ता बेहतर होता है। मुख्य रूप से खराब सटीकता के कारण रेडियल बोर्ड को नहीं काट सकते।
अनुशंसितआवेदन करें यदि आपके पास अपना स्वयं का लॉगिंग है और एक बड़ी संख्या मेंमध्यम मोटाई के सस्ते कच्चे माल। सभी उत्पादन प्रौद्योगिकियों के बीच निर्विवाद नेता बिना धार वाली लकड़ीऔसत गुणवत्ता।
बैंड आरा प्रौद्योगिकी 
अपेक्षाकृत युवा तकनीक। एक रिंग में वेल्ड की गई स्टील की पट्टी में एक या दोनों तरफ दांत कटे होते हैं। इसे 0.5 से 1 मीटर के व्यास के साथ दो घूर्णन ड्रमों पर रखा जाता है। मुख्य बात यह है कि टेप लंबे समय तक घूमने के लिए पर्याप्त लचीला होना चाहिए और साथ ही लंबे समय तक काटने के लिए पर्याप्त कठोर होना चाहिए और सुस्त नहीं होना चाहिए। कभी-कभी दांत सख्त हो जाते हैं, दांतों को दूसरी धातु से वेल्ड किया जाता है। साथ काम करने वाली मशीनों के बीच अंतर करना आवश्यक है संकीर्ण रिबन 20-60 मिमी चौड़ा और साथ चौड़ा रिबन 100-300 मिमी। संकरी पट्टी पर दांत उभरे हुए होते हैं। चौड़े बेल्ट में चपटा या छोटा दांत होता है।
अनेक बैंड आरी 1 मीटर से अधिक के व्यास के साथ लॉग काट सकते हैं नींव उपकरण की आवश्यकता नहीं है। मोटाई 2-3 मिमी काटना। दृढ़ लकड़ी को आसानी से संभालता है। उन्हें स्नेहन की आवश्यकता होती है: गर्मियों में - पानी, सर्दियों में - डीजल ईंधन। एक नियम के रूप में, उनके पास एक व्यक्तिगत कट होता है और लॉग को छांटने की आवश्यकता नहीं होती है। सभी प्रौद्योगिकियों के बीच उच्चतम अधिकार आउटपुट अनुपातधारदार लकड़ी के लिए उपयुक्त - 75% तक।
मशीन टूल्स खेत वर्गलगभग 5 क्यूबिक मीटर प्रति शिफ्ट की क्षमता वाली एक संकीर्ण बेल्ट पर काफी सस्ते हैं। मध्यम वर्ग के मशीन टूल्स 100-130 मिमी चौड़े टेप पर प्रति शिफ्ट 10-15 क्यूबिक मीटर तक देखा जाता है और कई गुना अधिक खर्च होता है।
संकीर्ण बेल्ट वाली मशीनें बुरी तरह से काटनागंदी और जमी हुई लकड़ी। वे एक लहराती बोर्ड देते हैं, और एक गंदे लॉग के माध्यम से कट जाने के बाद आरी सचमुच सुस्त हो जाती है। एक सभ्य आरी की कीमत 25 डॉलर से अधिक है, और यह लगभग 10 क्यूबिक मीटर लॉग काट सकता है और अनुपयोगी हो जाता है। तकनीक सबसे ज्यादा है उच्च इकाई लागतउपकरण प्रति घन मीटर उत्पादन और औसत काटने की स्थिरता।
काटने के दो घंटे के बाद, आरी बैंड को हटा दिया जाना चाहिए और थकान शक्ति को बनाए रखने के लिए एक दिन के लिए आराम करने के लिए लटका दिया जाना चाहिए। हकीकत में, यह पता चला है कि एक संकीर्ण बेल्ट पर मशीन के दो-शिफ्ट ऑपरेशन को सुनिश्चित करने के लिए 100 आरीसाल में! आवश्यक उच्च योग्यताशार्पनर और सॉयर की सावधानी, थोड़ी सी भी गलती टेप के टूटने से भरी होती है। इसकी मरम्मत के लिए महंगी आयातित वेल्डिंग मशीनों का उपयोग किया जाता है। उनका उपयोग आपको शाब्दिक रूप से मीटर-लंबे टुकड़ों से टेप को वेल्ड करने की अनुमति देता है, जो इसके जीवन को बढ़ाता है, उपकरण की लागत को काफी कम करता है।
