Kaip vadinasi santechnikos operacijos atlikimo būdas. Bendra informacija apie šaltkalvio darbus. Tema. Metalo apdirbimo pagrindai
Žymėjimas.
Šaltkalvio darbo vieta.
Tema. Šaltkalvio apdirbimo pagrindai.
(nepriklausomas tyrimas)
Klausimai:
1. šaltkalvio darbai - tai rankinis medžiagų apdirbimas, detalių montavimas, įvairių mechanizmų ir mašinų surinkimas ir remontas.
darbo vieta jie vadina dalį gamybinio ploto su visa joje esančia įranga, įrankiais ir medžiagomis, kuriomis darbuotojas ar darbuotojų komanda atlieka gamybos užduotį.
Darbo vieta turi užimti plotą, reikalingą racionaliam įrangos išdėstymui ant jos ir laisvam šaltkalvio judėjimui darbo metu. Atstumas nuo darbastalio ir lentynų iki šaltkalvio turėtų būti toks, kad jis galėtų daugiausia judėti rankomis ir, jei įmanoma, nesisukti ir nelenkti kūno. Darbo vietoje turi būti geras individualus apšvietimas.
šaltkalvio darbo stalas(48 pav.) - pagrindinė darbo vietos įranga. Tai stabilus metalinis arba medinis stalas, kurio dangtis (stalviršis) pagamintas iš 50 ... 60 mm storio kietmedžio lentų ir dengtas skarda. Vieni darbastaliai yra patogiausi ir dažniausiai naudojami, nes ant kelių vietų darbo stalų, vienu metu dirbant keliems žmonėms, sumažėja preciziško darbo kokybė.
Ryžiai. 48 Vieno šaltkalvio darbo stalas:
1 - rėmas; 2 - stalviršis; 3 - vice; 4 - apsauginis ekranas; 5 - planšetinis kompiuteris piešiniams; 6 - lempa; 7 - lentyna įrankiams; 8 - planšetė darbo įrankiui; 9 - dėžės; 10 - lentynos; 11 - sėdynė
Darbastalyje yra įrankiai, reikalingi užduočiai atlikti. Piešiniai dedami ant planšetės, o matavimo įrankiai – ant lentynų.
Po darbastalio stalviršiu yra stalčiai, suskirstyti į keletą langelių įrankiams ir dokumentacijai laikyti.
Norėdami pritvirtinti ruošinius, ant darbastalio sumontuotas spaustukas. Priklausomai nuo darbo pobūdžio, naudojamos lygiagrečios, kėdės ir rankų veržlės. Labiausiai paplitusios lygiagrečiai besisukančios ir nesisukančios veržlės, kuriose skyrybų metu žandikauliai lieka lygiagrečiai. Sukamoji spaustuko dalis prie pagrindo sujungiama centriniu varžtu, aplink kurį jį galima pasukti bet kokiu kampu ir rankenos pagalba užfiksuoti reikiamoje padėtyje. Siekiant padidinti spaustukų tarnavimo laiką, prie darbinių žandikaulių dalių pritvirtinamos plieninės viršutinės kempinės. Kėdės spaustukai naudojami retai, tik darbams, susijusiems su smūgine apkrova (pjaunant, kniedijant ir pan.). Apdorodami mažas dalis naudokite rankinius spaustukus.
Antgalio aukščio pasirinkimas pagal darbuotojo ūgį ir racionalus įrankio išdėstymas ant darbastalio prisideda prie geresnio įgūdžių formavimo, darbo našumo didinimo ir nuovargio mažinimo.
Renkantis spaustukų montavimo aukštį, kairė ranka, sulenkta per alkūnę, dedama ant spaustukų nasrų taip, kad ištiesintų rankos pirštų galai liestų smakrą. Įrankiai ir prietaisai išdėstyti taip, kad būtų patogu paimti atitinkama ranka: kas paimama dešine - laikykite dešine, kas paimama kaire - kaire.
Ant darbastalio sumontuotas apsauginis ekranas, pagamintas iš metalinio tinklelio arba patvaraus organinio stiklo, kad išlaikytų pjovimo metu nuskrendančius metalo gabalus.
