प्लास्टिक फावड़े स्वीकार करने के नियम। DIY फावड़ा हैंडल। मानकों के लिए यूएसएसआर राज्य समिति
ये तकनीकी विशिष्टताएँ जनता को बिक्री के लिए लक्षित बर्फ फावड़ों पर लागू होती हैं।
मैं। तकनीकी आवश्यकताएं.
£.1. बर्फ फावड़े का निर्माण इन तकनीकी विशिष्टताओं की आवश्यकताओं के अनुसार किया जाना चाहिए।
1.2. बर्फ फावड़े के मुख्य आयाम और अनुमेय विचलन ये होने चाहिए:
हैंडल के साथ लंबाई, मिमी, -1365+10 ब्लेड, मिमी; -365x420+6 कैनवास मोटाई, मिमी, 4-6+1 एच.जेड. विशेषता.
आमंत्रण सं. [विषय। और दिनांक पारस्परिक आमंत्रण संख्या. डुप्लिकेट. जाओ और तारीख बताओ
1.3.1. बर्फ फावड़ा बनाने के लिए, निम्नलिखित सामग्रियों का उपयोग किया जाना चाहिए: एनटीडी अपशिष्ट प्लाईवुड GOST 39X6-69 अपशिष्ट प्लाईवुड सीटें GOST 21176-75 लकड़ी के अनुसार लकड़ी का हैंडल शंकुधारी प्रजाति GOST 24454-80 और दृढ़ लकड़ी GOST 2695-83, स्पष्ट टेप GOST 3560-75।
1.3.2* बर्फ फावड़ा ब्लेड की सतह पर, GOST 2140-81 के अनुसार लकड़ी के दोष और प्रसंस्करण दोष मानकीकृत नहीं हैं। किनारों पर लिबास को आंशिक रूप से छीलने की अनुमति है।
1.3.3. स्नो फावड़ा ब्लेड के ऊपर और नीचे स्टील टेप से घिरा होना चाहिए।
1.3.4. स्टील की पट्टी को GOST 4026-63 कीलों का उपयोग करके कैनवास पर बांधा जाता है।
1.3.5. बर्फ के लिए हैंडल के निचले हिस्से को डोपेटा शीट से जोड़ने का काम स्टील टेप से बने गास्केट पर दो कीलों का उपयोग करके किया जाता है, कीलों के सिरे मुड़े होने चाहिए।
|
बर्फ का फावड़ा |
|||||||||||||||||||||||||
1.3.6. वनगा के लिए डोपेट का लेखा-जोखा टुकड़ों में किया जाता है।
विशेष विवरण
तू ओएच 13-0255095-86
5§
1.4ए पैकेजिंग।
1.4.1. बर्फ फावड़े पैक नहीं किए जाते हैं।
1.5. अंकन.
1.5. X. बर्फ फावड़ा निर्माता और खुदरा मूल्य के साथ चिह्नित है।
2. स्वीकृति नियम.
2.1. बर्फ फावड़े को निर्माता के तकनीकी निरीक्षण द्वारा अनुमोदित किया जाना चाहिए।
2.2. बर्फ के फावड़े बैचों में स्वीकृति के लिए प्रस्तुत किए जाते हैं। बैच को एक संलग्न दस्तावेज़ में प्रलेखित बर्फ फावड़ियों की संख्या माना जाता है।
में एक। नहीं। 1 उप. और दिनांक I पारस्परिक एनएनवी.№ जे इव. एमडब. | उप. और तारीख
2.3. नियंत्रण निरीक्षण और माप के लिए, बैच का 5% चुना जाता है, लेकिन 10 से कम आइटम नहीं। यदि परीक्षण के लिए चुने गए 5% से अधिक बर्फ फावड़ों के लिए असंतोषजनक परिणाम प्राप्त होते हैं, तो उसी बैच से लिए गए बर्फ फावड़ों की दोगुनी संख्या का दोबारा परीक्षण किया जाता है।
2.4. निर्माता को अस्वीकार्य बैच को फिर से छांटने और डिलीवरी के लिए उपयुक्त बर्फ फावड़े फिर से प्रस्तुत करने का अधिकार दिया गया है।
3* नियंत्रण विधियाँ।
3.1. बर्फ के फावड़े के आयामों की जाँच धातु टेप माप GOST 7302-80 या अन्य माप उपकरणों का उपयोग करके की जाती है जो 1 मिमी की सटीकता सुनिश्चित करते हैं।
4. परिवहन और भंडारण.
4.1. यांत्रिक क्षति और वर्षा से अनिवार्य सुरक्षा के साथ किसी भी प्रकार के परिवहन द्वारा बर्फ फावड़े के परिवहन की अनुमति है।
4.2. बर्फ़ फावड़ियों के प्रत्येक बैच के साथ एक दस्तावेज़ होना चाहिए जिसमें ये शामिल होना चाहिए:
निर्माता का नाम,
उत्पाद का नाम।
आईटी में मात्रा", कीमत।
प्रेषण की तारीख, इन विशिष्टताओं का पदनाम।
4.3. बर्फ योजकों को सूखे कमरों में संग्रहित किया जाना चाहिए।
3. आपूर्तिकर्ता गारंटी।
5.1. निर्माता गारंटी देता है कि बर्फ फावड़े उनकी आवश्यकताओं का अनुपालन करते हैं तकनीकी निर्देशबशर्ते कि उपभोक्ता परिवहन और भंडारण की शर्तों का अनुपालन करता हो।
आमंत्रण नहीं। मैं उप. मैं दिनांक I पारस्परिक आमंत्रण सं. मैं आमंत्रण नहीं, डुप्लिकेट | , उप. और तारीख
स्क्रॉल
विनियामक और तकनीकी दस्तावेज़ीकरण, जो तकनीकी विशिष्टताओं में संदर्भित है
मानक का अनुपालन करने में विफलता कानून द्वारा दंडनीय है
यह मानक निर्माण, बागवानी और लोडिंग और अनलोडिंग कार्य के लिए इच्छित फावड़ियों पर लागू होता है।
1. वर्गीकरण, प्रकार और मुख्य आयाम
1.1. फावड़ियों को प्रकार के अनुसार विभाजित किया गया है:
निर्माण;
बागवानी;
तालिका नंबर एक
|
नाम |
उद्देश्य |
ड्राइंग संख्या |
|
|
निर्माण फावड़े |
|||
|
नुकीला खुदाई करने वाला फावड़ा |
मिट्टी खोदने के लिए |
||
|
आयताकार खुदाई फावड़ा |
|||
|
उठाने का फावड़ा |
मिट्टी और थोक सामग्री को इकट्ठा करने और स्थानांतरित करने के लिए |
||
|
पहलूदार पिक-अप फावड़ा |
|||
|
मोर्टार फावड़ा |
घोल खिलाने और समतल करने के लिए |
||
|
बगीचे के फावड़े |
|||
|
बगीचे और बगीचे की खुदाई का फावड़ा |
मध्यम और नरम मिट्टी पर काम के लिए |
||
|
बगीचे और बगीचे की खुदाई का फावड़ा |
|||
|
सार्वभौमिक बागवानी फावड़ा |
|||
|
फावड़े लोड करना और उतारना |
|||
|
रेत फावड़ा |
रेत, कुचल पत्थर, डामर और अन्य थोक सामग्री को उठाने, उतारने, लोड करने के लिए |
||
|
अनाज का फावड़ा |
अनाज और हल्की थोक सामग्री को उठाने और उतारने के लिए |
||
|
कोयला फावड़ा |
लंबी दीवार में कोयले का ढेर लगाने और नोकदार दरार से कोयले का एक टुकड़ा निकालने के लिए |
||
|
धातुकर्म फावड़ा |
धातुकर्म उत्पादन में लोडिंग और अनलोडिंग कार्यों के लिए |
||
|
वंशावली फावड़ा |
चट्टान, अयस्क, कुचला हुआ पत्थर लोड करने के लिए |
||
|
खनन फावड़ा |
|||
|
बर्फ का फावड़ा |
बर्फ हटाने के लिए |
||
1.3. ब्लेड के डिज़ाइन के अनुसार फावड़े बनाये जाते हैं:
ठोस मुहर लगी हुई;
वजन - 0.98 किलोग्राम से अधिक नहीं
आयताकार खुदाई फावड़ा, पेंटवर्क

वजन - 1.2 किलोग्राम से अधिक नहीं
फेसेटेड पिक-अप फावड़ा, एलपीजी

वजन - 1.6 किलोग्राम से अधिक नहीं
मोर्टार फावड़ा, एलआर

वजन - 1.3 किलोग्राम से अधिक नहीं
(परिवर्तित संस्करण, संशोधन क्रमांक 1)।
बगीचे और बगीचे की खुदाई का फावड़ा, एलओपी