बैंड आरीएक संकीर्ण बेल्ट पर, उनकी कम लागत के कारण, सबसे छोटी आरा मिलों और किसानों के पास है। एक संकीर्ण टेप का मुख्य नुकसान एक लहराती कटौती है, जो उत्पादन की संभावनाओं को बहुत सीमित करता है। इसलिए, यह तकनीक केवल छोटे व्यवसायों के लिए उपयुक्त है, और इसके अलावा, विकास की संभावना के बिना।
प्रयोग करना अधिक श्रेयस्कर है क्षैतिज आरा के लिए बैंड आरा मिल 80-100 मिमी चौड़े टेप के साथ। इस तरह के बेल्ट में दांतेदार दांत होते हैं और ये गंदे और जमे हुए जंगलों से डरते नहीं हैं। इन आरी की कीमत $200 और उससे अधिक है। वे अपने जीवनकाल में 300 क्यूबिक मीटर तक लकड़ी काट सकते हैं। हालांकि, इस तरह की आरी को काम करने के क्रम में बनाए रखने के लिए उपकरणों की एक पूरी श्रृंखला की आवश्यकता होती है, जो मशीन की लागत के बराबर होती है।
क्षैतिज चीरघर 80-100 की बेल्ट की चौड़ाई के साथ, उन्हें पर्याप्त मोटी और महंगी कच्ची सामग्री की उपस्थिति में प्रथम-पंक्ति मशीनों के रूप में उपयोग करने की अनुशंसा की जाती है, जब इसकी प्रसंस्करण की दक्षता सामने आती है। इन उद्देश्यों के लिए, निश्चित रूप से, आपको 100 मिमी और उससे अधिक की टेप चौड़ाई वाली मशीनों का उपयोग करना चाहिए।
उचित उपयोग बैंड ने संकीर्ण बैंड पर तकनीक देखीई दूसरी पंक्ति की मशीनों के रूप में। ये एवांगार्ड ब्रांड के चार-सिर और पांच-सिर वाले गैंग आरे हैं। मशीनों का यह वर्ग कारा, मैजिस्ट्राल, TsDS प्रकारों के वर्तमान में व्यापक रूप से व्यापक परिपत्र लॉग आरी का पूरक है। एक विस्तृत बैंड आरी को बनाना और परिपूर्ण करना काफी कठिन है। पायलटेक द्वारा वाइड बैंड आरी के उत्पादन और संचालन की तैयारी में उच्च स्तर की शिल्प कौशल हासिल की गई है।
सर्कुलर, सर्कुलर सॉ तकनीक
इस तकनीक पर काम करने वाली मशीनों को तीन प्रकारों में बांटा गया है।
1. कार्यक्षेत्र आरी
बाजार सुधारों की शुरुआत के साथ, कारा, लाइमेट, स्लाइडटेक जैसे बड़े आरी के साथ सर्कुलर लॉग आरे फिनलैंड से हमारे पास आए, जिससे हमें लकड़ी का उत्पादन करने की अनुमति मिली निर्यात गुणवत्ता 1-2 मिमी की सटीकता के साथ। रूस में, उन्होंने प्रोटोटाइप का उत्पादन करना शुरू किया: "मैजिस्ट्रल एसपीआर-1100", टीएसडीएस-1100, आदि।
