Mạch điện của bộ định tuyến. Thiết bị để xay xát. Làm máy phay gỗ bằng tay của chính bạn: hướng dẫn bằng video
Thông tin về hãng sản xuất máy phay đúc hẫng 6р12, 6р12Б
Nhà sản xuất dòng máy phay đa năng 6р12, 6р12Б, thành lập năm 1931.
Nhà máy chuyên sản xuất nhiều loại máy phay đa năng cũng như máy phay DRO và CNC, đồng thời là một trong những doanh nghiệp máy công cụ nổi tiếng nhất ở Nga.
Từ năm 1932 Nhà máy máy phay Gorky tham gia sản xuất máy công cụ và là chuyên gia trong việc phát triển và sản xuất các thiết bị cắt kim loại khác nhau.
Máy phay đa năng dòng P được Nhà máy máy phay Gorky (GZFS) sản xuất từ năm 1972. Các máy này có thiết kế tương tự nhau, thống nhất rộng rãi và là sự cải tiến hơn nữa của các máy tương tự thuộc dòng M.
Ngày nay, máy phay console được sản xuất bởi công ty LLC "Công viên Stanochny", thành lập năm 2007
Lịch sử sản xuất máy công cụ của nhà máy Gorky, GZFS
TRONG 1972 6Р 6Р12 , 6Р12Б , 6Р13 , 6Р13Б , 6Р13Ф3 , 6Р82 , 6R82G , 6Р82Ш , 6Р83 , 6R83G , 6Р83Ш .
TRONG 1975 Năm sau, các máy phay đúc hẫng sao chép sau đây đã được đưa vào sản xuất: 6Р13K.
TRONG 1978 Năm sau, máy phay bàn điều khiển sao chép được đưa vào sản xuất 6Р12K-1, 6Р82K-1.
TRONG 1985 loạt sản phẩm được đưa vào sản xuất 6T-1 máy phay đúc hẫng: 6T12-1 , 6T13-1 , 6T82-1 , 6T83-1 Và GF2171 .
TRONG 1991 loạt sản phẩm được đưa vào sản xuất 6T máy phay đúc hẫng: 6T12 , 6T12Ф20 , 6T13 , 6T13Ф20 , 6T13F3 , 6T82 , 6T82G , 6T82sh , 6T83 , 6T83G , 6Т83Ш .
Máy phay đúc hẫng đứng 6P12. Phạm vi mục đích
Máy phay côngxon với trục xoay thẳng đứng có một bàn di chuyển theo chiều ngang trong mặt phẳng nằm ngang, bàn này được gắn trên một trụ điều khiển di chuyển theo chiều dọc dọc theo các thanh dẫn hướng.
Máy 6P12 khác với máy 6P13 ở công suất lắp đặt của động cơ chuyển động chính và động cơ cấp liệu, kích thước bề mặt làm việc của bàn và mức độ chuyển động của bàn. Máy tốc độ cao 6Р12Б, trái ngược với máy 6Р12, có phạm vi tốc độ trục chính và bước tiến bàn tăng lên cũng như công suất của động cơ chuyển động chính tăng lên.
Máy phay đúc hẫng đứng 6P12 được thiết kế để gia công tất cả các loại chi tiết làm bằng thép, gang, kim loại khó cắt và kim loại màu, chủ yếu dùng dao phay mặt và đầu. Máy có thể xử lý các mặt phẳng thẳng đứng, nằm ngang và nghiêng, rãnh, góc, khung và bề mặt cong.
Để xử lý các bề mặt cong, máy được trang bị một thiết bị sao chép đặc biệt. Việc xử lý các bề mặt cong được thực hiện bằng máy photocopy, đường viền của nó được cảm nhận bằng đầu cảm biến tiếp xúc điện để chuyển động của bàn.
Chất làm mát được cung cấp bởi động cơ của máy bơm ly tâm thẳng đứng qua đường ống dẫn đến dụng cụ.
Đầu trục quay của máy được trang bị cơ cấu chuyển động dọc trục thủ công của ống bọc trục chính, cho phép xử lý các lỗ có trục nằm ở góc lên tới ±45° so với bề mặt làm việc của bàn. Công suất truyền động và độ cứng cao của máy cho phép sử dụng máy cắt làm bằng thép tốc độ cao, cũng như các dụng cụ được trang bị các tấm làm bằng vật liệu tổng hợp cứng và siêu cứng.
Máy được sử dụng trong sản xuất đơn lẻ và sản xuất hàng loạt.
Độ chính xác của máy loại N theo GOST 8-77.
Các chất tương tự của Nga và nước ngoài của máy 6Р12
FSS315, FSS350MR, (FSS450MR)- 315 x 1250 (400 x 1250) - nhà sản xuất Nhà máy máy công cụ Gomel
VM127M- (400 x 1600) - nhà sản xuất Nhà máy chế tạo máy Votkinsk GPO, Doanh nghiệp Thống nhất Nhà nước Liên bang
6D12, 6K12- 320 x 1250 - nhà sản xuất máy phay Dmitrov DZFS
X5032, X5040- 320 x 1320 - nhà sản xuất Shandong Weida Heavy Industries, Trung Quốc
FV321M, (FV401)- 320 x 1350 (400 x 1600) - nhà sản xuất Arsenal J.S.Co. - Kazanlak, Arsenal AD, Bulgaria
Đế hạ cánh và kết nối cho máy phay 6Р12Б

Đế hạ cánh và kết nối cho máy phay 6р12Б
6Р12 Tổng quan về máy phay đúc hẫng đứng

Hình ảnh máy phay đúc hẫng đứng 6р12
6P12 Bố trí các bộ phận của máy phay đúc hẫng

Vị trí các bộ phận của máy phay 6р12
- Giường - 6Р12-1
- Đầu quay - 6Р12-31
- Hộp Số - 6M12П-3
- Hộp đựng thức ăn - 6P82-4
- Hộp công tắc - 6P82-5
- Bảng điều khiển - 6Р12-6
- Bàn và cầu trượt - 6Р82Г-7
- Thiết bị điện - 6P12-8

Vị trí điều khiển của máy phay đúc hẫng 6P12
Danh sách điều khiển của máy phay đúc hẫng 6P12
- Nút "Dừng" (trùng lặp)
- Nút “Bắt đầu trục chính” (trùng lặp)
- Mũi tên chỉ báo tốc độ trục chính
- Chỉ báo tốc độ trục chính
- Nút “Bảng nhanh” (trùng lặp)
- Nút "Xung trục chính"
- Công tắc đèn
- Xoay đầu
- Kẹp tay áo trục chính
- Bánh xích tự động
- Tay cầm để bật chuyển động dọc của bàn
- Kẹp bàn
- Tay quay để di chuyển bàn theo chiều dọc bằng tay
- Nút "Bảng nhanh"
- Nút "khởi động trục chính"
- "Nút dừng
- Chuyển đổi để điều khiển bằng tay hoặc tự động chuyển động dọc của bàn
- Bánh đà để di chuyển ngang bằng tay của bàn
- Cơ cấu chuyển động ngang của chi bàn
- nhẫn vernier
- Tay cầm để di chuyển bàn theo chiều dọc bằng tay
- Nút sửa chữa nấm chuyển nguồn cấp dữ liệu
- Nấm chuyển thức ăn
- Chỉ báo nguồn cấp dữ liệu bảng
- Mũi tên chỉ báo nguồn cấp bảng
- Tay cầm để bật nguồn cấp dữ liệu bảng ngang và dọc
- Kẹp thanh trượt trên thanh dẫn hướng bảng điều khiển
- Tay cầm bật chuyển động dọc của bàn (trùng lặp)
- Tay cầm để bật nguồn cấp dữ liệu bảng ngang và dọc (trùng lặp)
- Tay quay để di chuyển bàn theo chiều dọc bằng tay (trùng lặp)
- Công tắc hướng quay trục chính "trái-phải"
- Công tắc bơm làm mát "bật tắt"
- Công tắc đầu vào "bật-tắt"
- Núm điều chỉnh tốc độ trục chính
- Chuyển sang điều khiển tự động hoặc thủ công và vận hành bàn tròn
- Kẹp bảng điều khiển vào khung
- Tay quay mở rộng tay trục chính
- Kẹp đầu vào khung
Sơ đồ động học của máy phay đúc hẫng 6P12

Sơ đồ động học của máy phay đúc hẫng 6р12
Sơ đồ động học được đưa ra để hiểu các kết nối và tương tác của các bộ phận chính của máy. Số lượng răng (g) của bánh răng được chỉ định trên chú thích (dấu hoa thị cho biết số lần bắt đầu của sâu).
Chuyển động chính được điều khiển bởi động cơ điện mặt bích thông qua khớp nối đàn hồi.
Tốc độ trục chính được thay đổi bằng cách di chuyển ba khối răng dọc theo trục xoay.
Hộp số cung cấp trục chính với 18 tốc độ khác nhau.
Truyền động cấp liệu được thực hiện từ một động cơ điện có mặt bích gắn trong bảng điều khiển. Bằng hai khối ba núm và một bánh răng có thể di chuyển được với ly hợp cam, hộp cấp liệu cung cấp 18 cấp liệu khác nhau, được truyền qua ly hợp bi an toàn tới bàn điều khiển và sau đó, khi ly hợp cam tương ứng được gài, đến bộ điều khiển. vít của chuyển động dọc, ngang và dọc.
Chuyển động tăng tốc đạt được khi bật ly hợp tốc độ cao, quá trình quay của ly hợp này được thực hiện thông qua các bánh răng trung gian trực tiếp từ động cơ điện cấp liệu.
Bộ ly hợp được khóa liên động với bộ ly hợp cấp liệu đang hoạt động, giúp loại bỏ khả năng kích hoạt đồng thời của chúng.
Các đồ thị giải thích cấu trúc của cơ cấu cấp liệu của máy được thể hiện trên Hình 2. 6 và 7. Đối với máy kiểu 6Р12Б (Hình 7), bước tiến dọc ít hơn 3 lần so với bước tiến dọc.
giường là bộ phận cơ sở để gắn các bộ phận và cơ chế còn lại của máy.
Khung được cố định chắc chắn vào đế và cố định bằng ghim.