वजन - 1.2 किलोग्राम से अधिक नहीं
बगीचे और बगीचे की खुदाई का फावड़ा, प्यार

वजन - 1.5 किलोग्राम से अधिक नहीं
(परिवर्तित संस्करण, संशोधन क्रमांक 1)।
रेत फावड़ा, एलएसपी
वजन - 0.98 किलोग्राम से अधिक नहीं
(परिवर्तित संस्करण, संशोधन क्रमांक 1)।
अनाज फावड़ा, एलएसजेड

वजन - 0.75 किलोग्राम से अधिक नहीं
कोयला फावड़ा, एलयू

वजन - 1.64 किलोग्राम से अधिक नहीं
धातुकर्म फावड़ा, एलएम

आयाम, मिमी
वजन - 1.4 किलोग्राम से अधिक नहीं
रॉक फावड़ा, एलपीआर

वजन - 1.29 किलोग्राम से अधिक नहीं
खनन फावड़ा, एलजीआर

वजन - 1.17 किलोग्राम से अधिक नहीं
बर्फ फावड़ा, एलएसयू

वजन - 1.4 किलोग्राम से अधिक नहीं
1.5. फावड़ा कटिंग 5 प्रकार से बनाई जाती है (चित्र 17):
1 - एक कांटा संभाल के साथ;
2 - टी-आकार के हैंडल के साथ;
3 - बॉल हेड के साथ;
4 - एक अर्धगोलाकार सिर के साथ;
5 - एक धातु की छड़ के साथ एक बॉल हेड के साथ।
1.6. कटिंग के मुख्य आयाम और फावड़े के प्रकार द्वारा उनका उपयोग ड्राइंग में दर्शाए गए अनुसार होना चाहिए। 17.
GOST 6449.1-82 के अनुसार फावड़े के हैंडल के लिए अनिर्दिष्ट अधिकतम विचलन ± IT17।