Ruošiniai, baigtos detalės ir armatūra dedami ant stelažų, įrengtų jiems skirtoje vietoje.
2. žymėjimas - linijų (pakilimų) uždėjimo ant ruošinio operacija, apibrėžianti (pagal brėžinį) detalės kontūrus ir apdirbamas vietas. Ženklinimas naudojamas individualiai ir smulkiai gamybai.
Ženklinimas atliekamas ant ženklinimo plokščių, išlietų iš pilkojo ketaus, sendintų ir tiksliai apdirbtų.
Linijos (rizikos) su plokštuminiu žymėjimu užtepamos raišteliu, su erdviniu žymėjimu, storio matuoklio apykaklėje įtaisytu rašikliu. Rašytojai yra pagaminti iš U10 ir U12 markių plieno, jų darbiniai galai grūdinti ir aštriai pagaląsti.
Kerneris skirtas įdubimams (gyslėms) braižyti anksčiau pažymėtose linijose. Jis pagamintas iš U7, U7A, U8 ir U8A klasės plieno.
Žymėjimo kompasas naudojamas nubrėžti apskritimus, padalinti kampus ir pritaikyti ruošinio linijinius matmenis.
3. Pagrindinės santechnikos darbų rūšys.
kirtimas- šaltkalvio operacija, kurios metu pjovimo ir smūgiavimo įrankiu nuo ruošinio pašalinami pertekliniai metalo sluoksniai, išpjaunami grioveliai ir grioveliai arba ruošinys suskaidomas į dalis. Pjovimo įrankis yra kaltas, skersinis pjovimo įrankis, o plaktukas yra smūginis įrankis.
kaltas nupjauti metalą ir nupjauti įdubas. Turi veikiančią vidurinę ir smūgines dalis. Darbinė kalto dalis yra pleišto formos, pjovimo dalis pagaląsta tam tikru kampu, priklausomai nuo apdirbamo metalo kietumo. Pjovimo metu kaltas laikomas už vidurinės dalies, smūginė dalis (galva) siaurėja į viršų ir yra suapvalinta, kad smūgis būtų centruotas.
Kreutzmeisel jie išpjauna griovelius ir siaurus griovelius, o profilio grioveliams pjaustyti naudojami specialūs skersiniai pjūviai - „grioveliai“, kurie skiriasi pjovimo briaunos forma.
Kaltai, pjūviai ir grioveliai gaminami iš plieno U7, U7A, U8 ir U8A. Jų darbinės ir smūginės dalys sukietėja ir atleidžiamos.
Šaltkalvių plaktukai turėti kvadratinę arba apvalią smūginę dalį – smogiką. Plaktuko galas, esantis priešais smogiką, turintis suapvalintą pleištą, vadinamas pirštu. Jis naudojamas kniedijimui, tiesinimui ir kt.
Plaktukai gaminami iš 50, 50X, U7 ir U8 klasės plieno. Darbinės plaktuko dalys (smūgis ir pirštas) sukietėja ir atpalaiduoja.
pjaustymas yra metalų ir kitų medžiagų atskyrimo į dalis operacija. Priklausomai nuo ruošinių formos ir dydžio, pjovimas atliekamas rankiniu pjūklu, rankinėmis arba svertinėmis žirklėmis.
Rankinis pjūklas susideda iš plieninio tvirto arba stumdomo rėmo ir metalinio pjūklo geležtės, kuri įkišama į galvučių angas ir tvirtinama kaiščiais. Ant fiksuotos galvutės koto pritvirtinama rankena. Pjūklo geležtei įtempti naudojama judama galvutė su varžtu ir sparnine veržle. Pjovimo dalis yra metalo pjūklo geležtė (siaura ir plona plokštelė su dantukais viename iš briaunų), pagaminta iš U10A, 9XC, P9, P18 klasės ir grūdinto plieno. Pjūklo geležtės naudojamos 250-300 mm ilgio (atstumas tarp skylių). Ašmenų dantys yra išsklaidyti (sulenkti) taip, kad pjūvio plotis būtų šiek tiek didesnis nei ašmenų storis.