वे सभी, एक नियम के रूप में, 900-1100 मिमी के व्यास के साथ आरी का उपयोग करते हैं। कीमतएक देखा, इसकी तैयारी की डिग्री के आधार पर, 300 से 700 डॉलर तक होता है। एक आरा 3000 क्यूबिक मीटर तक धारदार लकड़ी काटने में सक्षम है, इसे सीधे मशीन पर तेज किया जाता है। लेकिन सप्ताह में एक बार आरी को दांतों को संतुलित करने और आकार देने की आवश्यकता होती है। इसके लिए शार्पनिंग मशीन की जरूरत होगी गोलाकार आरीया अर्ध-स्वचालित पीसने वाली मशीन, उदाहरण के लिए, किरोव मशीन टूल प्लांट का TchPA-7। स्टील ब्लेड काफी जल्दी सुस्त हो जाते हैं। सर्दियों में, प्रति शिफ्ट में 2 बार और गर्मियों में प्रति शिफ्ट में 4-5 बार तेज करने की आवश्यकता होती है।
संभावित उपयोग करबैडऔर तारामयपिया। और कार्बाइड आरीगर्मियों में लगाना बेहतर होता है, और सर्दियों में। उपकरण को काम करने की स्थिति में बनाए रखने और निर्यात ज्यामिति के साथ बोर्ड बनाने के लिए एक योग्य चीरघर की आवश्यकता होती है। अधिकांश आरा मिलों में ऐसा नहीं होता है और एक बोर्ड का उत्पादन होता है जिसे केवल रूसी, सरल बाजार में बेचा जा सकता है।
4 मिमी मोटी आरी की काटने की चौड़ाई 6-10 मिमी है। कट व्यक्तिगत है, इसमें व्यास को कम करने की आवश्यकता नहीं है। धारदार लकड़ी के लिए उपज गुणांक वास्तव में 52-56% है। यदि आप स्लैब को पिकेट की बाड़ में काटते हैं - 56-58%।
सर्कुलर तकनीक में सबसे ज्यादा है काटने की गति: छह मीटर का लट्ठा 8-14 सेकंड में कट जाता है, एक बोर्ड 4 सेकंड में कट जाता है। उत्पादकता काफी अधिक है (प्रति आठ घंटे की शिफ्ट में 15 क्यूबिक मीटर तक)। आपको -30 डिग्री सेल्सियस तक के तापमान पर काम करने की अनुमति देता है।
तदनुसार, यह है कम उपकरण लागत: 3-4 आरी दो साल तक देखी जा सकती है। जब लॉग बहुत गंदा न हो तो काटने की स्थिरता अधिक होती है। मशीन कार्यशाला में एक उत्पाद कन्वेयर के कार्य करती है, जो महत्वहीन नहीं है। रूसी मशीन बहुत विश्वसनीय नहीं है, लेकिन आसानी से सुलभ और सस्ती हाइड्रोलिक तत्व हैं: हाइड्रोलिक मोटर्स, पंप, वितरक। और सबसे महत्वपूर्ण बात यह है कि यह आयातित समकक्षों की तुलना में 3-4 गुना सस्ता है, जबकि निश्चित रूप से विश्वसनीयता में उनसे कम है।
बनाने के लिए अनुशंसित छोटी और मध्यम क्षमता का उत्पादनपहली पंक्ति के आधार तत्व के रूप में। यह अत्यधिक किफायती, बैंड आरा मशीनों पर आगे की प्रक्रिया के उद्देश्य से तैयार लकड़ी के निर्माण के लिए और बड़े टुकड़ों में लॉग के पतन के लिए उपयुक्त है।
2. चारकोल गोलाकार आरी
सर्कुलर लॉग आरी का एक पूरा वर्ग कहा जाता है "कोनों". यह एक दूसरे से 90 डिग्री के कोण पर एक बार में दो या तीन आरे स्थापित हो सकते हैं। उदाहरण के लिए, मशीनें "ग्रिज़ली", "बॉबर -2000", डीपी -1200, "व्याटका 600", "अल्फा"। साथ ही स्लोवाक UH500 और UP700 जैसी एकल रोटरी आरा ब्लेड वाली मशीनें। बार्स मशीन में 90 डिग्री के कोण पर स्थापित दो स्वतंत्र आरे हैं, और आयातित प्रोटोटाइप के विपरीत, यह कार्यशाला के चारों ओर लकड़ी के परिवहन का कार्य करता है।