कटिंग के रोपण भाग के आयाम, मिमी
(परिवर्तित संस्करण, संशोधन क्रमांक 1)।
टिप्पणियाँ:
1. इसे 35 मिमी के व्यास के साथ बागवानी फावड़ियों के लिए कटिंग का उत्पादन करने की अनुमति है।
2. वीओसी और एलओयू प्रकार के फावड़ों के लिए, शंक्वाकार भाग के बिना कटिंग करने की अनुमति है।
3. झुकाव के 2 कोणों के साथ बागवानी फावड़ियों के लिए कटिंग के लिए शंक्वाकार सीटें बनाने की अनुमति है।
(परिवर्तित संस्करण, संशोधन क्रमांक 1)।
उदाहरण प्रतीकफावड़े प्रकार LKO, हैंडल प्रकार 4 के साथ, लंबाई 1300 मिमी:
एलकेओ-4-1300 गोस्ट 19596-87
वही, प्रकार LOU, संस्करण 1, चौड़ाई 210 मिमी, हैंडल प्रकार 1 के साथ:
एलओयू-1-210-1 गोस्ट 19596-87
2. तकनीकी आवश्यकताएँ
2.1. फावड़ियों का निर्माण इस मानक की आवश्यकताओं के अनुसार निर्धारित तरीके से अनुमोदित कामकाजी चित्रों और मानक नमूनों के अनुसार किया जाना चाहिए।
2.2. फावड़े के हिस्से निम्नलिखित सामग्रियों से बने होने चाहिए:
कपड़ा और तूलिका - GOST 4543-71, 45, 50 के अनुसार GOST 1050-74 के अनुसार रोल्ड पतली शीट स्टील ग्रेड 30KhGS, GOST 380-88 के अनुसार BSt5, BSt6 या भौतिक और यांत्रिक मापदंडों के साथ अन्य ग्रेड संकेतित से कम नहीं ;
कांटा और पैर की अंगुली - GOST 1050-174 के अनुसार रोल्ड पतली शीट स्टील ग्रेड 10, 15, 20 या GOST 380-88 के अनुसार BSt2, BSt3;
रॉड - GOST 380-88 के अनुसार स्टील BSt0, BSt2, BSt3;
हैंडल और हैंडल - प्रथम श्रेणी दृढ़ लकड़ी: GOST 2695-83 के अनुसार सन्टी, राख, मेपल।
टिप्पणियाँ:
1. GOST 16338-85 के अनुसार प्लास्टिक से हैंडल और कांटे बनाने की अनुमति है।
2. खंड 2.23 की आवश्यकता के अनुसार, प्रकार 5 की कटिंग को छोड़कर, अन्य सामग्रियों से कटिंग बनाने की अनुमति है।
3. पतली शीट वाले रोल्ड स्टील ग्रेड बीएसटी5, बीएसटी6, 10, 15, 20, 45 और 50 को टीयू 14-1-4118-86 के अनुसार GOST 16523-70, 30KhGS की आवश्यकताओं का पालन करना चाहिए।
4. रोल्ड शीट की मोटाई में अनुमेय विचलन को GOST 19903-74 और GOST 19904-74 की आवश्यकताओं का पालन करना चाहिए।
(परिवर्तित संस्करण, संशोधन क्रमांक 1)।
2.3. काटने के किनारे से कम से कम 90% लंबाई के फावड़े के ब्लेड को एलकेओ, एलकेपी, एलओपी, एलओवी, एलओयू और 35 ...51 एचआरसी ई प्रकार के फावड़ों के लिए 37...53 एचआरसी ई की कठोरता तक गर्मी उपचारित किया जाना चाहिए। अन्य प्रकार के फावड़ों के लिए.
एलकेओ, एलकेपी, एलओपी, एलओवी और एलओयू प्रकारों को छोड़कर, फावड़ियों का निर्माण गर्मी उपचार के बिना किया जा सकता है।
2.4. फावड़ियों के धातु भागों की सतहें दरारें, फिल्म, प्रदूषण और गड़गड़ाहट से मुक्त होनी चाहिए। रोल किए गए उत्पादों की मोटाई सहनशीलता से अधिक गहराई वाले सिंकहोल और डेंट की अनुमति नहीं है।
2.5. नाममात्र ±6 मिमी से ब्लेड की सतह का विचलन, बगीचे के फावड़े के लिए ±3 मिमी, गर्मी उपचार के बिना बनाए गए फावड़े के ब्लेड के लिए ±4 मिमी।
2.6. एलकेओ, एलजीआर, एलपीजी, एलपी, एलकेपी, एलओवी, एलओपी और एलओयू प्रकार के फावड़े के ब्लेड में अत्याधुनिक होना चाहिए। कटिंग एज का तीक्ष्ण कोण 20° से अधिक नहीं होना चाहिए, कटिंग एज की मोटाई 0.5 मिमी से अधिक नहीं होनी चाहिए।
2.7. फावड़े के ब्लेड के काटने वाले किनारों पर कोई रुकावट, खरोंच या टूटे हुए क्षेत्र नहीं होने चाहिए।
(परिवर्तित संस्करण, संशोधन क्रमांक 1)।
2.8. फावड़ा ब्लेड को तालिका में निर्दिष्ट मानकों के अनुसार झुकने वाले क्षण बलों का सामना करना होगा। 2, इस मामले में वेल्डेड या रिवेटेड कनेक्शन को नष्ट नहीं किया जाना चाहिए।
(परिवर्तित संस्करण, संशोधन क्रमांक 1)।
तालिका 2
टिप्पणी। 150 मिमी की ब्लेड चौड़ाई वाले फावड़ियों को 160 एनएम के ब्लेड का परीक्षण करते समय झुकने वाले क्षण बल का सामना करना होगा। 35 मिमी के हैंडल व्यास के साथ फावड़े के ब्लेड में संक्रमण के बिंदु पर ट्यूल को 300 एनएम के झुकने वाले क्षण बल का सामना करना होगा।
(अतिरिक्त रूप से प्रस्तुत, संशोधन संख्या 1)।
2.9. फावड़ियों के मुकुट का टेपर 1:30 से 1:20 होना चाहिए। उपभोक्ता के साथ समझौते से, वीओसी और वीओसी प्रकार के फावड़े एक बेलनाकार पैर की अंगुली के साथ निर्मित किए जा सकते हैं।
(परिवर्तित संस्करण, संशोधन क्रमांक 1)।
2.10. एलकेओ और एलकेपी प्रकार के फावड़े ब्लेडों के लिए, हमले से पहले ब्लेड की 90% लंबाई के लिए गर्मी का इलाज किया जाता है, कम से कम 8 मिमी की ऊंचाई और कम से कम 100 मिमी की लंबाई के साथ एक कठोर पसली बनाई जानी चाहिए। आक्रमण क्षेत्र.
2.11. कपड़े के सापेक्ष ट्यूल की समरूपता के लिए सहनशीलता 3 मिमी है।
2.12. ऑल-स्टैम्प्ड फावड़ा ब्लेड के मुकुट के शंक्वाकार भाग को वेल्डेड या रिवेट किया जाना चाहिए।
2.13. पैठ का अभाव और जलन वेल्डअनुमति नहीं।
2.14. उपभोक्ता के साथ समझौते से, बिना कटिंग के फावड़े का उत्पादन करने की अनुमति है।
(परिवर्तित संस्करण, संशोधन क्रमांक 1)।
2.15. कटिंग को GOST 10299-80 के अनुसार रिवेट्स या GOST 1144-80 के अनुसार कम से कम 4 मिमी व्यास वाले स्क्रू के साथ मुकुट और कांटों में सुरक्षित किया जाना चाहिए। बागवानी फावड़ियों की कटिंग को स्टील टेंशन रिंग और स्क्रू से सुरक्षित किया जा सकता है।
2.16. मुकुट और हैंडल के साथ कटिंग का कनेक्शन कड़ा होना चाहिए, किसी भी खेल की अनुमति नहीं है।
2.17. कांटे के हैंडल के हैंडल को बन्धन बिंदुओं पर नहीं घूमना चाहिए।
2.18. फावड़ा प्रकार एलआर के हैंडल में 6 मिमी व्यास और कम से कम 320 मिमी की लंबाई वाली एक स्टील रॉड होनी चाहिए, जो हैंडल के अनुदैर्ध्य खांचे में स्थापित हो। रॉड का निचला सिरा नुकीला होना चाहिए, 90° के कोण पर मुड़ा हुआ होना चाहिए और हैंडल में 8 - 10 मिमी की गहराई तक घुसा होना चाहिए। रॉड के ऊपरी सिरे को GOST 1145-80 के अनुसार एक स्क्रू के साथ हैंडल से जोड़ा जाना चाहिए।
2.19. फावड़ियों के धातु भागों को एनटी प्रकार के नाइट्रो-पेंट के साथ लेपित किया जाना चाहिए, चमकीले रंग के एनामेल के साथ गुणवत्ता संकेतक के साथ GOST 6465-76 के अनुसार पीएफ-115 इनेमल से कम नहीं होना चाहिए या, उपभोक्ता के साथ सहमति के अनुसार, बीटी -577 वार्निश के साथ। GOST 5631-79 के अनुसार।
निर्माण और लोडिंग और अनलोडिंग फावड़ियों के लिए, उपभोक्ता के साथ समझौते पर अन्य जंग-रोधी कोटिंग्स की अनुमति है।
(परिवर्तित संस्करण, संशोधन क्रमांक 1)।
2.20. एक सतह पर लकड़ी के हिस्सेकोई दरार, परत, वर्महोल, चिप्स या अन्य दोष नहीं होना चाहिए।
10 मिमी तक के व्यास के साथ तीन से अधिक स्वस्थ ब्लाइंड गांठें या प्लग रखने की अनुमति नहीं है, जो हैंडल के शीर्ष से लंबाई का 1/3 भाग स्थित है, और 10 मिमी के व्यास के साथ दो से अधिक नहीं है। 8 मिमी - शेष कटिंग पर।
प्लग को कटिंग के समान लकड़ी से बनाया जाना चाहिए और नमी प्रतिरोधी गोंद का उपयोग करके स्थापित किया जाना चाहिए। प्लग का व्यास संबंधित गांठों के व्यास से 20% से अधिक नहीं होना चाहिए।
नमी प्रतिरोधी गोंद के साथ कटिंग को लंबाई में चिपकाने की अनुमति है।
2.21. कटिंग के लकड़ी के रेशों का स्पर्शरेखीय झुकाव कटिंग लंबाई के प्रति 1 मीटर 20 मिमी से अधिक नहीं होना चाहिए।
2.22. लकड़ी में नमी की मात्रा 14% से अधिक नहीं होनी चाहिए।
2.23. 40 मिमी के व्यास वाली कटिंग को 440 एनएम के झुकने के क्षण का सामना करना होगा, और 35 मिमी के व्यास के साथ कटिंग को 300 एनएम का सामना करना होगा।
(परिवर्तित संस्करण, संशोधन क्रमांक 1)।
2.24. सीटों को छोड़कर, हैंडल और हैंडल की सतहों का खुरदरापन पैरामीटर, आर एमअधिकतम? लकड़ी के लिए GOST 7016-82 के अनुसार 63 माइक्रोन आरए? प्लास्टिक के लिए GOST 2789-73 के अनुसार 0.8 माइक्रोन।