Metalinis apdirbimas- operacija, kurios metu pašalinami medžiagų, ruošinių ir dalių nelygumai, įlenkimai, kreivumas, deformacija, bangavimas ir kiti defektai. Redagavimas daugeliu atvejų yra parengiamoji operacija. Tiesinimo paskirtis yra tokia pati kaip ir tiesinimo, tačiau grūdintų dalių defektai ištaisomi.
lenkimas plačiai naudojamas norint suteikti ruošiniams tam tikrą formą detalių gamyboje. Rankiniam tiesinimui ir lenkimui naudojamos tinkamos plokštės, tiesinimo galvutės, priekalai, veržlės, įtvarai, plaktukai, metaliniai ir mediniai plaktukai (platukais) ir specialūs įtaisai.
Klepka- šaltkalvio operacija, kai sujungiamos dvi ar daugiau dalių kniedėmis. Kniedžių jungtys yra vientisos ir naudojamos įvairių metalinių konstrukcijų gamyboje.
Kniedės yra metaliniai cilindriniai strypai su iš anksto pasodintomis galvutėmis. Jie gaminami iš anglinio plieno, legiruotojo plieno 09G2 ir Kh18N9T, spalvotųjų metalų ir lydinių MZ, L62, AD1 ir D18P. Naudojamos kelių rūšių kniedės: su pusapvale aukšta arba žema galvute, su plokščia galvute, su įgilinta ir pusiau įleista galvute, sprogstamoji, dviejų kamerų. Dažniausiai naudojamos kniedės su pusapvalėmis ir įgilintomis galvutėmis. Antroji (uždaroma) kniedės galvutė sodinama kniedijimo metu.
Kniediuojama šalta arba karšta (jei kniedės skersmuo didesnis nei 10 mm). Karšto kniedijimo privalumas yra tas, kad strypas geriau užpildo skyles jungiamose detalėse, o atvėsusi kniedė geriau jas sutraukia. Kniediuojant karštoje būsenoje, kniedės skersmuo turi būti 0,5 ... 1 mm mažesnis už skylę, o šaltoje - 0,1 mm.
Rankinis kniedijimas atliekamas plaktuku, jo masė parenkama priklausomai nuo kniedės skersmens, pavyzdžiui, kniedėms, kurių skersmuo 3 ... 3,5 mm, reikalingas plaktukas, sveriantis 200 g.
padavimas- šaltkalvio operacija, kurios metu dildėmis nuo detalės paviršiaus nupjaunamas metalo sluoksnis, kad išgautų reikiamą formą, dydį ir paviršiaus šiurkštumą, surinkimo metu sumontuoti detales ir paruošti briaunas suvirinimui.
Dilelės – tai plieniniai (plieno markės U13, U13A; ShKh13 ir 13Kh) grūdinti įvairaus profilio strypai, kurių darbiniuose paviršiuose išpjauti dantukai. Dildės dantys, kurių skerspjūvis yra pagaląstas pleištas, nuo ruošinio nupjauna metalo sluoksnius drožlių (pjuvenų) pavidalu.
Failai gaminami su viengubu ir dvigubu (kryžminiu) įpjovomis. Pagal paskirtį dildės skirstomos į grupes: bendrosios paskirties, specialiosios paskirties, adatinės, raspos, mašininės. Priklausomai nuo įpjovų skaičiaus 1 cm ilgio, failai skirstomi į šiuos skaičius: 0 ir 1 - bastardas, 2 ir 3 - asmeniniai, 4 ir 5 - aksominiai. Bastard dildės naudojamos grubiam dildymui, kai reikia nuimti didesnį nei 0,3 mm metalinį sluoksnį, jų apdorojimo tikslumas mažas. Smulkiam padavimui 0,02 ir 0,05 mm tikslumu naudojamos asmens bylos, jomis pašalinto metalo sluoksnio storis ne didesnis kaip 0,02 ir 0,06 mm. Aksominės dildės skirtos galutiniam detalių apdirbimui 0,01 ... 0,005 mm tikslumu, jomis pašalinamo metalo sluoksnio storis 0,01 ... 0,03 mm.
Dildės su įpjova atskirų (taškinių) dantų pavidalu vadinamos raspomis. Jie naudojami klampioms ir minkštoms medžiagoms (babitui, medžiui ir kt.) dildyti.