Bản vẽ đầu quay của máy phay đúc hẫng 6р12
Chóng mặt(Hình 8) được đặt chính giữa vào hốc hình khuyên của cổ giường và được gắn vào đó bằng bốn bu lông vừa khít với một rãnh duy nhất trên mặt bích của giường.
Trục xoay là một trục có hai đỡ được gắn trong một ống bọc có thể thu vào. Độ ma sát dọc trục trong trục chính được điều chỉnh bằng các vòng mài 3 và 4. Độ ma sát tăng ở ổ trục trước được loại bỏ bằng cách mài nửa vòng 5 và siết chặt đai ốc.
Việc điều chỉnh được thực hiện theo trình tự sau:
- ống bọc trục chính mở rộng;
- mặt bích 6 được tháo dỡ;
- nửa vòng được loại bỏ;
- một phích cắm vít được tháo ra khỏi phía bên phải của vỏ đầu;
- qua lỗ, tháo vít 2 để mở đai ốc 1;
- Đai ốc 1 được khóa bằng thanh thép. Bằng cách xoay trục chính bằng đai ốc, đai ốc được siết chặt và điều này sẽ di chuyển vòng trong của ổ trục. Sau khi kiểm tra độ hở của ổ trục, trục chính được chạy ở tốc độ tối đa. Khi hoạt động trong một giờ, nhiệt độ của vòng bi không được vượt quá 60° C;
- đo kích thước khe hở giữa ổ trục và vòng trục chính, sau đó nửa vòng 5 được mài đến lượng yêu cầu;
- nửa vòng được đặt đúng vị trí và cố định;
- Mặt bích 6 được vặn vào.
Để loại bỏ tác động xuyên tâm 0,01 mm, các nửa vòng phải được mài khoảng 0,12 mm.
Chuyển động quay được truyền tới trục chính từ hộp số thông qua một cặp bánh răng côn và một cặp bánh răng trụ lắp ở đầu.
Vòng bi và bánh răng của đầu quay được bôi trơn từ bơm khung, vòng bi trục chính và cơ cấu chuyển động ống bọc được bôi trơn bằng cách ép đùn.
Hộp số gắn trực tiếp vào thân khung. Việc kết nối hộp với trục động cơ điện được thực hiện bằng khớp nối đàn hồi, cho phép sai lệch khi lắp đặt động cơ lên tới 0,5-0,7 mm.
Hộp số có thể được kiểm tra thông qua cửa sổ ở phía bên phải.
Hộp số được bôi trơn bằng bơm pít tông (Hình 9), được dẫn động bởi bộ lệch tâm. Công suất bơm khoảng 2 l/phút. Dầu được cung cấp cho máy bơm thông qua bộ lọc. Từ máy bơm, dầu chảy đến bộ phân phối dầu, từ đó dầu được xả qua ống đồng đến mắt điều khiển máy bơm và qua ống mềm tới đầu quay. Các bộ phận của hộp số được bôi trơn bằng cách bắn dầu từ các lỗ trên ống phân phối dầu nằm phía trên hộp số.
Hộp số cho phép bạn chọn tốc độ cần thiết mà không cần tuần tự đi qua các bước trung gian.
Giá 19 (Hình 10), được di chuyển bằng cần số 18, qua khu vực 15 đến càng 22 (Hình 11) di chuyển con lăn chính 29 bằng đĩa chuyển số 21 theo hướng trục.
Đĩa chuyển số có thể được quay bằng chỉ báo tốc độ 23 thông qua các bánh răng côn 28 và 30. Đĩa có một số hàng lỗ có kích thước nhất định nằm dựa vào các chốt của giá đỡ 31 và 33.
Các giá đỡ ăn khớp với bánh răng 32. Càng chuyển số được gắn vào một trong mỗi cặp giá đỡ. Khi di chuyển đĩa bằng cách ấn vào chốt của một trong các cặp, chuyển động tịnh tiến của các thanh được đảm bảo.
Trong trường hợp này, các càng ở cuối hành trình đĩa chiếm một vị trí tương ứng với sự ăn khớp của các cặp bánh răng nhất định. Để loại trừ khả năng bánh răng bị dừng cứng khi chuyển số, các chốt của 20 thanh răng được nạp lò xo.
Việc cố định mặt số khi chọn tốc độ được đảm bảo bằng quả bóng 27, trượt vào rãnh của bánh xích 24.
Lò xo 25 được điều chỉnh bằng phích cắm 26, có tính đến khả năng cố định rõ ràng của mặt số và lực bình thường khi xoay nó.
Tay cầm 18 (xem Hình 10) được giữ ở vị trí bật bằng lò xo 17 và viên bi 16. Trong trường hợp này, mộng tay cầm vừa khít với rãnh của mặt bích.
Sự tương ứng của tốc độ với các giá trị được chỉ định trên chỉ báo đạt được nhờ một vị trí nhất định của các bánh xe côn dọc theo lưới. Sự ăn khớp chính xác được thiết lập bằng các lõi ở hai đầu răng và khoang ăn khớp hoặc bằng cách đặt con trỏ ở vị trí tốc độ 31,5 vòng/phút và đĩa có càng ở vị trí tốc độ 31,5 vòng/phút (đối với kiểu máy 6Р12Б tốc độ tương ứng là 50 vòng/phút ) . Khoảng cách trong sự ăn khớp của cặp hình nón không được quá 0,2 mm, vì điều này có thể khiến đĩa quay tới 1 mm.
Hộp số được bôi trơn từ hệ thống bôi trơn hộp số bằng cách bắn dầu.
Hộp cấp liệu cho máy phay 6Р12, 6Р12Б

Hình ảnh hộp cấp liệu của máy phay đúc hẫng 6р12
Sơ đồ mạch điện của máy phay 6P12

Sơ đồ mạch điện của máy phay 6р12
Ghi chú
- * - chỉ dành cho máy 6Р82Ш, 6Р83Ш
- ** - theo sơ đồ điện của cơ cấu kẹp dụng cụ
- *** - chỉ dành cho máy 6Р13Б
Thiết bị điện của máy 6Р12
Mạng lưới cung cấp: Điện áp 380 V, dòng điện xoay chiều, tần số 50 Hz
Mạch điều khiển: Điện áp 110 V, dòng điện xoay chiều
Mạch điều khiển: Điện áp 65 V, dòng điện một chiều
Chiếu sáng cục bộ: điện áp 24 V.
Dòng điện định mức (tổng dòng điện định mức của động cơ điện hoạt động đồng thời) 20 A.
Dòng điện định mức của thiết bị bảo vệ (cầu chì, cầu dao) tại điểm cấp nguồn là 63 A.
Thiết bị điện được chế tạo theo tài liệu sau: sơ đồ mạch điện 6P13.8.000Э3. sơ đồ kết nối của sản phẩm R13.8.000E4.
Máy phay côngxon 6P12. Băng hình.
Đặc tính kỹ thuật của máy phay đúc hẫng 6Р12
| Tên tham số | 6N12 | 6M12 | 6Р12 | 6T12 |
|---|---|---|---|---|
| Thông số máy cơ bản | ||||
| Cấp chính xác theo GOST 8-71 và GOST 8-82 | N | N | N | N |
| Kích thước mặt bàn, mm | 1250x320 | 1250x320 | 1250x320 | 1250x320 |
| Khối lượng tối đa của phôi, kg | 250 | 250 | 400 | |
| Khoảng cách từ đầu trục chính tới bàn máy, mm | 30..400 | 30..400 | 30..450 | 30..450 |
| Khoảng cách từ trục chính đến các thanh dẫn hướng thẳng đứng của bệ máy (phần nhô ra), mm | 350 | 350 | 350 | 380 |
| Máy tính để bàn | ||||
| Hành trình dọc tối đa của bàn bằng tay (dọc theo trục X), mm | 700 | 700 | 800 | 800 |
| Chuyển động ngang tối đa của bàn bằng tay (dọc theo trục Y), mm | 240/ 260 | 240/ 260 | 250 | 320 |
| Hành trình dọc tối đa của bàn bằng tay (dọc theo trục Z), mm | 370 | 370 | 420 | 420 |
| Giới hạn của bước tiến bàn dọc (X), mm/phút | 40..2000 | 12..1250 | 12,5..1600 | 12,5..1600 |
| Giới hạn cấp dữ liệu chéo của bảng (Y), mm/phút | 27..1330 | 12..1250 | 12,5..1600 | 12,5..1600 |
| Giới hạn của nguồn cấp dữ liệu bảng dọc (Z), mm/phút | 13..665 | 8,3..416,6 | 4,1..530 | 4,1..530 |
| Số lượng cấp dữ liệu dọc/ngang/dọc | 18 | 18 | 22 | 22 |
| Tốc độ chuyển động nhanh theo chiều dọc của bàn (dọc theo trục X), m/phút | 4 | 3 | 4 | 4 |
| Tốc độ chuyển động ngang nhanh của bàn (dọc trục Y), m/phút | 4 | 3 | 4 | 4 |
| Tốc độ chuyển động nhanh theo phương thẳng đứng của bàn (dọc theo trục Z), m/phút | 1 | 1 | 1,330 | 1,330 |
| Con quay | ||||
| Tốc độ trục chính, vòng/phút | 63..3150 | 31,5..1600 | 40..2000 | 31,5..1600 |
| Số tốc độ trục chính | 18 | 18 | 18 | 18 |
| Chuyển động của trục chính, mm | 70 | 70 | 70 | 70 |
| Độ côn trục phay | №3 | №3 | №3 | №3 |
| Đầu trục chính GOST 24644-81, hàng 4, phiên bản 6 | 50 | |||
| Lỗ trục phay, mm | 29 | 29 | 29 | |
| Xoay đầu trục chính sang phải và trái, độ | ±45 | ±45 | ±45 | ±45 |
| Cơ khí máy móc | ||||
| Điểm dừng cấp liệu (dọc, ngang, dọc) | Ăn | Ăn | Ăn | Ăn |
| Chặn nguồn cấp dữ liệu thủ công và cơ học (dọc, ngang, dọc) | Ăn | Ăn | Ăn | Ăn |
| Chặn chuyển đổi nguồn cấp dữ liệu riêng biệt | Ăn | Ăn | Ăn | Ăn |
| Phanh trục chính | Ăn | Ăn | Ăn | Ăn |
| Ly hợp an toàn quá tải | Ăn | Ăn | Ăn | Ăn |
| Nguồn cấp dữ liệu gián đoạn tự động | Ăn | Ăn | Ăn | Ăn |
| Thiết bị điện, truyền động | ||||
| Số lượng động cơ điện trên máy | 3 | 3 | 3 | 4 |
| Động cơ điện dẫn động chuyển động chính, kW | 7 | 7,5 | 7,5 | 7,5 |
| Động cơ điện truyền động cấp liệu, kW | 1,7 | 2,2 | 2,2 | 3,0 |
| Động cơ kẹp dụng cụ, kW | - | - | - | 0,25 |
| Động cơ điện bơm nước làm mát, kW | 0,12 | 0,12 | 0,12 | 0,12 |
| Tổng công suất của tất cả các động cơ điện, kW | 9,825 | 9,825 | 1,87 | |
| Kích thước và trọng lượng của máy | ||||
| Kích thước máy (dài rộng cao), mm | 1745x2260x2000 | 2395 x 1745 x 2000 | 2305 x 1950 x 2020 | 2280x1965x2265 |
| Trọng lượng máy, kg | 3000 | 3000 | 3120 | 3250 |
Sở hữu một chiếc máy phay thực sự giúp đơn giản hóa công việc lắp bản lề, tạo hình các lỗ, hốc, chạm khắc gỗ phức tạp, v.v. Nhưng điều này không có nghĩa là cần phải có thiết bị chuyên nghiệp và đắt tiền: chỉ cần một thiết bị thủ công đơn giản là đủ.
Điều duy nhất bạn cần là có khả năng xử lý gỗ cơ bản và sử dụng các dụng cụ điện. Ngoài ra, bạn cần phải có ham muốn, nếu không nếu không có điều này sẽ không bao giờ có kết quả. Những người không muốn làm việc chỉ cần mua đồ nội thất hoặc thuê thợ thủ công để lắp một cánh cửa mới và cắt ổ khóa chẳng hạn. Bất kỳ công việc nào, đặc biệt là với dụng cụ điện đều cần có những kiến thức nhất định và đặc biệt là những biện pháp phòng ngừa an toàn.