(परिवर्तित संस्करण, संशोधन क्रमांक 1)।
2.25. फावड़े के लकड़ी के हिस्सों को GOST 4976-83 के अनुसार वार्निश NTs-221 या NTs-222, या GOST 6465-76 के अनुसार इनेमल PF-115, या GOST 6631-74 के अनुसार इनेमल NTs-132 P, या इनेमल और के साथ लेपित किया जाना चाहिए। गुणवत्ता संकेतकों के अनुसार अन्य ब्रांडों के वार्निश संकेतित संकेतकों से कम नहीं हैं।
GOST 7931-76 के अनुसार फावड़े के लकड़ी के हिस्सों (बागवानी के अपवाद के साथ) को सुखाने वाले तेल से कोट करने की अनुमति है।
2.26. फावड़े के हिस्सों की पेंट और वार्निश कोटिंग्स को GOST 9.032-74 के अनुसार कक्षा V का अनुपालन करना चाहिए। उपयोग की शर्तें पेंट कोटिंग्स- समूह I GOST 9.104-79 के अनुसार।
2.27. प्रत्येक फावड़े पर निम्नलिखित स्पष्ट रूप से अंकित होना चाहिए:
निर्माता का ट्रेडमार्क;
कीमत (खुदरा बिक्री के लिए फावड़ियों के निर्माण के लिए)।
2.28. फावड़ियों को GOST 8273-75 के अनुसार 5 से अधिक टुकड़ों के बंडलों में कागज में पैक किया जाना चाहिए।
बिना कटिंग के एक ही प्रकार और आकार के फावड़े के ब्लेड, 5 - 10 पीसी। GOST 3282-74 के अनुसार स्टील के तार से बंधा होना चाहिए, या GOST 3560-73 के अनुसार स्टील टेप से, या GOST 25951-83 के अनुसार हीट-श्रिंक फिल्म से सुरक्षित होना चाहिए।
बिना ब्लेड वाले फावड़े की कटिंग को बंडलों में पैक किया जाना चाहिए, फास्टनरों को अलग बैग में पैक किया जाना चाहिए और कटिंग के बंडल से जोड़ा जाना चाहिए। बंडल का वजन कुल 15 किलोग्राम से अधिक नहीं होना चाहिए।
फावड़े, ब्लेड और कटिंग को कागज में लपेटे बिना सिकुड़न फिल्म में पैक करने की अनुमति है।
उपभोक्ता के साथ समझौते से, परिवहन और भंडारण के दौरान यांत्रिक क्षति और जंग से फावड़ियों की सुरक्षा सुनिश्चित करने के लिए अन्य पैकेजिंग की अनुमति है।
(परिवर्तित संस्करण, संशोधन क्रमांक 1)।
2.29. कटिंग के बंडलों को पैक किया जाना चाहिए लकड़ी के लट्ठे GOST 12082-82 के अनुसार, प्रकार II-3 और II-4 या GOST 2991-85 के अनुसार बक्से, प्रकार II-2।
(परिवर्तित संस्करण, संशोधन क्रमांक 1)।
2.30. परिवहन पैकेजों में फावड़ियों का परिवहन करते समय, उन्हें GOST 9078-84 के अनुसार पैलेटों पर बनाया जाना चाहिए।
परिवहन पैकेज को GOST 3560-73 के अनुसार स्टील पैकिंग टेप या GOST 3282-74 के अनुसार स्टील के तार से सुरक्षित किया जाना चाहिए।
परिवहन पैकेज का आयाम 800×1200×900 मिमी है।
पैकेज का वजन 1000 किलोग्राम से अधिक नहीं है।
(परिवर्तित संस्करण, संशोधन क्रमांक 1)।
2.31. GOST 20435-75 और GOST 22225-76 के अनुसार सार्वभौमिक कंटेनरों में उत्पाद भेजते समय, बंडलों को परिवहन पैकेज में पैक नहीं किया जाना चाहिए।
2.32. सुदूर उत्तर और दूरदराज के क्षेत्रों में भेजे जाने वाले उत्पादों की पैकेजिंग GOST 15846-79 के अनुसार है।
3. स्वीकृति
3.1. इस मानक की आवश्यकताओं के साथ फावड़ियों के अनुपालन को सत्यापित करने के लिए स्वीकृति और आवधिक परीक्षण किए जाने चाहिए।
3.2. फावड़े बैचों में स्वीकृति के लिए प्रस्तुत किए जाते हैं। एक बैच को एक पाली में निर्मित फावड़े माना जाता है और एक दस्तावेज़ का उपयोग करके स्वीकृति के लिए प्रस्तुत किया जाता है।
3.3. स्वीकृति परीक्षण निम्नलिखित दायरे में किए जाने चाहिए: पैराग्राफ की आवश्यकताओं के अनुपालन के लिए। 2.4; 2.7; 2.12 - 2.19; 2.25 और 2.26 - पैराग्राफ की आवश्यकताओं के अनुपालन के लिए 100% उत्पाद। 2.3 (पेंटिंग से पहले); 2.5; 2.6 (पेंटिंग से पहले); 2.9 - 2.11 (2.9 - हैंडल के साथ असेंबली से पहले); 2.20; 2.21; 2.24; 2.26 - फावड़े का 0.1% और स्वीकृत बैच से 0.5% कटिंग, लेकिन 5 टुकड़ों से कम नहीं। स्पॉट जांच के परिणाम संपूर्ण लॉट पर लागू होते हैं।
3.4. पैराग्राफ की आवश्यकताओं के अतिरिक्त नियंत्रण के साथ स्वीकृति परीक्षणों के दायरे में तिमाही में कम से कम एक बार आवधिक परीक्षण किए जाने चाहिए। 2.1; 2.2; 2.8; 2.22 और 2.24. आवधिक परीक्षण के लिए, बैच से 1% फावड़े चुने जाते हैं, लेकिन 10 टुकड़ों से कम नहीं।
3.5. यदि कम से कम एक संकेतक के लिए असंतोषजनक परीक्षण परिणाम प्राप्त होते हैं, तो एक ही बैच से ली गई दोगुनी संख्या में फावड़ियों का दोहरा परीक्षण किया जाना चाहिए।
पुनः परीक्षण के परिणाम अंतिम हैं.
4. नियंत्रण के तरीके
4.1. उपस्थितिफावड़े और कनेक्शन की ताकत (खंड 2.4; 2.7; 2.12 - 2.19; 2.25) को संदर्भ नमूनों के साथ तुलना करके दृष्टिगत रूप से जांचा जाना चाहिए।
4.2. फावड़े के आकार की जाँच करना, अधिकतम विचलनकटिंग एज के आयाम, तीक्ष्ण कोण और मोटाई (खंड 2.1; 2.5; 2.6; 2.9 - 2.11) एक सार्वभौमिक माप उपकरण या टेम्पलेट का उपयोग करके किया जाना चाहिए।
नाममात्र मूल्य से फावड़ा ब्लेड की सतह के विचलन की जाँच की जानी चाहिए चरम बिंदु अनुभाग А-А, शैतान पर संकेत दिया। 2 - 16.
4.3. फावड़े के ब्लेड की कठोरता (खंड 2.3) को GOST 9013-59 के अनुसार 5 बिंदुओं पर निर्धारित किया जाना चाहिए, ब्लेड के किनारे से 15 - 50 मिमी दूर और परिधि के चारों ओर समान रूप से दूरी पर।
4.4. फावड़े के ब्लेड की ताकत की जांच एक उपकरण में की जाती है जो ब्लेड को काटने के किनारे से 115 मिमी की दूरी पर जकड़ देता है।
खंड 2.8 के अनुसार फावड़े के ब्लेड को झुकने वाले क्षण के 2/3 के बराबर प्रारंभिक भार के अधीन किया जाता है। लोड हटाने के बाद, हैंडल की स्थिति को क्लैंपिंग बिंदु से 700 मिमी की दूरी पर ठीक करें।
ब्लेड को पूरे बेंडिंग मोमेंट के साथ लोड करने और लोड हटाने के बाद, हैंडल की स्थिति को समान दूरी पर ठीक करें। माप में अंतर 7 मिमी से अधिक नहीं होना चाहिए।
पैर की अंगुली की टोपी के कपड़े में संक्रमण के क्षेत्र (आगे की रेखा से पैर की टोपी या अस्तर के अंत तक), साथ ही वेल्डेड और रिवेटेड जोड़ों की ताकत के लिए एक उपकरण में जांच की जाती है जो सुनिश्चित करता है कि वे लोड किए गए हैं झुकने का क्षण खंड 2.8 में स्थापित किया गया है, जबकि निचला समर्थन अग्रिम की रेखा पर स्थित होना चाहिए। निर्दिष्ट क्षेत्र और कनेक्शन को 1 मिनट के लिए झुकने वाले क्षण का सामना करना होगा।
(नया संस्करण, संशोधन संख्या 1)।
4.5. खंड 2.23 के अनुसार झुकने वाले क्षण को लागू करके टुल्लेका का अनुकरण करने वाले उपकरण में हैंडल की ताकत की जांच की जानी चाहिए। परीक्षण के बाद, हैंडल पर कोई दरार या प्रदूषण नहीं होना चाहिए।
(नया संस्करण, संशोधन संख्या 1)।
4.6. गांठें GOST 2695-83 द्वारा निर्दिष्ट आयामों से अधिक नहीं होनी चाहिए।
4.7. लकड़ी के हिस्सों की नमी की जाँच करना (खंड 2.22) - GOST 16483.7-71 के अनुसार या GOST 16588-79 के अनुसार।
4.8. पेंट और वार्निश लगाने से पहले लकड़ी के हिस्सों की सतह का खुरदरापन GOST 15612-85 के अनुसार निर्धारित किया जाना चाहिए।
4.9. GOST 2140-81 के अनुसार लकड़ी या वर्कपीस पर फाइबर के स्पर्शरेखा झुकाव की जाँच की जानी चाहिए।
5. परिवहन और भंडारण
5.1. फावड़े का परिवहन किसी भी प्रकार के ढके हुए परिवहन का उपयोग करके किया जाता है वाहनोंया एक विशिष्ट प्रकार के परिवहन के लिए लागू परिवहन नियमों के अनुसार सार्वभौमिक कंटेनर।
5.2. पैक किए गए फावड़ियों का भंडारण - समूह सी GOST 15150-69 के अनुसार।
6. निर्माता वारंटी
6.1. निर्माता को यह गारंटी देनी होगी कि निर्मित फावड़े परिवहन, भंडारण और संचालन की शर्तों के अधीन इस मानक की आवश्यकताओं का अनुपालन करते हैं।
6.2. गारंटी अवधिफावड़े का संचालन - खुदरा के माध्यम से बिक्री की तारीख से 12 महीने ट्रेडिंग नेटवर्क, और गैर-बाजार उपभोग के लिए फावड़ियों के लिए - उपभोक्ता द्वारा प्राप्ति के क्षण से।