Smulkių paviršių apdirbimui ir apdailos darbams naudojamos adatinės dildės. Galimi 100, 125, 150, 200, 250, 300, 350 ir 400 mm ilgio failai. Pagal skerspjūvio formą dildės gaminamos aštuonių tipų plokščių
(smailus ir bukas), kvadratinis, apvalus, pusapvalis, trikampis, rombinis ir metalinis pjūklas.
Skylių gavimo ir apdorojimo procese naudojami grąžtai, grimzlės, grimzlės ir sriegtuvai.
Šaltkalvystėje kai kuriais atvejais skylės išgręžiamos ir apdirbamos rankiniu būdu. Šiuo atveju įrankis sukamas rankiniais, elektriniais ir pneumatiniais grąžtais, taip pat reketų pagalba. Rankiniu būdu įgilinus ir iškalant, įrankis tvirtinamas rankenėlėje ir pasukamas, o ruošinys (kaip ir gręžiant) įspaudžiamas į spaustuką ar kitus įtaisus. Reikėtų prisiminti, kad dirbant buku ar neteisingai pagaląstą įrankį prie sugedusios įrangos ir tvirtinimo detalių lūžta ir atsiranda defektų.
Srieginis ryšys- patikimas mašinos dalių tvirtinimo būdas. Tai leidžia lengvai surinkti, reguliuoti, išardyti.
Sraigtinis griovelis, išpjautas ant išorinio arba vidinio cilindrinio paviršiaus, sudaro atitinkamai išorinį arba vidinį sriegį. Sriegio profilis yra jo ritės atkarpa plokštuma, einanti per cilindro, ant kurio nupjautas sriegis, ašį. Siūlas (ritė) vadinama sriegio dalis, susidariusi per vieną pilną profilio apsisukimą. Profilio kampas sriegiu vadinamas kampas, uždarytas tarp sriegio profilio kraštų. profilio ertmė- sekcija, jungianti griovelio puses. sriegio žingsnis- atstumas tarp dviejų panašių gretimų posūkių taškų, matuojamas lygiagrečiai sriegio ašiai.
Pagal sriegio profilį išskiriami cilindriniai trikampiai, kūginiai trikampiai, stačiakampiai, trapecijos formos, patvarūs ir apvalūs.
Mechaninėje inžinerijoje įprastos trys trikampių sriegių sistemos: metrinė, colio ir vamzdžio. Metrinis siūlas profilio kampas yra 60 °, jam būdingas žingsnis ir skersmuo, išreikštas metrine matavimo sistema - milimetrais. colių siūlas profilio kampas yra 55 °, išorinis skersmuo matuojamas coliais (1 "yra 25,4 mm), žingsnis apibūdinamas sriegių skaičiumi 1", retai naudojamas. Vamzdžio sriegis turi colių sriegio profilį ir jam būdingas sriegių skaičius 1", naudojamas vamzdžiams sujungti.
Sriegimo įrankiai yra čiaupai ir miršta. Jie pagaminti iš plieno U10A, U11A, U12A, 9XC ir P18.
Srieginėms skylėms naudojamas dviejų arba trijų skirtingų darbinės dalies skersmenų (šiurkščios, vidutinės ir apdailos) čiaupų rinkinys. Norint atskirti čiaupą ant jo koto, taikoma apykaitinė rizika. Smulkus sriegis turi tris apskritus pavojus ir yra naudojamas smulkiam sriegimui, nes turi visą pjovimo dalies profilį.
Išoriniams sriegiams pjauti naudojami kelių tipų štampai: apvalūs, kvadratiniai, šešiakampiai ir stumdomi prizminiai.
Grąžto skersmuo, norint gauti skylę sriegiui, nustatomas iš lentelių arba (pakankamai tiksliai) atimant jo žingsnį iš sriegio skersmens. Strypo skersmuo turi būti lygus išoriniam pjaunamo sriegio skersmeniui, tačiau paprastai jo reikia 0,3...0,4 mm, kad būtų gauta gera sriegio kokybė.
Kaip tepalai naudojami emulsija, žibalas, mašinų alyva.