Thiết bị phay được thiết kế để xử lý cả gỗ và kim loại. Với sự trợ giúp của nó, có thể tạo ra các hốc hoặc lỗ ở bất kỳ cấu hình nào. Điều này giúp đơn giản hóa đáng kể các công việc như lắp bản lề và lắp ổ khóa. Việc thực hiện việc này bằng đục và máy khoan điện không hề dễ dàng và mất rất nhiều thời gian.
Có thiết bị phay cố định và di động (thủ công). Máy phay điện cầm tay được coi là thiết bị phổ thông, với sự trợ giúp của các phụ tùng đính kèm, có thể thực hiện các thao tác cho nhiều mục đích khác nhau, bạn chỉ cần thay đổi vị trí của bộ phận, liên quan đến thiết bị hoặc ngược lại.
Các thiết bị cố định được sử dụng trong các nhà máy hoặc xí nghiệp nơi sản xuất hàng loạt sản phẩm gỗ hoặc kim loại. Trong những điều kiện như vậy, bộ phận cắt đứng yên và phôi di chuyển dọc theo đường mong muốn. Ngược lại, khi sử dụng dụng cụ cầm tay, bộ phận được cố định bất động và chỉ sau đó mới được xử lý, mặc dù có những bộ phận cần cố định dụng cụ cầm tay. Điều này đã được cung cấp trong thiết kế, do đó, nó được coi là phổ quát hơn. Điều này đặc biệt đúng khi cần xử lý một số lượng lớn các bộ phận và không thể sử dụng máy cố định.
 Máy phay tự chế là một bệ nằm ngang có lỗ ở giữa để gắn thiết bị cầm tay từ bên dưới.
Máy phay tự chế là một bệ nằm ngang có lỗ ở giữa để gắn thiết bị cầm tay từ bên dưới. Có nhiều loại máy phay, nhưng để sử dụng tại nhà hoặc để bắt đầu công việc kinh doanh của riêng bạn, những mẫu máy phổ thông sẽ phù hợp hơn. Theo quy định, chúng được trang bị một bộ máy cắt và nhiều thiết bị khác nhau để thực hiện các loại hoạt động khác nhau. Điều duy nhất là nếu bạn có dao phay thủ công, các thao tác đơn giản có thể mất nhiều thời gian hơn so với khi sử dụng máy cố định.
Sử dụng thiết bị phay thủ công có thể:
- Tạo các rãnh hoặc hốc có hình dạng bất kỳ (xoăn, hình chữ nhật, kết hợp).
- Khoan xuyên qua và không xuyên qua lỗ.
- Xử lý các đầu và cạnh của bất kỳ cấu hình nào.
- Cắt bỏ các phần có hình dạng phức tạp.
- Áp dụng các bản vẽ hoặc mẫu lên bề mặt của các bộ phận.
- Sao chép các phần nếu cần thiết.
 Sao chép các bộ phận là một trong những chức năng của bất kỳ máy phay điện nào.
Sao chép các bộ phận là một trong những chức năng của bất kỳ máy phay điện nào. Sự hiện diện của các chức năng như vậy giúp đơn giản hóa việc sản xuất cùng loại đồ nội thất hoặc sản xuất các bộ phận giống hệt nhau không liên quan đến sản xuất đồ nội thất. Đây là một trong những ưu điểm chính của công cụ này. Theo quy định, để sản xuất các bộ phận cùng loại, cần phải lắp đặt máy sao chép, được thiết kế để chỉ thực hiện một thao tác, không phải lúc nào cũng mang lại lợi nhuận, đặc biệt là ở các doanh nghiệp nhỏ.
Bắt đầu và chăm sóc công cụ
Để hiểu cách thức hoạt động của thiết bị này, bạn nên tự làm quen với các bộ phận chính và mục đích của chúng.
Thành phần và mục đích của các thành phần chính
Thiết bị phay thủ công bao gồm thân kim loại và động cơ, được đặt trong cùng một thân máy. Một trục nhô ra khỏi vỏ, trên đó đặt nhiều ống kẹp khác nhau, đóng vai trò là bộ điều hợp. Chúng cho phép bạn cài đặt máy cắt có kích cỡ khác nhau. Dao cắt được lắp trực tiếp vào ống kẹp, được cố định bằng bu lông hoặc nút đặc biệt, được cung cấp trên một số kiểu máy.
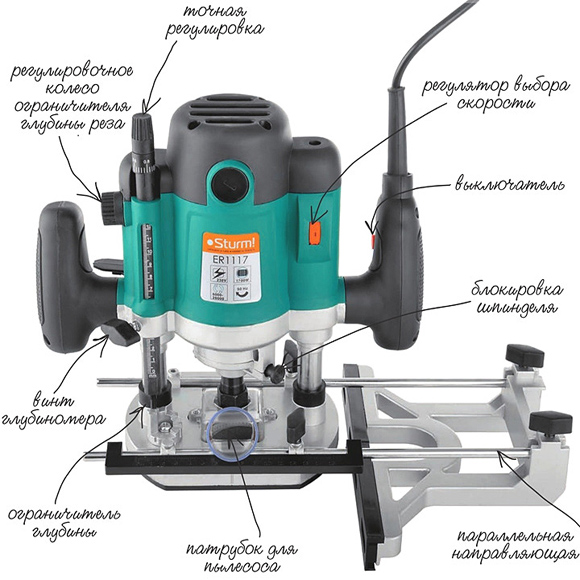 Các yếu tố chính của thiết bị phay thủ công và mục đích của chúng.
Các yếu tố chính của thiết bị phay thủ công và mục đích của chúng. Thiết kế của thiết bị phay bao gồm một bệ kim loại có kết nối chắc chắn với thân máy. Nó được gắn vào cơ thể bằng hai thanh. Ở bên ngoài, tấm có lớp phủ mịn đảm bảo chuyển động trơn tru trong quá trình hoạt động.
Thiết bị phay thủ công có một số đặc điểm có thể điều chỉnh được:
- Do có tay cầm và thang đo để điều chỉnh độ sâu phay. Việc điều chỉnh được thực hiện theo gia số 1/10 mm.
- Bằng cách điều chỉnh tốc độ quay của máy cắt.
Ở giai đoạn đầu, khi thành thạo công cụ, tốt hơn bạn nên cố gắng làm việc ở tốc độ thấp hoặc trung bình. Mặc dù bạn phải luôn nhớ rằng tốc độ càng cao thì công việc càng tốt. Đặc biệt nếu điều này liên quan đến các khu vực quan trọng, có thể nhìn thấy được và không thể che được.
Ngoài các cần gạt này còn có nút bật tắt sản phẩm và nút khóa. Những yếu tố này được coi là cơ bản, đảm bảo thực hiện công việc chất lượng cao và an toàn. Ngoài ra còn có một điểm dừng song song, góp phần dễ sử dụng. Nó có thể được cố định chắc chắn hoặc có khả năng điều chỉnh sự dịch chuyển của khu vực làm việc ra xa trung tâm.
Chăm sóc thiết bị phay cầm tay

Thông thường, sản phẩm xuất xưởng rơi vào tay người đã được kiểm tra và bôi trơn nên không cần áp dụng thêm biện pháp nào. Chỉ trong quá trình hoạt động, bạn mới cần theo dõi độ sạch và khả năng sử dụng của nó. Đồng thời, cần thường xuyên làm sạch bụi và thay dầu bôi trơn nếu có ghi trong hộ chiếu. Bôi trơn đặc biệt cần thiết cho các bộ phận chuyển động. Ngoài ra, bạn có thể sử dụng chất bôi trơn dạng xịt, nhưng bạn cũng có thể sử dụng chất bôi trơn thông thường, chẳng hạn như Litol. Không nên sử dụng chất bôi trơn dày vì các mảnh vụn và bụi bám vào chúng. Nếu sử dụng chất bôi trơn dạng khí dung thì yếu tố này có thể được loại bỏ.
Đế giày, phần trơn nhẵn của cơ thể, cũng cần được bôi trơn. Bôi trơn thường xuyên sẽ đảm bảo chuyển động trơn tru.
Mặc dù vậy, món hàng đã mua chắc chắn phải được kiểm tra chất lượng lắp ráp và sự hiện diện của chất bôi trơn.
Thật không may, không phải tất cả các nhà sản xuất, đặc biệt là các nhà sản xuất trong nước, đều quan tâm đến chất lượng xây dựng. Có những trường hợp, sau những giờ hoạt động đầu tiên, các vít hoặc ốc vít bị tháo ra khỏi sản phẩm do chúng không được siết chặt đúng cách.
Điều chỉnh tốc độ quay
Hoạt động của bất kỳ công cụ nào đều gắn liền với một số điều kiện nhất định, trước hết liên quan đến bản chất của vật liệu được xử lý. Nó có thể là ván ép, vật liệu composite hoặc gỗ thông thường. Tùy thuộc vào điều này, tốc độ quay trên thiết bị điện được thiết lập. Theo quy định, bảng dữ liệu kỹ thuật luôn ghi rõ các thông số vận hành của thiết bị, tùy thuộc vào đặc tính kỹ thuật và đặc tính của bề mặt được xử lý cũng như loại dao cắt được sử dụng.
 Các chỉ số về tốc độ xử lý khi sử dụng các loại máy cắt khác nhau.
Các chỉ số về tốc độ xử lý khi sử dụng các loại máy cắt khác nhau. Cố định máy cắt
Điều đầu tiên công việc bắt đầu là lắp đặt và cố định máy cắt. Đồng thời, bạn nên tuân thủ quy tắc cơ bản - mọi công việc được thực hiện khi rút phích cắm dây ra khỏi ổ cắm.
Máy cắt được lắp đặt theo các dấu nhất định và nếu chúng bị thiếu thì ở độ sâu không nhỏ hơn * chiều dài của chính máy cắt. Bạn có thể tìm thấy cách cài đặt máy cắt trên một kiểu máy cụ thể trong hướng dẫn, hướng dẫn này phải có trong tài liệu kỹ thuật cho thiết bị. Thực tế là mỗi mẫu xe có thể có những đặc điểm thiết kế riêng và không thể nói về điều này trong bài viết.
 Lắp đặt máy cắt vào thiết bị trước khi bắt đầu công việc.
Lắp đặt máy cắt vào thiết bị trước khi bắt đầu công việc. Như người ta nói, có cả những mô hình đơn giản và “cao cấp hơn”. Một số model có nút khóa xoay trục giúp việc lắp đặt máy cắt dễ dàng hơn. Một số, đặc biệt là những mẫu đắt tiền, được trang bị bánh cóc. Vì vậy, sẽ không thể mô tả cụ thể quá trình lắp đặt máy cắt và điều đó không có ý nghĩa gì, vì tất cả những ai quen với hoạt động của các thiết bị như vậy sẽ hiểu ngay.
Điều chỉnh độ sâu phay
Mỗi mô hình có độ sâu phay tối đa riêng. Đồng thời, không phải lúc nào độ sâu tối đa cũng được yêu cầu mà là độ sâu nhất định được đặt trước khi làm việc. Ngay cả khi yêu cầu độ sâu tối đa, để không làm thiết bị bị quá tải, quá trình phay được chia thành nhiều giai đoạn, thay đổi độ sâu phay theo từng bước. Để điều chỉnh, các điểm dừng đặc biệt được cung cấp - bộ hạn chế. Về mặt cấu trúc, chúng được chế tạo dưới dạng một đĩa nằm dưới thanh, trên đó cố định các điểm dừng có độ dài khác nhau. Số lượng chân như vậy có thể từ ba đến bảy, và điều này không có nghĩa là càng có nhiều thì càng tốt. Sẽ tốt hơn nếu có thể điều chỉnh từng chân, ngay cả khi số lượng của chúng là tối thiểu. Để đảm bảo điểm dừng này ở vị trí tối ưu, bạn nên sử dụng ổ khóa có hình lá cờ.
Quá trình điều chỉnh độ sâu phay như sau:

 Do đó, phôi được phay đến một độ sâu nhất định.
Do đó, phôi được phay đến một độ sâu nhất định. Trên các mẫu chất lượng cao, đắt tiền có một bánh xe để điều chỉnh chính xác độ sâu phay.
 Sử dụng bánh xe này, bạn có thể đặt độ sâu chính xác hơn mà không làm ảnh hưởng đến cài đặt trước đó.
Sử dụng bánh xe này, bạn có thể đặt độ sâu chính xác hơn mà không làm ảnh hưởng đến cài đặt trước đó. Bánh xe này (màu xanh lá cây trong ảnh trên) cho phép bạn điều chỉnh độ sâu trong giới hạn nhỏ.
Dao phay cho dụng cụ phay cầm tay

Dao phay là một dụng cụ cắt có thể có lưỡi cắt có hình dạng phức tạp. Theo quy định, tất cả các máy cắt đều được thiết kế cho chuyển động quay và do đó có dạng hình trụ. Thân dao cắt được kẹp vào ống kẹp có hình dạng tương tự. Một số máy cắt được trang bị một con lăn đẩy để khoảng cách giữa bề mặt cắt và vật liệu được xử lý không đổi.
Dao phay chỉ được chế tạo từ kim loại chất lượng cao và hợp kim của chúng. Nếu bạn cần gia công gỗ mềm thì máy cắt HSS sẽ làm được, còn nếu bạn cần gia công gỗ cứng thì tốt hơn nên sử dụng máy cắt làm bằng hợp kim HM cứng hơn.
Mỗi máy cắt có các đặc tính kỹ thuật riêng, mang lại hiệu suất chất lượng cao và lâu dài. Chỉ số chính là tốc độ quay tối đa của nó, không bao giờ được đánh giá quá cao, nếu không thì sự cố của nó là không thể tránh khỏi. Nếu dao cắt bị cùn, bạn không nên cố gắng tự mài nó. Việc mài dao được thực hiện bằng thiết bị đặc biệt, đắt tiền. Rốt cuộc, bạn không chỉ cần mài dao cắt mà còn phải duy trì hình dạng của nó, điều này không kém phần quan trọng. Vì vậy, nếu vì lý do nào đó mà máy cắt bị cùn thì việc mua một cái mới sẽ rẻ hơn.
Máy cắt phổ biến nhất
Có những máy cắt được sử dụng trong công việc thường xuyên hơn những máy khác. Ví dụ:

 Khuôn rãnh được thiết kế để tạo ra các vết lõm ở bất kỳ vị trí nào trên phôi.
Khuôn rãnh được thiết kế để tạo ra các vết lõm ở bất kỳ vị trí nào trên phôi. Có những máy cắt đơn giản, nguyên khối, được làm từ một mảnh kim loại duy nhất và có những máy sắp chữ. Bộ dao cắt bao gồm một thân dao, làm cơ sở cho một bộ các bộ phận cắt. Bằng cách chọn các mặt phẳng cắt và lắp chúng vào chuôi, sử dụng vòng đệm có độ dày khác nhau, bạn có thể tạo thành một hình nổi tùy ý trên bề mặt phôi.
 Bộ dao cắt là một bộ bề mặt cắt và vòng đệm cho phép bạn lắp ráp một dao cắt có hình dạng mong muốn.
Bộ dao cắt là một bộ bề mặt cắt và vòng đệm cho phép bạn lắp ráp một dao cắt có hình dạng mong muốn. Trên thực tế, có rất nhiều máy cắt và đây chỉ là một phần nhỏ trong số những sản phẩm được sản xuất. Tất cả các máy cắt khác nhau về đường kính của chuôi, đường kính của bề mặt cắt, chiều cao của chúng, vị trí của dao, v.v. Đối với thiết bị phay thủ công, chỉ cần có một bộ năm loại dao phổ biến nhất là đủ. Nếu cần thiết, bạn có thể mua chúng bất cứ lúc nào.
Quy tắc làm việc với dụng cụ phay cầm tay
Làm việc với dụng cụ điện đòi hỏi các quy tắc đặc biệt, đặc biệt khi có các bộ phận quay nhanh. Ngoài ra, do công việc, các con chip được hình thành bay theo mọi hướng. Mặc dù thực tế là hầu hết các kiểu máy đều được trang bị một tấm chắn bảo vệ, nhưng điều này không bảo vệ hoàn toàn khỏi dòng chip. Vì vậy, tốt hơn là bạn nên đeo kính an toàn khi làm việc với một công cụ như vậy.
 Bức ảnh thể hiện một mô hình trong đó máy hút bụi được kết nối để loại bỏ chip.
Bức ảnh thể hiện một mô hình trong đó máy hút bụi được kết nối để loại bỏ chip. Yêu câu chung
Nếu bạn tuân theo các yêu cầu cơ bản để làm việc an toàn với bộ định tuyến cầm tay điện, kết quả cuối cùng sẽ làm bạn hài lòng về chất lượng công việc và kết quả an toàn. Đây là những điều kiện:

Các yêu cầu không quá phức tạp và khá khả thi, nhưng bỏ qua chúng đồng nghĩa với việc tự đặt mình vào nguy hiểm. Và một điều nữa không kém phần quan trọng đó là khả năng cầm dụng cụ phay trên tay và cảm nhận cách thức hoạt động của nó. Nếu cảm nhận được những rung động nghiêm trọng thì bạn cần dừng lại và phân tích nguyên nhân. Có thể dao cắt bị cùn hoặc có nút thắt. Đôi khi cần phải thiết lập chính xác tốc độ quay của máy cắt. Tại đây bạn có thể thử nghiệm: tăng tốc độ hoặc giảm tốc độ.
Xử lý cạnh: sử dụng mẫu
Tốt hơn là xử lý các cạnh của tấm gỗ bằng máy bào bề mặt. Nếu điều này là không thể, thì bạn có thể sử dụng bộ định tuyến cầm tay, mặc dù việc này sẽ mất một chút thời gian. Những công việc này được thực hiện cả khi không có mẫu và có mẫu. Nếu không có kỹ năng hoặc có rất ít kỹ năng thì tốt hơn nên sử dụng một mẫu. Để xử lý các cạnh, máy cắt cạnh thẳng được sử dụng, cả hai đều có một ổ trục ở cuối phần cắt và có một ổ trục ở đầu (xem ảnh).
 Máy cắt cạnh.
Máy cắt cạnh. Bạn có thể sử dụng một bảng đã được xử lý sẵn hoặc vật thể phẳng khác làm mẫu. Hơn nữa, chiều dài của mẫu phải lớn hơn chiều dài của phôi, cả ở đầu và cuối phôi đang được xử lý. Điều này sẽ tránh được sự không đồng đều ở đầu và cuối mép. Điều quan trọng nhất ở đây là mẫu hoặc vật đóng vai trò mẫu phải có bề mặt nhẵn và đều. Ngoài ra, độ dày của nó không được lớn hơn khe hở giữa ổ trục và bộ phận cắt.
Chiều rộng của phần nhỏ hơn chiều dài của phần cắt
Hơn nữa, phần cắt càng dài thì càng khó làm việc với dụng cụ vì cần nhiều nỗ lực hơn. Về vấn đề này, tốt hơn là bạn nên bắt đầu làm việc với các máy cắt có chiều dài trung bình của phần cắt. Nguyên lý hoạt động của xử lý cạnh như sau:
- Mẫu được gắn sao cho ở độ cao mong muốn và có bề mặt phẳng nằm ngang.
- Mẫu được gắn chắc chắn vào bàn hoặc bề mặt khác.
- Dao cắt có con lăn được lắp đặt sao cho con lăn di chuyển dọc theo mẫu và dao cắt (bộ phận cắt) di chuyển dọc theo phôi. Để thực hiện việc này, hãy thực hiện tất cả các thao tác cần thiết với mẫu, phôi và dụng cụ.
- Máy cắt được lắp vào vị trí làm việc và được kẹp chặt.
- Sau đó, công cụ sẽ bật và di chuyển dọc theo mẫu. Trong trường hợp này, bạn nên quyết định tốc độ di chuyển, được xác định bởi độ sâu xử lý.
- Bộ phận phay có thể được đẩy hoặc kéo, tùy thuộc vào điều gì thuận tiện cho bạn.
Sau lần vượt qua đầu tiên, bạn nên dừng lại và đánh giá chất lượng công việc. Nếu cần, có thể thực hiện một đường chuyền khác bằng cách điều chỉnh vị trí của dụng cụ. Nếu chất lượng đạt yêu cầu thì tháo kẹp ra, giải phóng phôi.
Sử dụng phương pháp này, có thể loại bỏ một phần tư dọc theo cạnh hoặc một số phần của nó. Điều này được thực hiện bằng cách đặt lưỡi cắt sao cho nó mở rộng đến độ sâu cần thiết trong bộ phận.
 Chụp một phần tư trên mặt tiền đồ nội thất.
Chụp một phần tư trên mặt tiền đồ nội thất. Nếu bạn thay dao cắt bằng dao cắt có hình dạng và di chuyển thanh dẫn hướng cũng như sử dụng điểm dừng, bạn thực sự có thể áp dụng mẫu dọc cho bộ phận (hình bên dưới).
 Áp dụng mẫu hình dọc cho phôi.
Áp dụng mẫu hình dọc cho phôi. Nếu bạn sử dụng kỹ thuật phay tương tự (có khuôn), bạn có thể dễ dàng thành thạo kỹ thuật làm việc với gỗ nói chung. Sau một thời gian, bạn có thể từ bỏ các mẫu vì việc cài đặt chúng mất rất nhiều thời gian hữu ích.
 Cách tạo cạnh thẳng mà không cần mẫu: bạn không thể làm điều này nếu không có kinh nghiệm.
Cách tạo cạnh thẳng mà không cần mẫu: bạn không thể làm điều này nếu không có kinh nghiệm. Chiều rộng của phần lớn hơn chiều dài của phần cắt
Thông thường, độ dày của phôi lớn hơn chiều dài phần cắt của dao cắt. Trong trường hợp này tiến hành như sau:
- Sau lần vượt qua đầu tiên, mẫu sẽ bị xóa và một lần vượt qua khác được thực hiện. Trong trường hợp này, mẫu sẽ là phần đã được xử lý. Để làm được điều này, ổ trục được dẫn hướng dọc theo bề mặt gia công. Nếu phần cắt lại bị thiếu thì sẽ phải thực hiện một đường cắt khác.
- Để xử lý lần cuối, bạn nên lấy một máy cắt có ổ đỡ ở cuối và phôi phải được lộn ngược, sau đó nó được cố định bằng kẹp. Kết quả là ổ trục sẽ di chuyển dọc theo bề mặt gia công. Cách tiếp cận này giúp có thể xử lý các phần dày.
 Ổ trục được dẫn hướng dọc theo bề mặt gia công và lưỡi cắt xử lý phần còn lại của phôi.
Ổ trục được dẫn hướng dọc theo bề mặt gia công và lưỡi cắt xử lý phần còn lại của phôi. Để thành thạo công việc của một dụng cụ phay cầm tay, bạn sẽ cần rất nhiều phôi thô mà sau này bạn không ngại vứt đi. Không ai thành công ngay lần đầu tiên. Để đạt được bất cứ điều gì, bạn cần phải rèn luyện chăm chỉ.
Đạt được các cạnh có hình dạng khác nhau
Nếu cần có một cạnh hình, rất có thể là cần thiết, thì trước tiên hãy chú ý đến tình trạng của cạnh này. Nếu nó không đồng đều, thì bạn sẽ phải san bằng nó và chỉ sau đó mới bắt đầu tạo thành một cạnh cong bằng cách chọn dao cắt thích hợp.
 Cạnh tròn.
Cạnh tròn. Cần chuẩn bị bề mặt để dao cắt không sao chép độ cong mà con lăn sẽ di chuyển. Trong trường hợp này, cần có một chuỗi hành động, nếu không kết quả tích cực sẽ không đạt được.
Nếu bạn cần xử lý một bề mặt cong thẳng thì bạn không thể làm gì nếu không có mẫu. Nó có thể được cắt từ ván ép, dày khoảng 10 mm, trước tiên bằng cách áp dụng một mẫu và cắt mẫu bằng ghép hình. Các cạnh của mẫu phải được hoàn thiện bằng cách sử dụng bộ định tuyến cầm tay.
Từ bài viết này, bạn có thể học cách tự làm máy phay gỗ tại nhà để thực hiện các thao tác cơ bản với phôi. Văn bản phác thảo công nghệ từng bước để tạo ra một công cụ: phân tích các tính năng thiết kế của thiết bị và tất cả các thành phần cần thiết để cài đặt nó, các bản vẽ có kích thước và mô tả chi tiết sẽ giúp tạo ra từng yếu tố này và đặt chúng cùng nhau.
Máy phay gỗ có thể có nhiều mục đích khác nhau. Một số thiết bị được thiết kế để chỉ thực hiện một thao tác, một số khác là đa chức năng. Mua một công cụ chuyên nghiệp là một niềm vui đắt tiền, vì vậy nhiều thợ thủ công đã tìm cách chế tạo một chiếc máy chế biến gỗ bằng chính đôi tay của mình. Thông thường, bộ định tuyến này được sử dụng trong các xưởng sản xuất đồ nội thất nhỏ.

Bộ định tuyến thường được sử dụng để xử lý gỗ dọc theo các đường viền thẳng hoặc cong. Yếu tố làm việc trong thiết kế là đầu dao, thực hiện các chuyển động quay. Trong hầu hết các trường hợp, phần này được đặt theo chiều dọc. Có nhiều loại bộ định tuyến, mỗi loại đều có những đặc điểm thiết kế riêng.
Các loại thiết bị phổ biến nhất:
- trục chính đơn tiêu chuẩn (trục chính được đặt theo chiều dọc);
- thiết kế một trục chính, trong đó trục chính hoặc bàn phay tự chế nghiêng;
- sao chép dao phay có trục chính gắn trên cùng;
- sao chép cấu trúc bằng trục xoay ngang (công cụ được thiết kế để xử lý cánh quạt bằng gỗ).
Ghi chú! Trong tất cả các thiết kế được liệt kê, ngoại trừ thiết kế cuối cùng, vật liệu được nạp thủ công.
Thiết kế máy phay: thiết kế trục đơn
Thiết kế của máy một trục chính bao gồm một bàn nằm ngang với một cặp ổ cắm dạng lưỡi và rãnh được thiết kế để cố định thước dẫn hướng. Nó được lắp đặt trên khung gang. Dưới bàn có các slide di chuyển theo hướng dẫn. Chúng có một trục xoay được gắn trên ổ đỡ lực đẩy và một cặp vòng bi. Ở đầu phần tử này có một trục xoay khác - một trục xoay. Nó được thiết kế để gắn các bộ phận cắt.

Trượt với trục chính có thể được nâng lên nếu cần thiết. Với mục đích này, một bánh răng côn có tay quay hoặc vít được sử dụng. Bộ truyền động đai cho phép trục quay di chuyển. Hơn nữa, bộ truyền động đếm, động cơ hoặc trục động cơ có thể được sử dụng cho việc này.
Để tạo ra một bộ định tuyến gỗ như vậy bằng tay của chính bạn, bạn cần tính đến một số sắc thái. Trong một số trường hợp, không thể thực hiện được nếu không gia cố thêm trục chính. Nhu cầu này nảy sinh nếu cần gia công phôi có chiều cao lớn hoặc nếu bộ phận đó chịu tải trọng nghiêm trọng. Để thực hiện việc này, bạn cần lắp đặt và cố định điểm dừng phía trên trên bàn máy. Phần tử này được cố định trên khung. Để điều khiển chuyển động của phôi trong quá trình phay, nên sử dụng vòng dẫn hướng hoặc thước đo.
Các máy có trục xoay hoặc bàn nghiêng cho phép bạn thực hiện nhiều công việc chế biến gỗ DIY hơn. Ngoài các hoạt động tiêu chuẩn, các thiết kế như vậy cho phép xử lý chất lượng cao hơn, có được bề mặt sạch và đồng đều. Kết quả này có thể đạt được bằng cách xử lý gỗ theo một góc, sử dụng máy cắt có đường kính rất nhỏ. Một thiết bị có trục xoay nghiêng sẽ an toàn và tiện lợi hơn rất nhiều.
Thiết bị của máy sao chép gỗ tự chế có vị trí trục chính phía trên
Các thiết bị này được sử dụng để thực hiện công việc sao chép. Điều này không đòi hỏi năng lượng cao. Những thiết kế như vậy cho phép phay và khoan để tạo ra các sản phẩm openwork.