आवेदन पत्र। (हटाया गया, संशोधन संख्या 1)।
सूचना डेटा
1. यूएसएसआर लौह धातुकर्म मंत्रालय द्वारा विकसित और प्रस्तुत किया गया
कलाकारों
ई.ए. मुरावियोव,पीएच.डी. तकनीक. विज्ञान (विषय नेता); जैसा। मायलनिकोव,पीएच.डी. तकनीक. विज्ञान; वी.ए. रबोव्स्की; एन.एस. चेरेम्निख; वी.एम. ईडेनज़ोन,पीएच.डी. तकनीक. विज्ञान; ए.आई. सेलेटकोव,पीएच.डी. तकनीक. विज्ञान; वी.वी. कोरोल,पीएच.डी. तकनीक. विज्ञान
2. 21 जुलाई, 1987 संख्या 3141 के मानकों पर यूएसएसआर राज्य समिति के संकल्प द्वारा अनुमोदित और लागू किया गया
3. GOST 3620-76 के बजाय, GOST 19596-74
4. निरीक्षण दिनांक - 1992
5. संदर्भ विनियामक और तकनीकी दस्तावेज़
|
आइटम नंबर |
|
|
गोस्ट 9.032-74 |
|
|
गोस्ट 9.104-79 |
|
|
गोस्ट 1050-74 |
|
|
गोस्ट 1144-80 |
|
|
गोस्ट 1145-80 |
|
|
गोस्ट 2140-81 |
|
|
गोस्ट 2695-83 |
|
|
गोस्ट 2789-73 |
|
|
गोस्ट 2991-85 |
|
|
गोस्ट 3282-74 |
|
|
गोस्ट 3560-73 |
|
|
गोस्ट 4543-71 |
|
|
गोस्ट 4976-83 |
|
|
गोस्ट 5631-79 |
|
|
गोस्ट 6449.1-82 |
|
|
गोस्ट 6465-76 |
|
|
1. वर्गीकरण, प्रकार एवं मुख्य आयाम.. 1 2. तकनीकी आवश्यकताएँ। ग्यारह 3. स्वीकृति. 13 4. नियंत्रण के तरीके. 14 5. परिवहन और भंडारण. 14 6. निर्माता की वारंटी. 14 |
इस लेख में, पाठक फावड़े के हैंडल के महत्व को जानेंगे, तैयार उत्पाद का चयन कैसे करें, और उपकरण के इस हिस्से की निर्माण तकनीक से परिचित होंगे।
कौन सा मास्टर फावड़े जैसे सरल उपकरण की अपरिहार्यता से इनकार करेगा? रोजमर्रा की जिंदगी, और, विशेष रूप से निर्माण प्रक्रिया के दौरान - मरम्मत का काम? जब फावड़े का आधार मजबूत होता है तो उपकरण अपना काम ठीक से करता है और हैंडल की खराबी पर कम ही लोग ध्यान देते हैं। लेकिन अगर कटिंग अचानक बहुत लंबी/छोटी हो जाए, अस्थिर हो जाए और सूखने का खतरा हो, तो काम करना पूरी तरह से असंभव हो जाता है।
संगीन फावड़े के लिए लकड़ी का हैंडल चुनने के लिए संक्षिप्त सिफारिशें
कई कारीगरों की गलती यह होती है कि अक्सर जल्दबाजी में वे पहली फैक्ट्री कटिंग खरीद लेते हैं और उसे मौजूदा संगीन से जोड़ने की कोशिश करते हैं। परिणाम हमेशा सकारात्मक नहीं होता. उपकरण को खराब न करने के लिए, यह जानना अच्छा होगा कि साधारण फावड़े 3 प्रकारों में विभाजित होते हैं: टाइप पी, टाइप बी और टाइप यू। स्वाभाविक रूप से, धातु ब्लेड और अस्तर मोटाई, आकार में भिन्न होते हैं और अलग-अलग कटिंग की आवश्यकता होती है। अपने प्रकार को जानना संगीन फावड़ाआप सुरक्षित रूप से उस स्टोर पर जा सकते हैं जहां वे आपको उठा लेंगे वांछित प्रकारकलमों
छोटी युक्तियाँ बेहतर ढंग से याद रखी जाएंगी यदि वे आपको बताएं कि उच्च गुणवत्ता वाली कटिंग कैसी दिखनी चाहिए, लेकिन यह कैसी नहीं दिखनी चाहिए। इसलिए, सतही तौर पर निम्नलिखित की अनुमति नहीं है:
- दरारें,
- wormholes
- पायदान,
- चिप्स,
- कुतिया,
- गुच्छे,
- सड़ांध
उत्पाद का रंग एक समान, समान होना चाहिए सौम्य सतह. वार्निश कोटिंग की अनुमति है.
ग्रीष्मकालीन निवासी और माली के लिए कुछ शब्द
जहाँ तक कुदाल, निराई और खेती करने वालों का सवाल है, उनके साथ स्थिति सरल है। इस श्रेणी के उपकरणों का निर्माण GOST 19598-74 के अनुसार किया जाता है, इसलिए फावड़े के हैंडल की लंबाई को सख्ती से विनियमित किया जाता है। कुदाल 3 प्रकार की होती हैं: हिलिंग, निराई और सार्वभौमिक। प्रत्येक प्रकार के लिए हैंडल की लंबाई क्रमशः 1200, 1300 और 1400 मिमी है। खरपतवारों को लूप (पीपी) में भी वर्गीकृत किया जाता है, ज़िगज़ैग ब्लेड (जेडएल) के साथ, सीधे ब्लेड (पीएल) के साथ, और संयुक्त (के) पीपी और पीएल के लिए कटिंग की लंबाई 1200 -1400 मिमी होगी, जेडएल के लिए। और के - 1100 मिमी. और अंत में, कल्टीवेटर के लिए हैंडल 1200 मिमी की लंबाई के साथ सबसे आसानी से बनाया जाता है। अब जबकि तकनीकी जानकारी हमारे पीछे है, आपके उद्यान सहायक के लिए कटिंग खरीदना बहुत आसान हो जाएगा।
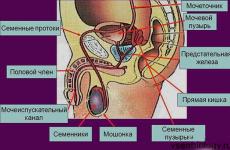
साथसोवियत परिवार
उनकी विशेषज्ञता के कारण, फावड़ियों को महत्वपूर्ण भार का सामना करने की आवश्यकता होती है। वे जमीन में काम करने के लिए उपयुक्त नहीं हैं, लेकिन वे थोक सामग्री के साथ उत्कृष्ट काम करते हैं: रेत, कुचल पत्थर, कोयला। कभी-कभी बर्फ हटाने के लिए इस प्रकार के फावड़े का उपयोग किया जाता है। स्कूप्स के बीच, आप अक्सर एल्यूमीनियम फावड़े के हैंडल पा सकते हैं। बर्फ हटाने के उपकरण अक्सर हल्के, टिकाऊ प्लास्टिक से बने होते हैं। इस प्रजाति की एक और खासियत है. यदि संगीन और बगीचे के फावड़े आमतौर पर सीधे होते हैं, तो स्कूप फावड़े में घुमावदार हैंडल होते हैं और अंत में एक हैंडल के साथ हैंडल होते हैं।
DIY फावड़ा हैंडल
और अब हम लेख के उस हिस्से पर आते हैं जिसका सबसे रचनात्मक पाठक इंतजार कर रहे थे। हम आपको आश्वस्त करने का साहस करते हैं कि फावड़े के लिए कटिंग बनाने की प्रक्रिया विशेष रूप से जटिल या श्रम-गहन नहीं है। एक निश्चित दृढ़ता और निपुणता के साथ, एक नौसिखिया मास्टर भी ऐसा आवश्यक कार्य कर सकता है।
आपके पास अपने पास होना चाहिए: एक मजबूत बोर्ड या स्लैब, एक गोलाकार आरी, एक इलेक्ट्रिक प्लेन, एक हैंड प्लेन, एक स्क्रूड्राइवर और एक सेल्फ-टैपिंग स्क्रू।
आपने ऊपर जो पढ़ा है, उससे आप पहले से ही जानते हैं कि तैयार कटिंग में कौन से दोष मौजूद नहीं होने चाहिए, जिससे आप अंदाजा लगा सकते हैं कि भविष्य के उत्पाद के लिए किस प्रकार का बोर्ड लेना है।
का उपयोग करके परिपत्र देखाऔर एक इलेक्ट्रिक प्लानर से हम बोर्ड को एक आयताकार पट्टी की स्थिति में संसाधित करते हैं।
इसका क्रॉस-सेक्शन लगभग 3 x 4 सेमी होगा। इस स्तर पर एक दिलचस्प बिंदु है - आप कटिंग को आयताकार छोड़ सकते हैं। कुछ प्रकार के कार्यों के लिए काटना आयताकार खंडअधिक सुविधाजनक हो सकता है. गोल हैंडल के विपरीत, यह आपके हाथों में इतना फिसलता नहीं है और "रास्ते से हटने" की कोशिश नहीं करता है। यदि आप पहले विकल्प के प्रति इच्छुक नहीं हैं, एक हाथ विमान के साथहम कोनों को गोल करते हैं, और धीरे-धीरे हैंडल के सिरे को तेज करते हैं। समय-समय पर आपको इस नुकीले सिरे को संगीन पर लगाना होगा। इसे बहुत पतला बनाने और पूरे काम को बर्बाद करने की तुलना में कम लकड़ी निकालना और फिर हैंडल को थोड़ा तेज करना बेहतर है।
हम ब्लॉक को तब तक तेज़ करना जारी रखते हैं जब तक कि यह संगीन खांचे में आधा फिट न हो जाए। प्रक्रिया के दौरान, आप पहले ही देख चुके हैं कि नाली एक कोण पर स्थित है और इसकी गहराई असमान है। हम इस असमानता के अनुसार हैंडल से छीलन हटाते हैं।
हैंडल के सिरे को भी फावड़े के ब्लेड की ओर मोड़ना होगा, अन्यथा यह उपकरण को जमीन में प्रवेश करने से रोक देगा। हैंडल पर फावड़ा कैसे रखें? यदि आपने ब्लॉक को सही ढंग से तेज किया है, तो इसके बिना हैंडल के साथ कोई समस्या नहीं होगी विशेष प्रयासफावड़े में दो-तिहाई फिट होगा। जो कुछ बचा है उसे कठोर सतह पर जोरदार प्रहार के साथ खांचे के अंत तक ले जाना है।
विश्वसनीयता के लिए परिणाम को स्व-टैपिंग स्क्रू से सुरक्षित करने की आवश्यकता है। इसकी अनुपस्थिति में, आप नियमित कील का उपयोग कर सकते हैं। अब आप प्रवेश कर सकते हैं अंतिम रूप देना. आइए अपनी रचना को फिर से देखें और रेगमालहम सभी अनियमितताओं को संसाधित करते हैं और कटिंग को स्पष्ट वार्निश के साथ कवर करते हैं। यूनिवर्सल हाउसकीपिंग असिस्टेंट तैयार है. यदि चाहें, तो आप हैंडल के दूसरे सिरे पर एक हैंडल लगा सकते हैं।