Shabreniy vadinamas plonų metalo sluoksnių grandymas nuo detalės paviršiaus pjovimo įrankiu - grandiklis. Tai galutinis tikslių paviršių (staklių kreiptuvų, valdymo plokščių, slydimo guolių ir kt.) apdorojimas, siekiant užtikrinti sandarų sujungimą. Grandikliai pagaminti iš U10 ir U12A plienų, jų pjovimo galai grūdinti be grūdinimo iki HRC 64...66 kietumo.
Grandikliai skirstomi: pagal konstrukciją (vientisas ir su įdėklinėmis plokštelėmis); pagal pjovimo galų skaičių (vienpusis ir dvipusis); pagal pjovimo dalies formą (plokščia, trišakė, keturpusė ir forminė).
Plokštumų grandymui naudojamas plokščias grandiklis su tiesia arba lenkta pjovimo briauna, pjovimo dalis grubiai apdirbant pagaląsta 70 ... 75 ° kampu, o apdailai - 90 °. Vidiniai cilindriniai paviršiai apdorojami trikampiu grandikliu.
Kalibravimo įrankiai grandymui yra plokštės, plokščios ir kampinės liniuotės, ritinėliai.
Paruošimo ir grandymo procesas atliekamas tokia seka. Detalės paviršiai nuvalomi ir nušluostomi. Ant kalibravimo plokštės užtepamas plonas dažų (suodžių, žydros ir kitų sumaišytų su mašinine alyva) sluoksnis ir dalis atsargiai uždedama ant plokštės su apdorotu paviršiumi. Tada dalis sukamaisiais judesiais perkeliama ant plokštelės ir atsargiai nuimama. Ant apdoroto paviršiaus labiausiai išsikišusios vietos yra šiek tiek dėmėtos. Grandymo metu metalas palaipsniui nubraukiamas nuo nudažytų vietų, šiek tiek spaudžiant grandiklį į priekį, kaskart vis skirtingomis kryptimis, kad potėpiai susikirstų 90° kampu. Grubiai nugrandant, įrankio darbinis eiga yra 10 ... 15 mm, o su apdaila - 4 ... 5 mm.
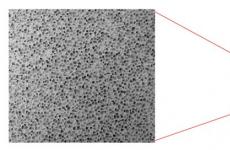
Norint patikrinti plokštumų grandymo tikslumą, keliose vietose joms uždedamas 25x25 mm dydžio karkasas ir suskaičiuojamas dėmių skaičius rėmo ribojamame plote. Šveitimas baigiamas tokiu dėmių skaičiumi: grubus - 8 ... 10, pusgaminys - 12, apdaila - 15, smulkus - 20, plonas - 25. Be to, paviršius turi būti nedidelio ir vienodo potėpio, be gilios grandiklio žymės. Lenktų paviršių grandymo tikslumas tikrinamas šablonu – tinkleliu.
Klijavimas ir poliravimas– paviršiaus apdorojimas su ypač smulkiagrūdėmis abrazyvinėmis medžiagomis, naudojant klijavimą.
Šiomis operacijomis pasiekiama ne tik reikiama forma, bet ir didžiausias tikslumas (5 ... 6 kl.), taip pat mažiausias paviršiaus šiurkštumas (iki 0,05 mikronų).
Šlifavimo mišiniui paruošti naudojamos smulkiai susmulkintos abrazyvinės medžiagos: elektrokorundas, silicio karbidas, boro karbidas, sintetiniai deimantai, chromo oksidas ir kt. Kaip rišamieji skysčiai naudojami mašinų alyva, žibalas, stearinas ir vazelinas.
Šlifuojant plačiai naudojamos GOI pastos, kurių sudėtyje, be abrazyvo ir rišiklio, yra aktyviųjų paviršiaus medžiagų, taip pat deimantų pastos.
Perdengimo medžiaga turi būti minkštesnė už dengiamosios medžiagos paviršių. Paprastai jis pagamintas iš pilkojo ketaus, bronzos, vario ir medžio. Juostos forma ir matmenys turi būti labai tikslūs, nes jie atkartoja apdirbamą paviršių.