इस वर्ग की मशीनों की संख्या बहुत है निर्विवाद लाभ: वे एक मीटर से अधिक के व्यास वाले लॉग को काट सकते हैं, जिसमें 70% तक K उपज होती है; हार्ड-मिश्र धातु युक्तियाँ डी = 500-800 मिमी बल्कि कम लागत के साथ आरी का उपयोग करें; गंदी लकड़ियों से अच्छी तरह निपटें, क्योंकि उनमें कार्बाइड की युक्तियाँ होती हैं; दिन में एक बार या उससे कम तेज करने की आवश्यकता होती है; 1 मिमी की एक नायाब काटने की सटीकता है।
आवेदन करने की अनुशंसा की जाती हैमोटे गेज के प्रसंस्करण के लिए और सबसे पहले, रेडियल आरा लकड़ी के उत्पादन के लिए। विशेष रूप से, स्लोवाक मशीनें और रूसी "बार्स" लैमेला के लिए रिक्त स्थान में लार्च के रेडियल आरा के लिए बहुत अच्छे हैं।
रूसी बाजार में भी है सस्ती मशीनेंकोण देखा ब्लेड, छोटे व्यवसाय के लिए काफी विकल्प बैंड चीरघर, लेकिन लकड़ी की ज्यामिति के साथ कोई समस्या नहीं है - "नॉर्थ 550", PDU1।
 3. क्षैतिज गोलाकार आरी
3. क्षैतिज गोलाकार आरी
सर्कुलर आरी की एक और किस्म है, जो इस बात की पुष्टि करती है कि सर्कुलर तकनीक की संभावनाएं समाप्त होने से बहुत दूर हैं। ये मशीनें हैं दो आरी की क्षैतिज व्यवस्थाएक विमान में। यहाँ के प्रतिनिधि स्लोवाक मशीन KP58 और रशियन बार्स DG, टोयामा 600 हैं।
लाभ: मशीनें काफी शक्तिशाली हैं और 500 मिमी तक के व्यास के साथ लॉग को संसाधित कर सकती हैं; आरी को बार-बार बदलने की आवश्यकता नहीं है, वे बिना तेज किए कम से कम 24 घंटे काम करते हैं; लोडर और लॉग टर्नर का उपयोग करते समय उत्पादकता 8-घंटे की शिफ्ट में 6-12 या अधिक क्यूबिक मीटर तक पहुंच सकती है; अच्छी सतह की गुणवत्ता और लकड़ी की ज्यामिति प्रदान करें।
जैसा कि आपने अनुमान लगाया होगा, कोई सार्वभौमिक वुडवर्किंग तकनीक नहीं है। आरा मिल को उन कच्चे माल के लिए चुना जाना चाहिए जिन्हें आप देखने जा रहे हैं और जिन उत्पादों का आप उत्पादन करने जा रहे हैं।
व्लादिस्लाव पर्मिन, विशेष रूप से साइट के लिए
विशेषज्ञों की राय
काम्स्की बेरेग एलएलसी के निदेशक दिमित्री बाइचकोव (www.kbstanok.ru):
मुख्य चयन मानदंड प्रति 1 घन मीटर लकड़ी की परिचालन लागत है। तदनुसार (ceteris paribus), उत्पादकता जितनी अधिक होगी, लागत उतनी ही कम होगी।
पेशेवरों को खोजें, अन्य उद्योगों के अनुभव का अध्ययन करें, लकड़ी के बाजार पर स्थिति का अध्ययन करें - मांग मौसमी उतार-चढ़ाव के अधीन है, लाभप्रदता औसतन कम है, खरीदे गए कच्चे माल पर काम करना बहुत मुश्किल है। लाभप्रदता लकड़ी प्रसंस्करण की गहराई पर भी निर्भर करती है। और याद रखें: चोखा सबसे महत्वपूर्ण कार्यकर्ता है, क्योंकि लकड़ी के काम करने वाले का लाभ आरी के किनारे पर होता है।