फावड़ियों
तकनीकी शर्तें
गोस्ट 19596-87
मानकों पर यूएसएसआर राज्य समिति
मास्को
यूएसएसआर संघ का राज्य मानक
वैधता 01.01.89 से
01/01/94 तक
मानक का अनुपालन करने में विफलता कानून द्वारा दंडनीय है
यह मानक निर्माण, बागवानी और लोडिंग और अनलोडिंग कार्य के लिए इच्छित फावड़ियों पर लागू होता है।
1. वर्गीकरण, प्रकार और मुख्य आयाम
1.1. फावड़ियों को प्रकार के अनुसार विभाजित किया गया है:
निर्माण;
बागवानी;
लोडिंग और अनलोडिंग।
फावड़ा तत्वों का पदनाम
1 - कैनवास; 2 - टुल्लेका; 3 - डाल
तालिका नंबर एक
|
नाम |
उद्देश्य |
ड्राइंग संख्या |
|
|
निर्माण फावड़े |
|||
|
नुकीला खुदाई करने वाला फावड़ा |
मिट्टी खोदने के लिए |
||
|
आयताकार खुदाई फावड़ा |
|||
|
उठाने का फावड़ा |
मिट्टी और थोक सामग्री को इकट्ठा करने और स्थानांतरित करने के लिए |
||
|
पहलूदार पिक-अप फावड़ा |
|||
|
मोर्टार फावड़ा |
घोल खिलाने और समतल करने के लिए |
||
|
बगीचे के फावड़े |
|||
|
बगीचे और बगीचे की खुदाई का फावड़ा |
मध्यम और नरम मिट्टी पर काम के लिए |
||
|
बगीचे और बगीचे की खुदाई का फावड़ा |
|||
|
सार्वभौमिक बागवानी फावड़ा |
|||
|
फावड़े लोड करना और उतारना |
|||
|
रेत फावड़ा |
रेत, कुचल पत्थर, डामर और अन्य थोक सामग्री को उठाने, उतारने, लोड करने के लिए |
||
|
अनाज का फावड़ा |
अनाज और हल्की थोक सामग्री को उठाने और उतारने के लिए |
||
|
कोयला फावड़ा |
लंबी दीवार में कोयले का ढेर लगाने और नोकदार दरार से कोयले का एक टुकड़ा निकालने के लिए |
||
|
धातुकर्म फावड़ा |
लोडिंग और अनलोडिंग कार्यों के लिए धातुकर्म उत्पादन |
||
|
वंशावली फावड़ा |
चट्टान, अयस्क, कुचला हुआ पत्थर लोड करने के लिए |
||
|
खनन फावड़ा |
|||
|
बर्फ का फावड़ा |
बर्फ हटाने के लिए |
||
1.3. ब्लेड के डिज़ाइन के अनुसार फावड़े बनाये जाते हैं:
ठोस मुहर लगी हुई;
पूर्वनिर्मित (लागू तुलिका के साथ)।
GOST 25346-82 के अनुसार फावड़ा ब्लेड के लिए अनिर्दिष्ट अधिकतम विचलन ±।
नुकीला खुदाई करने वाला फावड़ा, एलकेओ