Máy photocopy có thể thay thế ba công cụ cùng một lúc:
- Fraser.
- Máykhoan.
- ghép hình.
Chế biến gỗ được thực hiện bằng cách sử dụng máy cắt. Trục chính phát triển một số lượng lớn vòng quay, do đó bề mặt được xử lý rất sạch sẽ.
Máy chế biến gỗ tự chế có thể được sử dụng cho nhiều mục đích khác nhau:
- hiệu chỉnh các ông chủ;
- sản xuất khung openwork;
- luyện tập các bức tường của xương sườn, v.v.
Cơ sở cho thiết kế này là khung làm bằng gang. Phần trên của nó được uốn cong hình lưỡi liềm. Khu vực này được sử dụng để lắp động cơ điện.

Ghi chú! Giường đóng vai trò như một mắt xích kết nối trên đó tất cả các bộ phận của máy phay gỗ tự chế được lắp đặt. Thiết kế của nó càng mạnh và đáng tin cậy thì càng tốt.
Động cơ được gắn trên hướng dẫn. Do có hệ thống đòn bẩy nên nó có thể di chuyển lên xuống các phần tử này. Phần này được chuyển động bằng cách nhấn bàn đạp, được trang bị một nút chặn đặc biệt. Trục rôto của động cơ được nối với trục chính, nơi cố định mâm cặp với dụng cụ. Hộp mực này có thể tự định tâm hoặc kiểu Mỹ.
Ở vùng dưới của khung, một chiếc bàn được gắn trên một giá đỡ có thể di chuyển được. Thiết kế này có thể di chuyển theo chiều dọc dọc theo các thanh dẫn bằng tay quay. Có những lựa chọn khác để chế tạo một máy phay gỗ tự chế bằng tay của chính bạn, bản vẽ của thiết kế như vậy bao gồm chuyển động thẳng đứng của bàn cũng trong quá trình vận hành bằng cách nhấn bàn đạp. Trong các mô hình như vậy, động cơ điện và trục chính vẫn đứng yên.
Cách làm máy tiện gỗ bằng tay của chính bạn: bản vẽ và công nghệ
Cách dễ nhất để tự làm một công cụ tại nhà là chế tạo một máy tiện hoặc máy phay từ máy khoan hoặc động cơ điện được tháo ra khỏi một công cụ khác. Quá trình này không quá phức tạp nên mọi bậc thầy đều có thể xử lý được. Để làm được điều này, bạn sẽ cần một động cơ điện có công suất không vượt quá 500 W và các vật liệu sẵn có. Một máy khoan cũng có thể được sử dụng như một ổ đĩa. Tất nhiên, làm một chiếc máy tiện sẽ đòi hỏi một số kỹ năng.

Để xây dựng máy, cần có các yếu tố sau:
- khung kim loại;
- động cơ điện;
- người siêng năng;
- ụ sau.
Sẽ không có hại gì nếu có một bản vẽ giúp bạn điều hướng các kích thước và chế tạo chính xác tất cả các thành phần cấu trúc cho quá trình lắp ráp tiếp theo của nó.
Cách làm máy khoan tự chế bằng tay của chính bạn bằng động cơ
Đầu tiên bạn cần chuẩn bị trục động cơ điện. Để làm điều này, một tấm mặt được lắp đặt trên đó, một tâm thép có ren cũng phù hợp. Việc lắp đặt trung tâm thứ hai được thực hiện trong ống ụ sau. Để làm khung, bạn sẽ cần một cặp góc có kích thước 5x3 cm, chiều dài của chúng là 15 cm, một động cơ được gắn vào khung bằng kết nối bắt vít.

Ghi chú! Phần trung tâm của ụ sau phải trùng với phần giữa của trục động cơ điện.
Ở giai đoạn tiếp theo của quá trình chế tạo một chiếc máy tự chế, bạn sẽ tự mình lắp ráp phần đầu. Phần tử này được hình thành từ một cặp góc ngang và một cặp góc dọc. Một đường ống dành cho trục chính được gắn vào nó. Bạn cần lắp một chiếc bu lông có đường kính 1,2 cm vào đó, đầu tiên, đầu của nó được mài sắc một góc vuông. Vì vậy, phần trung tâm của trục chính được chỉ định. Sau đó, phần đầu được lắp đặt trên giường. Ở trụ trên, nối với các góc ngang, cần cố định ống bằng hàn.
Để làm phần còn lại của dụng cụ, bạn cần lấy một thanh thép có vát. Phần tử này cũng phải có một lỗ sẽ được sử dụng để cố định thước đỡ. Cần hàn thẳng đứng ống bằng vít khóa theo góc dài. Sau đó thanh nghỉ dụng cụ được lắp vào đó.
Rôto động cơ có gắn tấm mặt sẽ được sử dụng làm trục chính đầu. Bạn cần phải tạo một số lỗ trên đó. Một cái nĩa sẽ được chèn vào phần trung tâm. Các lỗ dọc theo các cạnh được thiết kế để cố định bộ phận bằng vít.

Cách làm máy tiện gỗ từ máy khoan bằng tay của chính bạn
Có sẵn một bàn làm việc với bề mặt làm việc chắc chắn và bằng phẳng, bạn có thể chế tạo một chiếc máy tiện mà không cần phải đóng giường. Máy khoan điện trong trường hợp này sẽ đóng vai trò như một bộ truyền động quay và phần đầu. Theo bản vẽ đơn giản nhất của máy, chỉ cần cố định dụng cụ này trên bề mặt bàn làm việc qua cổ là đủ. Kẹp và kẹp thích hợp để cố định.
Phần tử này được gắn đối diện với máy khoan. Để tạo ra nó, bạn có thể lấy hai khối gỗ và một vít điều chỉnh, được mài sắc ở một đầu thành hình nón. Nếu bạn có ý định sử dụng máy để gia công các phôi gỗ lớn thì nên cố định điểm dừng trên bàn bằng kẹp.
Để tạo ra một công cụ bằng tay của chính bạn, vật liệu rẻ tiền là đủ. Máy tiện dựa trên máy khoan có thể được sử dụng để tiện các bộ phận khác nhau:
- tay nắm cửa;
- chi tiết kết cấu của cầu thang;
- vật dụng trang trí, v.v.

Ghi chú! Máy có kẹp gỗ chỉ thích hợp để gia công phôi gỗ. Không được phép sử dụng một công cụ như vậy để làm việc với kim loại.
Để mở rộng chức năng của công cụ, thiết kế của nó có thể được bổ sung bằng các tệp đính kèm và các thiết bị khác có thể cải thiện chất lượng công việc.
Những cải tiến như vậy bao gồm:
- cuộn dây trên máy biến áp;
- áp dụng bố cục tô màu trên bộ phận quay để tạo hoa văn;
- áp dụng các rãnh xoắn ốc cho phôi, v.v.
Việc cài đặt một tệp đính kèm đặc biệt dưới dạng máy photocopy sẽ cho phép bạn sử dụng máy để tạo ra một loạt các bộ phận hoặc sản phẩm giống hệt nhau theo mẫu.

Cách làm máy phay gỗ bằng tay của chính bạn: bản vẽ, video, hướng dẫn
- Quyết định loại thiết kế và nhiệm vụ mà công cụ sẽ thực hiện.
- Quyết định các vật liệu sẽ được sử dụng để xây dựng từng phần tử và phương pháp cố định.
- Tính toán các thông số kỹ thuật và vận hành cần thiết để hoạt động đầy đủ.
- Chọn bản vẽ với kích thước của tất cả các bộ phận cho máy phay gỗ CNC mà bạn đang tự chế tạo.
Để làm việc với các phần tử phức tạp, bạn sẽ cần một dao phay có công suất cao và số vòng quay lớn. Các chuyên gia khuyên bạn nên ưu tiên các thiết bị có điều chỉnh trục xoay thủ công và ổn định tự động. Các tính năng như dừng nhanh và khởi động mềm sẽ hữu ích. Trong các thiết kế lý tưởng, việc thay thế chổi than động cơ điện không yêu cầu phải tháo rời thân dụng cụ.
Bài viết liên quan:
Hướng dẫn sử dụng. Phụ kiện. Khuyến nghị lựa chọn thiết kế và đánh giá các mô hình tốt nhất.
Thiết kế của dao phay bao gồm các yếu tố sau:
- mặt bàn;
- giường;
- con quay;
- dừng song song;
- trượt thức ăn;
- máy hút bụi.

Lời khuyên hữu ích! Công suất động cơ khuyến nghị cho máy là 2 kW trở lên. Một công cụ có hiệu suất thấp hơn sẽ không thể xử lý phôi gỗ cứng.
Lựa chọn vật liệu để chế tạo máy chế biến gỗ bằng tay của chính bạn
Để khung chịu được tải trọng động cao, nên sử dụng kim loại làm vật liệu sản xuất. Lựa chọn phù hợp nhất là ống có tiết diện hình vuông hoặc hình chữ nhật. Nó được phép sử dụng một góc kim loại lớn.
Việc lựa chọn các vật liệu như vậy cho phép bạn tạo ra một cấu trúc mà không cần sử dụng máy hàn. Tất cả các yếu tố được kết nối bằng bu lông. Thiết kế có thể thu gọn, giúp mang theo và vận chuyển dễ dàng hơn. Ngoài ra, bằng cách sử dụng bản vẽ thích hợp của bàn phay, bạn có thể tự tay tạo ra những chiếc chân có thể điều chỉnh được. Hỗ trợ di chuyển cho phép bạn điều chỉnh máy theo chiều ngang.
Các vật liệu sau đây phù hợp để làm mặt bàn:
- tấm ván ép nhiều lớp;
- ván bào;
- MDF, OSB hoặc ván dăm.

Mặt bàn phải có bề mặt nhẵn. Mọi sai sót sẽ ảnh hưởng tới chất lượng công việc. Ngoài ra, cần loại bỏ tất cả các yếu tố có thể gây trầy xước trong quá trình gia công phôi.
Khi tạo một bảng cho bộ định tuyến bằng tay của chính bạn, bạn có thể đạt được một bề mặt phẳng bằng nhiều cách:
- hoàn thiện bằng nhựa;
- cẩn thận lắp và chà nhám các tấm ván bào;
- hoàn thiện kim loại.
Để tạo một bộ định tuyến bằng tay của chính bạn, bạn có thể sử dụng động cơ không đồng bộ hoặc động cơ cổ góp. Tùy chọn đầu tiên khá đơn giản khi vận hành và không áp đặt các hạn chế về kích thước của dao cắt được sử dụng. Nhược điểm bao gồm độ ồn cao. Động cơ chổi than có giá cả phải chăng hơn nhưng chổi than của nó nhanh mòn hơn.

Cách làm phụ kiện cho bộ định tuyến bằng chính đôi tay của bạn
Máy cắt gỗ tự chế có thể xử lý gỗ hiệu quả, nhưng khi tiếp xúc với vật liệu cứng, các bộ phận cắt nhanh chóng bị cùn. Do đó, phạm vi ứng dụng của các bộ phận đó bị hạn chế đáng kể.
Để chế tạo máy cắt gỗ bằng tay của chính mình, bạn cần lấy một phôi hình trụ và cắt một nửa đường kính của nó tại khu vực sẽ đặt vùng cắt. Sau này, cần phải làm trơn tru quá trình chuyển đổi kết quả. Bạn cần loại bỏ 1/4 đường kính khác khỏi phần cắt của phôi và thực hiện thao tác tương tự. Sau đó, bạn nên tạo cho khu vực đã được xử lý của máy cắt một hình chữ nhật. Để làm điều này, bạn cần phải cắt bỏ phần dưới của nó. Độ dày của vùng làm việc thu được phải là 2-5 mm.
Lời khuyên hữu ích! Để cắt phôi kim loại cho máy cắt, bạn có thể sử dụng máy khoan hoặc máy mài, điều chỉnh công cụ này để thực hiện nhiệm vụ này. Lưỡi cắt có thể được thực hiện bằng cách sử dụng .

- Nên mài phần cắt ở góc 7-10°. Một cạnh sắc hơn sẽ cắt tệ hơn nhiều và sẽ nhanh chóng mất đi cạnh của nó.
- Sử dụng máy mài góc được trang bị đĩa kim loại, bạn có thể cung cấp cho bộ phận cắt của máy cắt cấu hình cần thiết. Dũa kim phủ kim cương cũng thích hợp cho những mục đích này.
- Nếu máy cắt có cấu hình phức tạp, bạn có thể làm phẳng hoặc uốn cong nó.
Cách làm máy phay bằng tay của chính bạn
Máy phay đơn giản nhất có thể được chế tạo theo nguyên tắc tương tự như dụng cụ tiện được mô tả trước đó. Có một số cách để thiết kế trung tâm chính của cấu trúc.
Trong trường hợp đầu tiên, một ống thép có thành mỏng được gắn trên trục. Phương pháp này được coi là đơn giản nhất nhưng không phải không có nhược điểm. Người vận hành sẽ không thể xử lý các phôi có đường kính nhỏ hơn mặt cắt ngang bên trong của ống. Ngoài ra, cấu trúc như vậy không thể được tháo dỡ nhanh chóng nếu có nhu cầu.