मैं इस तरह के उपकरणों के एक वर्ग का भी उल्लेख करूंगा जैसे कि पहली-पंक्ति कैंट आरी और दूसरी-पंक्ति मल्टी-ब्लेड आरी-प्रकार। रूसी संघ में, भारी बीम (500 मिमी तक लॉग व्यास) अब केवल दो कंपनियों द्वारा बनाए जाते हैं - इकोड्रेव-मशीनरी (आर्कटेंट) और हम, कामस्की बेरेग-स्टैंकोस्ट्रॉय (वाइटाज़ 640 एम)। यदि आपको 100 क्यूबिक मीटर प्रति शिफ्ट से प्रक्रिया करने की आवश्यकता है, तो घरेलू उत्पादन के लिए कोई अन्य विकल्प नहीं है। यदि सॉलॉग 300 मिमी (पतले) तक है, तो आप थिनर ("वीप्र 700") के लिए डिस्क लॉग का उपयोग कर सकते हैं।
डिस्क गैंग आरी गंभीर व्यवसाय के लिए एक विश्वसनीय और व्यापक समाधान है। उनके उपयोग के लिए साइट के उच्च स्तर के मशीनीकरण की आवश्यकता होती है, लेकिन उच्च प्रवाह दर, कम परिचालन लागत और उपकरणों की उच्च विश्वसनीयता के कारण मशीनीकृत पूर्ण आरा लाइन की लागत जल्दी से उचित होती है।
अर्तुर ज़ायनुतदीनोव, महानिदेशकटीएफ एक्सपोफॉर्म एलएलसी (www.expoform.ru):
अब रूसी बाजार में लकड़ी के उपकरणों की एक विस्तृत श्रृंखला का प्रभुत्व है, दोनों प्रसिद्ध और इतने प्रसिद्ध निर्माताओं से नहीं। इसे चुनते समय, आपको सबसे पहले खरीदे गए उपकरणों के सेवा समर्थन को देखना होगा। अक्सर उपकरण बहुत से खरीदे जाते हैं अनुकूल कीमतया एक पूरा सेट, और फिर स्पेयर पार्ट्स की आपूर्ति और सेवा समर्थन के साथ समस्याएं शुरू होती हैं। आपको हमेशा एक आपूर्तिकर्ता के रूप में बाजार में एक प्रसिद्ध कंपनी का चयन करना चाहिए जो एक विश्वसनीय निर्माता से विश्वसनीय उपकरण की आपूर्ति करती है।
ध्यान देने योग्य दूसरा बिंदु विशिष्ट उपकरणों के निर्माण में उपयोग की जाने वाली असेंबली, सामग्री और घटकों की गुणवत्ता है। बजट उपकरण का मंच पर एक फायदा होता है जब उत्पादन सिर्फ खुल रहा होता है और प्रचार के लिए धन की आवश्यकता होती है, लेकिन आप उत्पादन को यथासंभव हर चीज से लैस करना चाहते हैं आवश्यक उपकरण. लेकिन आपको हमेशा याद रखना चाहिए कि कुछ समय बाद उपकरण की मरम्मत या बदलने का सवाल उठेगा।
यह कोई रहस्य नहीं है कि उपकरण खरीदते समय अक्सर हम खराब गुणवत्ता का सामना करते हैं दक्षिण - पूर्व एशियाखासकर चीन से। यूरोपीय निर्माताओं के बारे में भी शिकायतें हैं जिनके उत्पादन या विधानसभा स्थल उपरोक्त क्षेत्रों में स्थित हैं।
यह याद रखना महत्वपूर्ण है कि द्वितीयक बाजार में अच्छी गुणवत्ता वाले उपकरणों का भी मूल्य होता है और इसे बेचना हमेशा आसान और तेज़ होता है। इसलिए, कभी-कभी सही मशीन खरीदना बेहतर होता है प्रसिद्ध निर्माताएक नई मशीन, पेंट खरीदने की तुलना में द्वितीयक बाजार में चमकीले रंग, चमकदार हैंडल और बहुत सारी संदिग्ध गुणवत्ता वाली घंटियाँ और सीटी के साथ।