वजन - 0.98 किलोग्राम से अधिक नहीं
बकवास। 2.
आयताकार खुदाई फावड़ा, पेंटवर्क

वजन - 1.05 किलोग्राम से अधिक नहीं
बकवास। 3. (परिवर्तित संस्करण, संशोधन क्रमांक 1)।
पिक-अप फावड़ा, एल.पी

वजन - 1.2 किलोग्राम से अधिक नहीं
पहलूदार पिक-अप फावड़ा, एलपीजी

वजन - 1.6 किलोग्राम से अधिक नहीं
मोर्टार फावड़ा, एलआर

वजन - 1.3 किलोग्राम से अधिक नहीं
बकवास। 6. (परिवर्तित संस्करण, संशोधन क्रमांक 1)।
बगीचे और बगीचे की खुदाई का फावड़ा, एलओपी

वजन - 1.2 किलोग्राम से अधिक नहीं
बगीचे और बगीचे की खुदाई का फावड़ा, प्यार

वजन - 1.2 किलोग्राम से अधिक नहीं
यूनिवर्सल बागवानी फावड़ा, एलओयू


आयाम, मिमी
वजन - 1.5 किलोग्राम से अधिक नहीं
बकवास। 9. (परिवर्तित संस्करण, संशोधन क्रमांक 1)।
रेत फावड़ा, एलएसपी


वजन - 0.98 किलोग्राम से अधिक नहीं
बकवास। 10. (परिवर्तित संस्करण, संशोधन क्रमांक 1)।
अनाज फावड़ा, एलएसजेड

वजन - 0.75 किलोग्राम से अधिक नहीं
कोयला फावड़ा, एलयू

वजन - 1.64 किलोग्राम से अधिक नहीं
धातुकर्म फावड़ा, एलएम


आयाम, मिमी
वजन - 1.4 किलोग्राम से अधिक नहीं
रॉक फावड़ा, एलपीआर

वजन - 1.29 किलोग्राम से अधिक नहीं
खनन फावड़ा, एलजीआर

वजन - 1.17 किलोग्राम से अधिक नहीं
बर्फ फावड़ा, एलएसयू

वजन - 1.4 किलोग्राम से अधिक नहीं
1.5. फावड़ा कटिंग 5 प्रकार से बनाई जाती है (ड्राइंग):
1 - एक कांटा संभाल के साथ;
2 - टी-आकार के हैंडल के साथ;
3 - बॉल हेड के साथ;
4 - एक अर्धगोलाकार सिर के साथ;
5 - एक धातु की छड़ के साथ एक बॉल हेड के साथ।
फावड़े के हैंडल के लिए अनिर्दिष्ट अधिकतम विचलन ± IT17 के अनुसार गोस्ट 6449.1-82 .