Trong trường hợp thứ hai, phôi sẽ được gắn vào tấm mặt. Để làm điều này, bạn có thể sử dụng ốc vít, trước tiên bạn cần tạo lỗ. Phương pháp này cũng có nhược điểm. Đường kính của phôi đang được xử lý bị giới hạn bởi kích thước của tấm mặt. Để đơn giản hóa quá trình này, một hộp mực đặc biệt có thể được chế tạo, mặc dù trong trường hợp này không thể tránh khỏi một số hạn chế.
Trung tâm phía sau, sẽ được sử dụng để cố định các phôi dài, phải được lắp trên ụ sau. Động cơ điện được gắn trên khung. Nhìn chung, các thiết kế đơn giản nhất của dụng cụ tiện và phay rất giống nhau. Nếu bạn muốn có một thiết bị chức năng hơn, bạn có thể tự chế tạo máy phay CNC, nhưng điều này sẽ đòi hỏi kiến thức kỹ thuật bổ sung.
Công nghệ sản xuất bàn DIY cho bộ định tuyến có bản vẽ
Có một số thiết kế có thể được sử dụng để gắn bộ định tuyến CNC trên máy tính để bàn. Bàn có thể cố định hoặc di động. Ngoài ra còn có sự đa dạng tổng hợp. Thiết kế này cho phép bạn mở rộng bề mặt bảng để sử dụng bộ định tuyến.
Thông thường, các thợ thủ công ưu tiên các công trình cố định có khung kim loại. Ván ép Hà Lan thích hợp làm vật liệu cho mặt bàn.

Ghi chú! Khi làm bàn cho bộ định tuyến thủ công bằng tay của chính bạn, bạn phải tính đến chiều cao của người sẽ làm việc tại đó.
Danh sách các công cụ và vật liệu cần thiết bao gồm:
- các bộ phận kim loại cho khung (ống hoặc góc);
- dẫn hướng bằng nhôm;
- trục để cố định bộ định tuyến;
- bột bả, cũng như các hợp chất sơn lót và sơn;
- vít tự khai thác;
- bu lông đồ nội thất (60x6 mm);
- bu lông điều chỉnh hình lục giác với đai ốc (4 chiếc.);
- Ván ép nhiều lớp của Phần Lan có đặc tính chống ẩm (độ dày tấm 1,8 cm);
- vật liệu để làm điểm dừng song song (ván ép hoặc ván);
- khoan và bộ mũi khoan;
- tuốc nơ vít và ghép hình điện;
- máy hàn;
- các thiết bị phụ trợ (bàn chải, giẻ lau, thìa).

Có mọi thứ bạn cần, bạn có thể dễ dàng thực hiện thiết kế bàn phay bằng tay của chính mình, các video đánh giá về công nghệ, trong đó có rất nhiều trên Internet, sẽ giúp bạn làm quen trực quan với quy trình này.
Công nghệ sản xuất máy CNC tự làm: bản vẽ và lắp ráp
Bộ định tuyến CNC khác với một công cụ thông thường ở chỗ có chương trình điều khiển hoạt động của nó. Trong nhiều video, những chiếc máy tự chế được chế tạo trên cơ sở một thanh có tiết diện hình chữ nhật, được gắn trên các thanh dẫn hướng. Bộ định tuyến CNC cũng không ngoại lệ. Trong quá trình lắp đặt kết cấu đỡ, không nên sử dụng mối hàn, việc cố định tốt nhất được thực hiện bằng bu lông.
Thực tế là các mối hàn rất dễ bị rung, đó là lý do tại sao theo thời gian khung sẽ bị phá hủy dần dần. Do thay đổi kích thước hình học, thiết bị sẽ mất độ chính xác và chất lượng xử lý. Điều mong muốn là thiết kế bảng bao gồm khả năng di chuyển công cụ theo chiều dọc. Một ổ trục vít phù hợp cho những mục đích này. Chuyển động quay sẽ được truyền bằng đai định thời.
Trục dọc là yếu tố thiết kế quan trọng nhất. Để làm nó, bạn có thể sử dụng một tấm nhôm. Trong trường hợp này, điều rất quan trọng là các thông số chiều của trục phải tương ứng với kích thước của máy trong tương lai.

Lời khuyên hữu ích! Sử dụng lò múp, một trục thẳng đứng có thể được đúc từ nhôm theo kích thước quy định trong bản vẽ.
Việc lắp ráp máy nên bắt đầu bằng việc lắp đặt hai động cơ điện loại bước. Chúng được lắp đặt phía sau trục thẳng đứng trực tiếp trên thân máy. Một động cơ sẽ điều khiển chuyển động ngang của đầu phay, động cơ còn lại sẽ điều khiển chuyển động dọc. Sau đó, bạn cần chuyển sang cài đặt các thành phần còn lại của cấu trúc.
Chuyển động quay sẽ được truyền tới các bộ phận chính của dụng cụ bằng bộ truyền động dây đai. Trước khi kết nối điều khiển phần mềm với bộ định tuyến đã hoàn thiện, bạn phải kiểm tra chức năng của nó và nếu có bất kỳ thiếu sót nào, hãy loại bỏ chúng. Nhiều thợ thủ công sử dụng video đánh giá để lắp ráp máy bằng tay của chính họ, trong đó quy trình này được thảo luận chi tiết.
Thiết bị tạo máy phay CNC cho gỗ bằng tay của chính bạn
Để tạo một máy phay CNC tại nhà, hãy đảm bảo sử dụng động cơ bước. Chúng cung cấp khả năng di chuyển công cụ theo 3 mặt phẳng. Để tạo ra một chiếc máy tự chế, động cơ điện có trong máy in ma trận điểm là lý tưởng. Cần phải đảm bảo rằng động cơ có đủ công suất. Ngoài động cơ, sẽ cần có thanh thép.

Máy in ma trận điểm chỉ có một vài động cơ, nhưng để tạo bộ định tuyến, bạn sẽ cần ba động cơ. Vì vậy, bạn sẽ cần một số thiết bị in cũ. Điều mong muốn là động cơ có 5 dây điều khiển. Nhờ đó, chức năng của công cụ tăng lên.
Các thông số động cơ khác cũng rất quan trọng:
- mức độ quay mỗi bước;
- điện trở cuộn dây;
- cấp điện áp.
Để lắp ráp ổ đĩa, bạn sẽ cần một chốt và đai ốc. Kích thước của các phần này được chọn có tính đến bản vẽ. Để cố định trục và chốt động cơ, bạn có thể sử dụng cuộn dây cao su dày từ cáp điện. Ống lót nylon thích hợp làm vật giữ và phải lắp vít vào đó. Là một công cụ phụ trợ, bạn có thể sử dụng máy khoan và dũa.
Công cụ sẽ được điều khiển bằng phần mềm. Thành phần bắt buộc của máy là cổng LPT, cổng này cung cấp kết nối hệ thống điều khiển với dao phay thông qua động cơ điện. Chất lượng của các bộ phận được sử dụng để lắp ráp máy quyết định tuổi thọ sử dụng của máy và chất lượng của các hoạt động công nghệ được thực hiện. Vì vậy, việc lựa chọn các bộ phận nên được tiếp cận cẩn thận. Khi tất cả các thành phần điện tử của máy đã được cài đặt và kết nối, tất cả những gì còn lại là tải xuống trình điều khiển và phần mềm.

Mua máy phay CNC sẽ tốn bao nhiêu tiền: giá dụng cụ
Nếu hầu như bất kỳ thợ thủ công nào cũng có thể đảm đương việc chế tạo dao phay thủ công và bàn cố định, thì việc lắp ráp máy CNC dường như là một nhiệm vụ bất khả thi đối với nhiều người. Hơn nữa, các thiết kế tự chế không có những khả năng mà một công cụ do nhà máy sản xuất có thể mang lại.
Lời khuyên hữu ích! Nếu bạn có ý định sử dụng bộ định tuyến để thực hiện các công việc chế biến gỗ phức tạp, tốt hơn hết bạn nên ưu tiên những thiết kế xuất xưởng được hiệu chỉnh chính xác và có nhiều chức năng.
Giá của chúng khác nhau tùy thuộc vào chức năng, kích thước bàn, công suất, nhà sản xuất và các thông số khác.
Giá trung bình cho máy phay CNC do nhà máy sản xuất:
| Tên may moc | Chiều dài bảng, mm | giá, chà. |
| LTT-K0609 (LTT-K6090A) | 900 | 228970 |
| WoodTec MH-6090 | 246780 | |
| LTT-P6090 | 329120 | |
| RJ 1212 | 1300 | 317000 |
| WoodTec MH-1212 | 347350 | |
| RUIJIE RJ 1200 | 399200 | |
| WoodTec MH 1325 | 2500 | 496350 |
| WoodTec MH-1625 | 540115 | |
| WoodTec VH-1625 | 669275 | |
| RJ 2040 | 3000 | 1056750 |
| WoodTec VH-2030 | 1020935 | |
| WoodTec VH-2040 | 1136000 |
Lắp ráp máy bằng phần mềm là một quá trình khá phức tạp đòi hỏi những kỹ năng và kiến thức nhất định. Công việc này không thể thực hiện được nếu không có bản vẽ phù hợp và các bộ phận cần thiết. Các hạng mục như cáp tín hiệu, động cơ bước và bo mạch vi xử lý có thể được tháo ra khỏi thiết bị cũ hoặc mua trực tuyến. Nhiều cửa hàng trực tuyến cung cấp bộ dụng cụ làm sẵn để lắp ráp máy phay cho xưởng gia đình.
Làm máy phay gỗ bằng tay của chính bạn: hướng dẫn bằng video
Để hoạt động hoàn toàn với bộ định tuyến cầm tay, ngoài bản thân công cụ, vật liệu và bộ dao cắt tương ứng, bạn phải có thêm một thành phần - đồ gá. Để máy cắt có thể tạo hình phôi theo kế hoạch của người chủ - cắt vật liệu chính xác ở nơi cần thiết - nó phải ở một vị trí được xác định nghiêm ngặt so với phôi tại từng thời điểm. Nhiều phụ kiện dành cho bộ định tuyến cầm tay được sử dụng để đảm bảo điều này. Một số trong số chúng - những thứ cần thiết nhất - được bao gồm trong phạm vi cung cấp nhạc cụ. Các thiết bị phay khác có thể được mua hoặc tự chế tạo. Hơn nữa, các thiết bị tự chế rất đơn giản nên bạn có thể làm chúng mà không cần bản vẽ, chỉ sử dụng bản vẽ của chúng.
Xé hàng rào
Thiết bị được sử dụng nhiều nhất đi kèm với hầu hết mọi bộ định tuyến là một điểm dừng song song, đảm bảo chuyển động thẳng của dao cắt so với bề mặt đế. Cái sau có thể là cạnh thẳng của một bộ phận, bàn hoặc ray dẫn hướng. Điểm dừng song song có thể được sử dụng cho cả phay các rãnh khác nhau nằm trên mặt phôi và để xử lý các cạnh.Dừng song song cho bộ định tuyến thủ công: 1 - điểm dừng, 2 - thanh, 3 - đế của bộ định tuyến, vít khóa 4 - thanh, 5 - vít điều chỉnh tinh, 6 - thanh di chuyển, 7 - vít khóa vận chuyển có thể di chuyển, 8 - miếng đệm, 9 - khóa dừng bằng vít.

Để lắp đặt thiết bị vào vị trí làm việc, cần trượt các thanh 2 vào các lỗ của khung 3, đảm bảo khoảng cách cần thiết giữa bề mặt đỡ của cữ chặn và trục của dao cắt và cố định chúng bằng vít khóa. 4. Để định vị chính xác dao cắt, bạn cần nhả vít khóa 9 và xoay vít điều chỉnh tinh 5 để đặt dao cắt đến vị trí mong muốn. Đối với một số mẫu dừng, kích thước của bề mặt đỡ có thể được thay đổi bằng cách di chuyển hoặc trải rộng các miếng đệm đỡ 8.
Nếu bạn thêm một bộ phận đơn giản vào hàng rào xé, thì bạn có thể sử dụng nó để phay không chỉ các rãnh thẳng mà còn cả các rãnh cong, chẳng hạn như để gia công phôi tròn. Hơn nữa, bề mặt bên trong của khối nằm giữa cữ chặn và phôi không nhất thiết phải có hình tròn bám theo mép phôi. Nó cũng có thể có hình dạng đơn giản hơn (Hình “a”). Trong trường hợp này, quỹ đạo của dao cắt sẽ không thay đổi.