कटिंग के रोपण भाग के आयाम, मिमी
|
फावड़ा प्रकार |
|
|
एलकेओ, एलकेपी, एलपी, एलपीजी, एलयू-1, एलयू-2, एलएम-1, एलएम-2, एलपीआर |
|
बकवास। 17. (परिवर्तित संस्करण, संशोधन क्रमांक 1)।
टिप्पणियाँ:
1. इसे 35 मिमी के व्यास के साथ बागवानी फावड़ियों के लिए कटिंग का उत्पादन करने की अनुमति है।
2. वीओसी और एलओयू प्रकार के फावड़ों के लिए, शंक्वाकार भाग के बिना कटिंग करने की अनुमति है।
3. झुकाव के 2 कोणों के साथ बागवानी फावड़ियों के लिए कटिंग के लिए शंक्वाकार सीटें बनाने की अनुमति है।
(परिवर्तित संस्करण, संशोधन क्रमांक 1)।
1300 मिमी लंबे प्रकार 4 के हैंडल के साथ एलकेओ प्रकार के फावड़े के प्रतीक का एक उदाहरण:
एलकेओ-4-1300 गोस्ट 19596-87
वही, प्रकार LOU, संस्करण 1, चौड़ाई 210 मिमी, हैंडल प्रकार 1 के साथ:
फैब्रिक और ट्यूलिका - रोल्ड पतली शीट स्टील ग्रेड 30ХГС के अनुसार गोस्ट 4543-71, 45, 50 GOST 1050-74 के अनुसार, BSt5, BSt6 GOST 380-88 के अनुसार या भौतिक और यांत्रिक गुणों वाले अन्य ग्रेड जो संकेतित गुणों से कम नहीं हों;
कांटा और पैर की अंगुली - GOST 1050-174 के अनुसार रोल्ड पतली शीट स्टील ग्रेड 10, 15, 20 या GOST 380-88 के अनुसार BSt2, BSt3;
रॉड - GOST 380-88 के अनुसार स्टील BSt0, BSt2, BSt3;
हैंडल और हैंडल - प्रथम श्रेणी दृढ़ लकड़ी: सन्टी, राख, मेपल गोस्ट 2695-83 .
टिप्पणियाँ:
1. इसके अनुसार प्लास्टिक से हैंडल और कांटे बनाने की अनुमति है गोस्ट 16338-85 .
2. पैराग्राफ की आवश्यकताओं के अनुसार, प्रकार 5 की कटिंग को छोड़कर, अन्य सामग्रियों से कटिंग करने की अनुमति है।
3. पतली शीट वाले रोल्ड स्टील ग्रेड बीएसटी5, बीएसटी6, 10, 15, 20, 45 और 50 को टीयू 14-1-4118-86 के अनुसार GOST 16523-70, 30KhGS की आवश्यकताओं का पालन करना चाहिए।
4. रोल्ड शीट की मोटाई में अनुमेय विचलन आवश्यकताओं का अनुपालन करना चाहिए गोस्ट 19903-74और GOST 19904-74।
2.2. (परिवर्तित संस्करण, संशोधन क्रमांक 1)।
2.7. (परिवर्तित संस्करण, संशोधन क्रमांक 1)।
फावड़ियों के लिए झुकने का क्षण, N×m, कम नहीं
लोप, लव, लो
एलपी, एलआर, एलएसपी, एलयू-1, एलयू-2, एलएम-1, एलएम-2, एलपीआर, एलजीआर एलपीजी, एलएसजेड
कटिंग एज से ब्लेड 115 मिमी की दूरी पर
कैनवास पर संक्रमण के स्थान पर तुलेयका
टिप्पणी। 150 मिमी की ब्लेड चौड़ाई वाले फावड़ियों को 160 N×m के ब्लेड का परीक्षण करते समय झुकने वाले क्षण बल का सामना करना होगा। 35 मिमी के हैंडल व्यास के साथ फावड़े के ब्लेड में संक्रमण के बिंदु पर मुकुट को 300 N×m के झुकने वाले क्षण का सामना करना होगा।
टिप्पणी। (अतिरिक्त रूप से प्रस्तुत, संशोधन संख्या 1)।
2.9. (परिवर्तित संस्करण, संशोधन क्रमांक 1)।
2.10. एलकेओ और एलकेपी प्रकार के फावड़े ब्लेडों के लिए, हमले से पहले ब्लेड की 90% लंबाई के लिए गर्मी का इलाज किया जाता है, कम से कम 8 मिमी की ऊंचाई और कम से कम 100 मिमी की लंबाई के साथ एक कठोर पसली बनाई जानी चाहिए। आक्रमण क्षेत्र.
2.13. वेल्ड में प्रवेश की कमी और बर्न-थ्रू की अनुमति नहीं है।
2.14. उपभोक्ता के साथ समझौते से, बिना कटिंग के फावड़े का उत्पादन करने की अनुमति है।
2.14. (परिवर्तित संस्करण, संशोधन क्रमांक 1)।
निर्माण और लोडिंग और अनलोडिंग फावड़ियों के लिए, उपभोक्ता के साथ समझौते पर अन्य जंग-रोधी कोटिंग्स की अनुमति है।
2.19. (परिवर्तित संस्करण, संशोधन क्रमांक 1)।
2.20. लकड़ी के हिस्सों की सतह दरारें, पपड़ी, वर्महोल, चिप्स और अन्य दोषों से मुक्त होनी चाहिए।
10 मिमी तक के व्यास के साथ तीन से अधिक स्वस्थ ब्लाइंड गांठें या प्लग रखने की अनुमति नहीं है, जो हैंडल के शीर्ष से लंबाई का 1/3 भाग स्थित है, और 10 मिमी के व्यास के साथ दो से अधिक नहीं है। 8 मिमी - शेष कटिंग पर।
प्लग को कटिंग के समान लकड़ी से बनाया जाना चाहिए और नमी प्रतिरोधी गोंद का उपयोग करके स्थापित किया जाना चाहिए। प्लग का व्यास संबंधित गांठों के व्यास से 20% से अधिक नहीं होना चाहिए।
नमी प्रतिरोधी गोंद के साथ कटिंग को लंबाई में चिपकाने की अनुमति है।
2.21. कटिंग के लकड़ी के रेशों का स्पर्शरेखीय झुकाव कटिंग लंबाई के प्रति 1 मीटर 20 मिमी से अधिक नहीं होना चाहिए।
इसके अनुसार फावड़े के लकड़ी के हिस्सों (बागवानी के हिस्सों को छोड़कर) को सुखाने वाले तेल से ढकने की अनुमति है गोस्ट 7931-76 .
2.27. प्रत्येक फावड़े पर निम्नलिखित स्पष्ट रूप से अंकित होना चाहिए:
निर्माता का ट्रेडमार्क;
कीमत (खुदरा बिक्री के लिए फावड़ियों के निर्माण के लिए)।
बिना ब्लेड वाले फावड़े की कटिंग को बंडलों में पैक किया जाना चाहिए, फास्टनरों को अलग बैग में पैक किया जाना चाहिए और कटिंग के बंडल से जोड़ा जाना चाहिए। बंडल का वजन कुल 15 किलोग्राम से अधिक नहीं होना चाहिए।
फावड़े, ब्लेड और कटिंग को कागज में लपेटे बिना सिकुड़न फिल्म में पैक करने की अनुमति है।
उपभोक्ता के साथ समझौते से, परिवहन और भंडारण के दौरान यांत्रिक क्षति और जंग से फावड़ियों की सुरक्षा सुनिश्चित करने के लिए अन्य पैकेजिंग की अनुमति है।
2.28. (परिवर्तित संस्करण, संशोधन क्रमांक 1)।
परिवहन पैकेजों को स्टील पैकिंग टेप से सुरक्षित किया जाना चाहिए गोस्ट 3560-73या स्टील का तार गोस्ट 3282-74 .
परिवहन पैकेज का आयाम 800´1200´900 मिमी है।
पैकेज का वजन 1000 किलोग्राम से अधिक नहीं है।
2.30. (परिवर्तित संस्करण, संशोधन क्रमांक 1)।
3. स्वीकृति
3.1. इस मानक की आवश्यकताओं के साथ फावड़ियों के अनुपालन को सत्यापित करने के लिए स्वीकृति और आवधिक परीक्षण किए जाने चाहिए।
3.2. फावड़े बैचों में स्वीकृति के लिए प्रस्तुत किए जाते हैं। एक बैच को एक पाली में निर्मित फावड़े माना जाता है और एक दस्तावेज़ का उपयोग करके स्वीकृति के लिए प्रस्तुत किया जाता है।
3.3. स्वीकृति परीक्षण निम्नलिखित दायरे में किए जाने चाहिए: पैराग्राफ की आवश्यकताओं के अनुपालन के लिए। ; ; - ; और - पैराग्राफ की आवश्यकताओं के अनुपालन के लिए 100% उत्पाद। (रंग भरने से पहले); ; (रंग भरने से पहले); - (- कटिंग के साथ असेंबली से पहले); ; ; ; - स्वीकृत बैच से 0.1% फावड़े और 0.5% कटिंग, लेकिन 5 टुकड़ों से कम नहीं। स्पॉट जांच के परिणाम संपूर्ण लॉट पर लागू होते हैं।
3.4. पैराग्राफ की आवश्यकताओं के अतिरिक्त नियंत्रण के साथ स्वीकृति परीक्षणों के दायरे में तिमाही में कम से कम एक बार आवधिक परीक्षण किए जाने चाहिए। ; ; ; और । आवधिक परीक्षण के लिए, बैच से 1% फावड़े चुने जाते हैं, लेकिन 10 टुकड़ों से कम नहीं।
3.5. यदि कम से कम एक संकेतक के लिए असंतोषजनक परीक्षण परिणाम प्राप्त होते हैं, तो एक ही बैच से ली गई दोगुनी संख्या में फावड़ियों का दोहरा परीक्षण किया जाना चाहिए।
पुनः परीक्षण के परिणाम अंतिम हैं.
4. नियंत्रण के तरीके
4.1. फावड़ियों की उपस्थिति और कनेक्शन की ताकत (आइटम; ; - ; ) को संदर्भ नमूनों के साथ तुलना करके दृष्टिगत रूप से जांचा जाना चाहिए।
4.2. फावड़े के आयामों, आयामों में अधिकतम विचलन, तीक्ष्ण कोण और काटने के किनारे की मोटाई (पीपी. ; ; ; - ) की जांच एक सार्वभौमिक माप उपकरण या टेम्पलेट के साथ की जानी चाहिए।
नाममात्र से फावड़े के ब्लेड की सतह के विचलन की जाँच ड्राइंग में इंगित अनुभाग एए के चरम बिंदुओं पर की जानी चाहिए। - .
5. परिवहन और भंडारण
5.1. फावड़ियों का परिवहन किसी विशेष प्रकार के परिवहन के लिए लागू परिवहन नियमों के अनुसार ढके हुए वाहनों या सार्वभौमिक कंटेनरों में किसी भी प्रकार के परिवहन द्वारा किया जाता है।
6. निर्माता वारंटी
6.1. निर्माता को यह गारंटी देनी होगी कि निर्मित फावड़े परिवहन, भंडारण और संचालन की शर्तों के अधीन इस मानक की आवश्यकताओं का अनुपालन करते हैं।
6.2. फावड़ियों के लिए वारंटी अवधि खुदरा नेटवर्क के माध्यम से बिक्री की तारीख से 12 महीने है, और गैर-बाजार खपत के लिए फावड़ियों के लिए - उपभोक्ता द्वारा प्राप्ति की तारीख से।
आवेदन पत्र। (हटाया गया, संशोधन संख्या 1)।
सूचना डेटा
1. यूएसएसआर लौह धातुकर्म मंत्रालय द्वारा विकसित और प्रस्तुत किया गया
कलाकारों
ई.ए. मुरावियोव,पीएच.डी. तकनीक. विज्ञान (विषय नेता); जैसा। मायलनिकोव,पीएच.डी. तकनीक. विज्ञान; वी.ए. रबोव्स्की; एन.एस. चेरेम्निख; वी.एम. ईडेनज़ोन,पीएच.डी. तकनीक. विज्ञान; ए.आई. सेलेटकोव,पीएच.डी. तकनीक. विज्ञान; वी.वी. कोरोल,पीएच.डी. तकनीक. विज्ञान
फावड़ियों
तकनीकी शर्तें
गोस्ट 19596-87
मानकों पर यूएसएसआर राज्य समिति
मास्को
यूएसएसआर संघ का राज्य मानक
वैधता 01.01.89 से
01/01/94 तक
मानक का अनुपालन करने में विफलता कानून द्वारा दंडनीय है
यह मानक निर्माण, बागवानी और लोडिंग और अनलोडिंग कार्य के लिए इच्छित फावड़ियों पर लागू होता है।
1. वर्गीकरण, प्रकार और मुख्य आयाम
1.1. फावड़ियों को प्रकार के अनुसार विभाजित किया गया है:
निर्माण;
बागवानी;
लोडिंग और अनलोडिंग।
फावड़ा तत्वों का पदनाम
1 - एक कांटा संभाल के साथ;
2 - टी-आकार के हैंडल के साथ;
3 - बॉल हेड के साथ;
4 - एक अर्धगोलाकार सिर के साथ;
5-धातु की छड़ के साथ बॉल हेड के साथ।
फैब्रिक और टुलिका - GOST 1050-74 के अनुसार रोल्ड पतली शीट स्टील ग्रेड 30KhGS, GOST 1050-74 के अनुसार 45, 50, GOST 380-88 के अनुसार BSt5, BSt6 या भौतिक और यांत्रिक मापदंडों के साथ अन्य ग्रेड संकेतित से कम नहीं;
कांटा और पैर की अंगुली - GOST 1050-174 के अनुसार रोल्ड पतली शीट स्टील ग्रेड 10, 15, 20 या GOST 380-88 के अनुसार BSt2, BSt3;
रॉड - GOST 380-88 के अनुसार स्टील BSt0, BSt2, BSt3;
हैंडल और हैंडल - प्रथम श्रेणी दृढ़ लकड़ी: सन्टी, राख, मेपल।
टिप्पणियाँ:
1. के अनुसार प्लास्टिक से हैंडल और कांटे बनाने की अनुमति है।
2. पैराग्राफ की आवश्यकताओं के अनुसार अन्य सामग्रियों से, प्रकार 5 की कटिंग को छोड़कर, कटिंग बनाने की अनुमति है।
3. पतली शीट वाले रोल्ड स्टील ग्रेड बीएसटी5, बीएसटी6, 10, 15, 20, 45 और 50 को टीयू 14-1-4118-86 के अनुसार GOST 16523-70, 30KhGS की आवश्यकताओं का पालन करना चाहिए।
4. रोल्ड शीट की मोटाई में अनुमेय विचलन को GOST 19904-74 की आवश्यकताओं का पालन करना चाहिए।
2.2. (परिवर्तित संस्करण, संशोधन क्रमांक 1)।
टिप्पणी . 150 मिमी की ब्लेड चौड़ाई वाले फावड़ियों को 160 एन के ब्लेड का परीक्षण करते समय झुकने वाले क्षण बल का सामना करना होगा× मी. 35 मिमी के हैंडल व्यास के साथ फावड़े के ब्लेड में संक्रमण के बिंदु पर टुल्लेका को 300 एन के झुकने वाले क्षण बल का सामना करना होगा।× एम।
टिप्पणी। (अतिरिक्त रूप से प्रस्तुत, संशोधन संख्या 1)।
2.9.
2.10. एलकेओ और एलकेपी प्रकार के फावड़े ब्लेडों के लिए, हमले से पहले ब्लेड की 90% लंबाई के लिए गर्मी का इलाज किया जाता है, कम से कम 8 मिमी की ऊंचाई और कम से कम 100 मिमी की लंबाई के साथ एक कठोर पसली बनाई जानी चाहिए। आक्रमण क्षेत्र.
2.13. वेल्ड में प्रवेश की कमी और बर्न-थ्रू की अनुमति नहीं है।
2.14. उपभोक्ता के साथ समझौते से, बिना कटिंग के फावड़े का उत्पादन करने की अनुमति है।
2.14. (परिवर्तित संस्करण, संशोधन क्रमांक 1)।
निर्माण और लोडिंग और अनलोडिंग फावड़ियों के लिए, उपभोक्ता के साथ समझौते पर अन्य जंग-रोधी कोटिंग्स की अनुमति है।
2.19. (परिवर्तित संस्करण, संशोधन क्रमांक 1)।
2.20. लकड़ी के हिस्सों की सतह दरारें, पपड़ी, वर्महोल, चिप्स और अन्य दोषों से मुक्त होनी चाहिए।
10 मिमी तक के व्यास के साथ तीन से अधिक स्वस्थ ब्लाइंड गांठें या प्लग रखने की अनुमति नहीं है, जो हैंडल के शीर्ष से लंबाई का 1/3 भाग स्थित है, और 10 मिमी के व्यास के साथ दो से अधिक नहीं है। 8 मिमी - शेष कटिंग पर।
प्लग को कटिंग के समान लकड़ी से बनाया जाना चाहिए और नमी प्रतिरोधी गोंद का उपयोग करके स्थापित किया जाना चाहिए। प्लग का व्यास संबंधित गांठों के व्यास से 20% से अधिक नहीं होना चाहिए।
नमी प्रतिरोधी गोंद के साथ कटिंग को लंबाई में चिपकाने की अनुमति है।
2.21. कटिंग की लकड़ी के रेशों का स्पर्शरेखीय झुकाव कटिंग लंबाई के प्रति 1 मीटर 20 मिमी से अधिक नहीं होना चाहिए।
इसके अनुसार फावड़े के लकड़ी के हिस्सों (बागवानी के हिस्सों को छोड़कर) को सुखाने वाले तेल से कोट करने की अनुमति है।
4.3. फावड़ा ब्लेड कठोरता (पी. ) को GOST 9013-59 के अनुसार वेब के किनारे से 15 - 50 मिमी की दूरी पर 5 बिंदुओं पर और परिधि के चारों ओर समान रूप से दूरी पर निर्धारित किया जाना चाहिए।
4.4. फावड़े के ब्लेड की ताकत की जांच एक उपकरण में की जाती है जो ब्लेड को काटने के किनारे से 115 मिमी की दूरी पर जकड़ देता है।
फावड़े के ब्लेड को आइटम के अनुसार झुकने वाले क्षण के 2\3 के बराबर प्रारंभिक भार के अधीन किया जाता है। लोड हटाने के बाद, हैंडल की स्थिति को क्लैंपिंग बिंदु से 700 मिमी की दूरी पर ठीक करें।
ब्लेड को पूरे बेंडिंग मोमेंट के साथ लोड करने और लोड हटाने के बाद, हैंडल की स्थिति को समान दूरी पर ठीक करें। माप में अंतर 7 मिमी से अधिक नहीं होना चाहिए।
टो-टाई के कपड़े में संक्रमण क्षेत्र (आगे बढ़ने की रेखा से टो-टाई या अस्तर के अंत तक), साथ ही वेल्डेड और रिवेटेड जोड़ों की ताकत के लिए एक उपकरण में जांच की जाती है जो सुनिश्चित करता है कि वे लोड किए गए हैं झुकने वाले क्षण को बिंदु पर सेट करके, जबकि निचला समर्थन अग्रिम की रेखा पर स्थित होना चाहिए। निर्दिष्ट क्षेत्र और कनेक्शन को 1 मिनट के लिए झुकने वाले क्षण का सामना करना होगा।
4.4. (
4.5. हैंडल की ताकत को ऐसे उपकरण में जांचा जाना चाहिए जो पैराग्राफ के अनुसार झुकने वाले क्षण को लागू करके टुल्लेका का अनुकरण करता है। परीक्षण के बाद, हैंडल पर कोई दरार या प्रदूषण नहीं होना चाहिए।
4.5. (संशोधित संस्करण, रेव. नंबर 1).
4.6. गांठें निर्दिष्ट आयाम से अधिक नहीं होनी चाहिएगोस्ट 2695-83.
4.7. लकड़ी के हिस्सों (आइटम) की नमी की मात्रा की जाँच करना।) - GOST 16483.7-71 के अनुसार या GOST 16588-79 के अनुसार।
4.8. लकड़ी के हिस्सों की सतह का खुरदरापन किसके द्वारा निर्धारित किया जाना चाहिए?गोस्ट 15612-85 पेंटवर्क लगाने से पहले.
4.9. तंतुओं के स्पर्शरेखीय झुकाव की जाँच लकड़ी या वर्कपीस के अनुसार की जानी चाहिएगोस्ट 2140-81.
5. परिवहन और भंडारण
5.1. फावड़ियों का परिवहन किसी विशेष प्रकार के परिवहन के लिए लागू परिवहन नियमों के अनुसार ढके हुए वाहनों या सार्वभौमिक कंटेनरों में किसी भी प्रकार के परिवहन द्वारा किया जाता है।