Tất nhiên, hàng rào xé thông thường, nhờ có rãnh ở giữa, sẽ cho phép bạn định hướng bộ định tuyến dọc theo một cạnh tròn, nhưng vị trí của bộ định tuyến có thể không đủ ổn định.
Chức năng của thanh dẫn hướng tương tự như chức năng của hàng rào chắn. Giống như cái sau, nó đảm bảo chuyển động tuyến tính nghiêm ngặt của bộ định tuyến. Sự khác biệt chính giữa chúng là lốp có thể được lắp đặt ở bất kỳ góc nào so với cạnh của bộ phận hoặc bàn, do đó đảm bảo mọi hướng chuyển động của bộ định tuyến trong mặt phẳng ngang. Ngoài ra, lốp xe có thể có các bộ phận giúp đơn giản hóa một số thao tác nhất định, chẳng hạn như các lỗ phay nằm ở cùng một khoảng cách với nhau (với một bước nhất định), v.v.
Ray dẫn hướng được gắn vào bàn hoặc phôi bằng kẹp hoặc kẹp đặc biệt. Lốp có thể được trang bị một bộ chuyển đổi (giày), được kết nối với đế của bộ định tuyến bằng hai thanh. Trượt dọc theo mặt cắt của lốp, bộ chuyển đổi sẽ thiết lập chuyển động tuyến tính của máy cắt.
Đôi khi (nếu khoảng cách từ lốp đến bộ định tuyến quá gần), các bề mặt đỡ của lốp và bộ định tuyến có thể xuất hiện ở các mặt phẳng có chiều cao khác nhau. Để cân bằng chúng, một số bộ định tuyến được trang bị các chân hỗ trợ có thể thu vào, giúp thay đổi vị trí của bộ định tuyến theo chiều cao.
Một thiết bị như vậy rất dễ dàng được thực hiện bằng tay của chính bạn. Tùy chọn đơn giản nhất là một khối dài được cố định vào phôi bằng kẹp. Thiết kế có thể được bổ sung với các hỗ trợ bên.

Bằng cách đặt một khối lên hai hoặc nhiều phôi gia công thẳng hàng cùng một lúc, các rãnh có thể được tạo trên chúng chỉ trong một lần.

Khi sử dụng khối làm điểm dừng, sẽ bất tiện khi đặt khối ở một khoảng cách nhất định so với đường rãnh tương lai. Hai thiết bị sau không gặp phải sự bất tiện này. Đầu tiên được làm từ ván và ván ép gắn chặt với nhau. Trong trường hợp này, khoảng cách từ mép của tấm chặn (tấm) đến mép của đế (ván ép) bằng khoảng cách từ dao cắt đến mép của đế bộ định tuyến. Nhưng điều kiện này chỉ được đáp ứng đối với dao cắt có cùng đường kính. Nhờ đó, thiết bị nhanh chóng căn chỉnh dọc theo mép của rãnh tương lai.

Thiết bị sau có thể được sử dụng với các máy cắt có đường kính khác nhau, cộng với khi phay, bộ định tuyến nằm trên toàn bộ đế của nó chứ không phải một nửa như trong thiết bị trước đó.


Điểm dừng được căn chỉnh dọc theo cạnh của bảng bản lề và đường tâm của rãnh. Sau khi cố định điểm dừng, bảng gập lại, nhường chỗ cho bộ định tuyến. Chiều rộng của tấm gấp, cùng với khoảng cách giữa nó và điểm dừng (nếu có), phải bằng khoảng cách từ tâm dao cắt đến mép của đế bộ định tuyến. Nếu bạn tập trung vào cạnh của dao cắt và cạnh của rãnh tương lai thì thiết bị sẽ chỉ hoạt động với một đường kính của dao cắt.
Khi phay rãnh ngang thớ, ở lối ra khỏi phôi, khi phay rãnh hở, trường hợp trầy xước gỗ không phải là hiếm. Các thiết bị sau đây sẽ giúp giảm thiểu tình trạng trầy xước: Tôi ấn các sợi ở nơi dao cắt thoát ra, ngăn chúng tách ra khỏi phôi.


Hai tấm ván vuông góc hoàn toàn được kết nối bằng vít. Các dao cắt khác nhau được sử dụng trên các mặt khác nhau của điểm dừng sao cho chiều rộng của rãnh trong đồ gá phù hợp với chiều rộng của rãnh của bộ phận được phay.
Một công cụ khác để định tuyến các khe hở có thể được ép mạnh hơn vào phôi, điều này giúp giảm thiểu tình trạng trầy xước hơn nữa, nhưng nó chỉ phù hợp với một dao cắt có đường kính. Nó bao gồm hai bộ phận hình chữ L được nối với phôi bằng kẹp.


Sao chép nhẫn và mẫu
Vòng sao chép là một tấm tròn có vai nhô ra trượt dọc theo mẫu và cung cấp quỹ đạo cần thiết cho dao cắt. Vòng sao chép được gắn vào đế của bộ định tuyến theo nhiều cách khác nhau: vặn nó vào lỗ ren (các vòng như vậy nằm trong ảnh bên dưới), lắp ăng-ten của vòng vào các lỗ đặc biệt trên đế hoặc vặn bằng vít .

Đường kính của vòng sao chép phải càng gần với đường kính của dao cắt càng tốt, nhưng vòng sao chép không được chạm vào các bộ phận cắt của nó. Nếu đường kính của vòng lớn hơn đường kính của dao cắt thì mẫu phải nhỏ hơn các bộ phận đã hoàn thiện để bù cho sự chênh lệch giữa đường kính của dao cắt và đường kính của vòng sao chép.

Mẫu được cố định vào phôi bằng băng dính hai mặt, sau đó cả hai phần được ép bằng kẹp vào bàn làm việc. Sau khi bạn định tuyến xong, hãy kiểm tra xem vòng có được ép vào mép của mẫu trong toàn bộ thao tác hay không.
Bạn có thể tạo một mẫu để xử lý không phải toàn bộ cạnh mà chỉ để làm tròn các góc. Trong trường hợp này, bằng cách sử dụng mẫu hiển thị bên dưới, bạn có thể làm tròn bốn bán kính khác nhau.


Trong hình trên, dụng cụ cắt có ổ trục được sử dụng, nhưng mẫu cũng có thể được sử dụng với vòng, chỉ có điều vòng phải khớp chính xác với đường kính của dao hoặc các điểm dừng phải giúp có thể di chuyển mẫu ra khỏi cạnh bằng sự khác biệt về bán kính của dao cắt và vòng. Điều này cũng áp dụng cho phiên bản đơn giản hơn được hiển thị bên dưới.


Mẫu không chỉ được sử dụng để phay các cạnh mà còn sử dụng các rãnh trên bề mặt.

Mẫu có thể được điều chỉnh.


Định tuyến mẫu là một phương pháp tuyệt vời để cắt các rãnh bản lề.


Dụng cụ phay rãnh tròn và hình elip
La bàn được thiết kế để di chuyển bộ định tuyến xung quanh một vòng tròn. Thiết bị đơn giản nhất thuộc loại này là một la bàn, bao gồm một thanh, một đầu của thanh này được kết nối với đế của bộ định tuyến và đầu thứ hai có một ốc vít có chốt ở đầu, được lắp vào một lỗ đóng vai trò là tâm của đường tròn mà dao cắt di chuyển dọc theo đó. Bán kính của vòng tròn được thiết lập bằng cách dịch chuyển thanh so với đế của bộ định tuyến.
Tất nhiên, sẽ tốt hơn nếu la bàn được làm bằng hai thanh.

Nhìn chung, la bàn là một thiết bị rất thông dụng. Có một số lượng lớn các thiết bị có thương hiệu và tự chế để phay chu vi, có kích thước khác nhau và dễ sử dụng. Theo quy luật, la bàn có cơ chế đảm bảo sự thay đổi bán kính của hình tròn. Nó thường được chế tạo dưới dạng vít có chốt ở cuối, di chuyển dọc theo rãnh của thiết bị. Chốt được lắp vào lỗ trung tâm của bộ phận.



Khi cần phay một hình tròn có đường kính nhỏ, chốt phải được đặt dưới đế bộ định tuyến và trong những trường hợp như vậy, hãy sử dụng các thiết bị khác được gắn vào đáy đế bộ định tuyến.

Đảm bảo chuyển động của dao cắt theo vòng tròn bằng la bàn khá đơn giản. Tuy nhiên, người ta thường phải giải quyết nhu cầu tạo các đường viền hình elip - khi lắp gương hoặc kính hình bầu dục, lắp đặt cửa sổ hoặc cửa ra vào hình vòm, v.v. Thiết bị PE60 WEGOMA (Đức) được thiết kế để phay hình elip và hình tròn.


Nó là một đế ở dạng tấm, được gắn vào bề mặt bằng cốc hút chân không 1 hoặc bằng vít nếu bản chất bề mặt không cho phép cố định nó bằng cốc hút. Hai guốc 2, di chuyển dọc theo các thanh dẫn giao nhau, đảm bảo chuyển động của dao phay dọc theo đường hình elip. Khi phay một vòng tròn chỉ sử dụng một đế. Bộ thiết bị bao gồm hai thanh lắp và giá đỡ 3, với sự trợ giúp của bộ định tuyến được kết nối với tấm. Các rãnh trên giá đỡ cho phép bạn lắp đặt bộ định tuyến sao cho bề mặt đỡ của nó và đế của tấm nằm trên cùng một mặt phẳng.
Như có thể thấy từ các bức ảnh trên, bộ định tuyến đã được sử dụng thay vì ghép hình hoặc cưa vòng và do tốc độ cắt cao nên chất lượng bề mặt được xử lý cao hơn nhiều. Ngoài ra, nếu bạn không có cưa đĩa cầm tay, bộ định tuyến có thể thay thế nó.
Thiết bị phay rãnh trên bề mặt hẹp
Các rãnh cho ổ khóa và bản lề cửa, trong trường hợp không có bộ định tuyến, được tạo ra bằng cách sử dụng máy đục và máy khoan điện. Thao tác này - đặc biệt là khi tạo rãnh cho ổ khóa bên trong - mất rất nhiều thời gian. Có một dao phay và một thiết bị đặc biệt, nó có thể được hoàn thành nhanh hơn nhiều lần. Thật thuận tiện khi có một thiết bị cung cấp khả năng phay các khe ở nhiều kích cỡ khác nhau.Để tạo các rãnh cuối cùng, bạn có thể tạo một thiết bị đơn giản dưới dạng đế phẳng gắn vào đế của bộ định tuyến. Hình dạng của nó không chỉ có thể là hình tròn (theo hình dạng đế của bộ định tuyến) mà còn có thể là hình chữ nhật. Ở cả hai bên, bạn cần cố định các chốt dẫn hướng để đảm bảo bộ định tuyến chuyển động thẳng. Điều kiện chính để lắp đặt chúng là trục của chúng thẳng hàng với tâm của dao cắt. Nếu điều kiện này được đảm bảo, rãnh sẽ nằm chính xác ở tâm phôi, bất kể độ dày của nó. Nếu bạn cần di chuyển rãnh sang bên này hay bên kia từ tâm, bạn cần đặt một ống lót có độ dày thành nhất định trên một trong các chốt, do đó rãnh sẽ di chuyển sang phía mà chốt ở đó. ống lót được đặt. Khi sử dụng bộ định tuyến với thiết bị như vậy, nó phải được hướng dẫn sao cho các chốt được ấn ở cả hai bên vào các bề mặt bên của bộ phận.

Nếu bạn gắn hàng rào xé thứ hai vào bộ định tuyến, bạn cũng sẽ nhận được một thiết bị để phay các rãnh ở cạnh.

Nhưng bạn có thể làm mà không cần các thiết bị đặc biệt. Để đảm bảo sự ổn định của bộ định tuyến trên một bề mặt hẹp, các tấm ván được cố định ở cả hai mặt của bộ phận, bề mặt của chúng phải tạo thành một mặt phẳng duy nhất với bề mặt đang được xử lý. Khi phay, bộ định tuyến được định vị bằng hàng rào xé.

Bạn có thể tạo phiên bản cải tiến giúp tăng diện tích hỗ trợ cho bộ định tuyến.


Thiết bị xử lý các cụm, trụ và các bộ phận quay khác
Sự đa dạng của công việc được thực hiện bằng dao phay thủ công đôi khi dẫn đến nhu cầu sản xuất độc lập các thiết bị hỗ trợ thực hiện một số hoạt động nhất định. Các thiết bị có thương hiệu không thể đáp ứng toàn bộ phạm vi công việc và chúng khá đắt tiền. Do đó, các thiết bị sản xuất tại nhà cho bộ định tuyến rất phổ biến đối với những người dùng quan tâm đến việc làm việc với gỗ và đôi khi các thiết bị làm bằng tay vượt trội hơn so với các thiết bị tương tự có thương hiệu hoặc hoàn toàn không có thiết bị tương tự có thương hiệu nào.Đôi khi cần phải phay nhiều rãnh khác nhau trên thân quay. Trong trường hợp này, thiết bị hiển thị bên dưới có thể hữu ích.




Thiết bị được sử dụng để phay các rãnh dọc (sáo) trên các lan can, trụ, v.v. Nó bao gồm thân 2, một cỗ xe có thể di chuyển được với dao phay được lắp sẵn 1, một đĩa để cài đặt góc quay 3. Thiết bị hoạt động như sau. Lan can được đặt trong thân máy và được cố định ở đó bằng vít 4. Việc xoay đến góc mong muốn và việc cố định phôi ở vị trí được xác định nghiêm ngặt được đảm bảo bằng đĩa 3 và vít khóa 5. Sau khi cố định bộ phận, việc vận chuyển với bộ định tuyến được thực hiện chuyển động (dọc theo các thanh dẫn hướng của thân máy) và phay một rãnh dọc theo chiều dài của phôi. Sau đó, sản phẩm được mở khóa, xoay theo góc yêu cầu, khóa lại và tạo rãnh tiếp theo.
Một thiết bị tương tự có thể được sử dụng thay cho máy tiện. Phôi phải được quay chậm bởi người trợ giúp hoặc một bộ truyền động đơn giản, chẳng hạn như từ máy khoan hoặc tuốc nơ vít, và vật liệu thừa phải được loại bỏ bằng dao phay di chuyển dọc theo các thanh dẫn hướng.
Dụng cụ phay mộng
Đồ gá làm mộng được sử dụng để phay biên dạng của các mối nối mộng. Việc sản xuất cái sau đòi hỏi độ chính xác cao, điều này gần như không thể đạt được bằng tay. Đồ gá cắt mộng cho phép bạn tạo hình nhanh chóng và dễ dàng ngay cả các khớp nối phức tạp như khớp nối.
Hình dưới đây cho thấy một mẫu công nghiệp của thiết bị cắt mộng để tạo ra ba loại khớp - khớp nối (phiên bản mù và xuyên suốt) và khớp xuyên qua với mộng thẳng. Hai bộ phận giao phối được lắp đặt trong thiết bị cố định với một độ lệch nhất định so với nhau, được điều khiển bởi chân 1 và 2, sau đó chúng được xử lý. Quỹ đạo chính xác của dao cắt được xác định bởi hình dạng của rãnh trong mẫu và vòng sao chép của bộ định tuyến, trượt dọc theo cạnh của mẫu, lặp lại hình dạng của nó.




Khi sử dụng nội dung của trang này, bạn cần đặt các liên kết hoạt động đến trang này, hiển thị cho người dùng và robot tìm kiếm.
Hoạt động của bất kỳ thiết bị hiện đại nào, kể cả thiết bị, đều không thể thực hiện được nếu không có dòng điện.
Vì vậy, ngoài phần cơ của thiết bị còn phải có phần điện. Nó được xây dựng theo một khuôn mẫu nhất định.
Các loại
Có các loại mạch điện sau:
- kết cấu, xác định mối quan hệ của các bộ phận của thiết bị điện;
- chức năng, xác định các quy trình điện trong một bộ phận riêng biệt, hoàn toàn dành cho máy CNC;
- cái cơ bản, phản ánh tất cả các yếu tố và đưa ra ý tưởng về nguyên tắc hoạt động;
- kế hoạch lắp đặt kết nối cho các kết nối điện;
- vị trí các bộ phận của thiết bị điện, sản phẩm dây dẫn và cáp.
Tài liệu kỹ thuật của thiết bị thường chứa sơ đồ mạch và sơ đồ bố trí thiết bị điện. Nó được thực hiện mà không tuân theo quy mô và không chỉ ra vị trí thực sự của các yếu tố riêng lẻ.
Yêu cầu chung khi vẽ mạch điện
Các sơ đồ điện của máy CNC (chúng ta đang nói về những sơ đồ cơ bản) thường mô tả từng bộ phận của thiết bị điện tham gia vào quy trình công nghệ hoặc điều khiển dòng chảy của nó. Người ta thường đặt các mạch điện ở bên trái, biểu thị một vị trí trên sơ đồ bằng một đường đậm, còn đối với các mạch điều khiển, chúng được mô tả ở phía bên phải là một đường mảnh. Khi vẽ sơ đồ, người ta thường giả định rằng tất cả các phần tử mạch đều ở trạng thái tắt.
Các phần tử có một biểu diễn sơ đồ; chúng được chỉ định vị trí dưới dạng các chữ cái. Trong trường hợp một động cơ điện - M, và nếu có một vài trong số chúng - M1, M2, M3 (bằng chữ cái và biểu thức số). Nếu sơ đồ bố trí được xây dựng, mọi thứ liên quan đến thiết bị điện sẽ được ghi lại trên đó (ở dạng ảnh tỷ lệ lớn). Có một đường mỏng nơi có không gian để kết nối các phần tử - dây và cáp. Các sơ đồ như vậy được xây dựng để thể hiện một dao phay; chúng được trang bị tủ điện và bảng điều khiển máy.
Để làm ví dụ về mạch điện cho thiết bị điện của thiết bị điều khiển số, người ta có thể hình dung như sau:

Thiết bị điện hiện đại có sơ đồ mạch rất phức tạp và việc đọc chúng không phải lúc nào cũng dễ dàng. Và tình trạng này được giải thích là do ngoài động cơ điện, rơle, bộ khởi động và công tắc tơ, máy còn bao gồm nhiều phương tiện tự động, thiết bị máy tính và các bộ phận thiết bị vi điện tử. Nhìn chung, các máy khác nhau có một thành phần điện chung, đồng thời khác nhau về đặc tính chức năng của các khối.
Đặc điểm mạch điện của máy phay 6P82
Chúng ta cùng tìm hiểu mạch điện của máy phay đúc hẫng ngang 6P82. Nó được đại diện bởi các khối sau:
- lưới điện có điện áp 380 V, dòng điện xoay chiều tần số 50 Hz;
- mạch điều khiển có điện áp 110 V (dòng điện xoay chiều); 65 V (DC);
- chiếu sáng cục bộ với điện áp 24 V;
- tổng dòng điện định mức của động cơ điện hoạt động đồng thời là 20 A và dòng điện định mức của thiết bị bảo vệ là 63 A.
Tài liệu kỹ thuật đặt ra các giới hạn cho việc sử dụng thiết bị trên máy liên quan đến nguồn điện và tải điện. Nếu tốc độ lớn hơn 63 vòng / phút thì giới hạn sử dụng của bộ truyền động chính chỉ bị giới hạn bởi công suất định mức của động cơ điện.
Cần kể tên các bộ phận chính của mạch điện máy phay: động cơ với bộ điều khiển, bảng giao diện, máy tính hoặc laptop, bộ nguồn và nút dừng khẩn cấp của máy.
Tùy chọn tự lắp ráp
Đối với những người tự tay lắp ráp máy CNC, có một lựa chọn khác là lắp đặt hệ thống điện trên máy. Bạn có thể mua một bộ làm sẵn có ba động cơ Nema và cùng số lượng trình điều khiển phù hợp với chúng; máy biến áp giảm áp để cấp nguồn cho mạch điều khiển và bảng chuyển mạch cho nguồn điện (36 V). Bạn có thể sử dụng các bộ dụng cụ khác khi tự lắp ráp máy.
Các thiết bị điện tử của máy nên được thực hiện trên một bảng. Toàn bộ tập hợp các phần tử bên ngoài được kết nối ở đó, sử dụng các đầu nối và khối đầu cuối:
- SD, công tắc giới hạn trên từng trục;
- ổ cắm để bật ổ đĩa chính (có thể dùng DREMEL 300);
- một chiếc quạt lấy từ máy hút bụi mini, một máy biến áp để cấp nguồn;
- đầu nối cung cấp kết nối với PC thông qua cổng LPT.

Hầu hết tất cả các thành phần đều có thể dễ dàng tháo ra khỏi bo mạch máy tính cũ, Spectrum - những chiếc PC đầu tiên, cũng như các bộ chuyển mạch mạng lỗi thời.
Mạch bao gồm một bộ điều khiển CNC (kích hoạt trục chính bằng phần mềm) và có đầy đủ các kết nối bổ sung cho các công cụ và cảm biến. Cổng máy tính LPT được kết nối thông qua cáp tiêu chuẩn. Các thiết bị điện tử của máy không cần làm mát cưỡng bức và không nóng lên.
Tất cả các thiết bị điện tử của máy CNC đều được đặt trong một hốc ở phía sau máy và được phủ một tấm để ngăn bụi bẩn.
Khi xử lý các thiết bị điện tử khi tự tay lắp ráp máy CNC, bạn cần chọn nguồn điện phù hợp. Ví dụ: đối với SD, bạn có thể sử dụng đơn vị 12 V và dòng điện 3A. Cần có một khối có điện áp 5 V và dòng điện 0,3A để cấp nguồn cho các chip điều khiển. Làm thế nào để thực hiện tính toán cung cấp điện? Có một công thức đơn giản - 3x2x1=6A, trong đó 3 là số lượng động cơ liên quan (dọc theo trục X, Y và Z); 2 – số cuộn dây được cấp nguồn, 1 A – cường độ dòng điện.

Thiết kế của bộ điều khiển điều khiển, theo sơ đồ mạch rất đơn giản, có thể được lắp ráp từ ba vi mạch và không yêu cầu phần sụn. Vì vậy, một máy phay CNC tốt có thể được tạo ra bởi một người có ít kiến thức về điện và điện tử.
Trình điều khiển SD điều khiển bộ khuếch đại 4 kênh. Nó được làm từ 4 bóng bán dẫn.
Các biến thể của vi mạch nối tiếp cũng được sử dụng, chẳng hạn như ULN 2004 (cho 9 phím), cường độ dòng điện 0,5 - 0,6A.
Trình điều khiển có thể được điều khiển bằng chương trình vri-cnc. Bạn chỉ cần tìm hướng dẫn về cách sử dụng nó trên trang web chính thức. Để điều khiển chung máy, các chương trình Kcam và Mach3 được sử dụng để phân biệt giữa các định dạng tệp khác nhau cho quá trình phay và khoan.
Phương pháp tiếp cận mới đối với thiết bị máy móc
Chỉ những thiết bị đáng tin cậy với các điều khiển đơn giản mới đảm bảo phay hoặc khắc chất lượng cao trên bề mặt của các bộ phận và phôi.
Ví dụ: máy bào gỗ CNC chuyên nghiệp Winner sẽ bào bất kỳ loài nào dọc theo tất cả bốn mặt phẳng của phôi và tạo ra nhiều loại biên dạng khác nhau. Điều đặc biệt tốt ở nó là nguyên tắc xây dựng theo mô-đun. Điều này có nghĩa là có thể thay đổi các đặc tính của thiết bị, điều chỉnh nó phù hợp tối đa với nhu cầu của khách hàng.
Trong mỗi dòng máy công cụ, thực tế là phải đưa ra những sửa đổi khác nhau về số lượng trục chính, công suất động cơ điện khác nhau và do đó tốc độ tiến dao của phôi gia công khác nhau. Khách hàng có cơ hội đặt hàng bố trí của máy phù hợp với nhu cầu với một mạch điện mới.

Vì vậy, trước khi kết nối máy với hệ thống điện, tốt hơn hết bạn nên kiểm tra xem các thông số có khớp chính xác với đặc điểm của mạng hay không. Đây là trách nhiệm trực tiếp của thợ điện. Cần có mạng ba pha có điện áp 380 V và tần số 50 Hz, cần phải nối đất. Cáp nguồn (có tiết diện tối thiểu 16 mm) được cấp vào thiết bị dưới dạng ống hoặc ống kim loại để không làm hỏng thiết bị trong quá trình vận hành.
Máy CNC này là máy tốt nhất được tạo ra ngày nay. Nó cung cấp khả năng phay và khắc chất lượng cao trên bề mặt của các bộ phận, xử lý các phần tử có độ chính xác cao do chương trình chỉ định (lệnh G601 để kích hoạt bước chỉ diễn ra khi định vị chính xác).
Phần kết luận
Kiến thức tốt về mạch điện, đọc bản vẽ - đây là những kỹ năng mà đối với tất cả mọi người, điều khiển số và chương trình không phải là một cụm từ hấp dẫn mà là công việc hàng ngày về cung cấp điện cho thiết bị lập trình và thiết bị robot.