Perdengimo plokštumoms naudojamos plokštumos, išilgai kurių dalys sukamaisiais judesiais, šiek tiek spaudžiant, tolygiai judinamos. Užklijuojant plokštes gaunamas aukštas apdorojimo tikslumas.
Vidiniai kūginiai paviršiai trinami kūgio formos uždengimo kaiščiais, o išoriniai - specialiose angose su kūgine anga.
Glaistymas atliekamas tol, kol paviršius tampa matinis arba veidrodinis. Kokybė tikrinama dažais, kurie turi tolygiai pasiskirstyti per visą paviršių.
Montavimo ir montavimo darbai- tai surinkimo ir išmontavimo darbai, atliekami staklių surinkimo ir remonto metu. Įvairūs dalių sujungimai, atliekami staklių surinkimo metu, skirstomi į du pagrindinius tipus: kilnojamuosius ir fiksuotus. Atliekant šaltkalvio ir surinkimo darbus naudojami įvairūs įrankiai ir prietaisai: veržliarakčiai (paprasti, lizdiniai, stumdomi ir kt.), atsuktuvai, perforatoriai, traukikliai, presavimo ir išspaudimo įrenginiai.
Siųsti savo gerą darbą žinių bazėje yra paprasta. Naudokite žemiau esančią formą
Studentai, magistrantai, jaunieji mokslininkai, kurie naudojasi žinių baze savo studijose ir darbe, bus jums labai dėkingi.
Publikuotas http://allbest.ru
ĮVADAS
Profesijos pavadinimas „šaltkalvis“ yra vokiškos kilmės. Šaltkalvis (vokiškai „Schlosser“ iš Schloss – spyna) kvalifikuoti metalo apdirbimo, mašinų ir įrengimų surinkimo bei kitų metalo darbų darbininkai, profesija plačiai paplitusi visuose šalies ūkio sektoriuose. Šaltkalviai yra: įrankių gamintojai, raštų gamintojai, surinkėjai, remontuoja stakles, automobilius, naftos ir dujų apdorojimo įrangą, įrangą, santechnikus ir kt. Šaltkalviai atlieka įvairius metalo apdirbimo darbus, dažniausiai papildydami apdirbimą arba užbaigdami metalo gaminių gamybą, montuodami stakles ir mechanizmus, taip pat juos derindami. . Tvirtinimo ir prispaudimo šaltkalvio įrankiai naudojami spaustukai, spaustukai, spaustukai, replės, nuolatinėms jungtims montuoti naudojami kniedijimo plaktukai, kniedijimo staklės, atramos, ritinėliai, lituokliai, pūstuvai, veržliarakčiai, atsuktuvai, smeigės, jungiamosios detalės. srieginės jungtys; kompasai, vidiniai matuokliai, storio matuokliai, matavimo liniuotės, matavimo juostos, zondai, apkabos, stihmos, mikrometrai, sriegio matuokliai, kvadratai, goniometrai, nivelyrai, tiesintuvai, tiesinimo plokštės ir kt. Tobulėjant technologijoms ir gamybos technologijoms, metalo apdirbimas rankiniu būdu pamažu pakeičiama mašina. Iš pradžių mašinos techninę priežiūrą vykdė žmonės, o vėliau ji tapo automatizuota. Šiuo metu mašinų veikimas valdomas kompiuteriais, veikiančiais pagal iš anksto nustatytą programą, galinčiais savarankiškai jas perreguliuoti pasikeitus darbo sąlygoms. Šiuolaikinėje įmonėje šaltkalvio profesija neprarado savo reikšmės. Santechnikai ir elektros montuotojai dirba nuliniu įmonės statybos ciklu, tiesdami energetines trasas. Įmonės pastatą stato metalo apdirbimo meistrai. Po statybos įmonei tiekiamą įrangą montuoja montuotojai, o vėliau montuotojai. Kiekviena iš šių šaltkalvių grupių pasižymi savo darbui būdingomis žiniomis ir profesiniais įgūdžiais. Tačiau pagrindinis kiekvieno šaltkalvio pagrindas yra bendrųjų šaltkalvio operacijų turėjimas.
1. MONTAVIMAS
1.1 Plokščias metalo žymėjimas
Plokštuminis žymėjimas – tai piešinys ant apdirbamos medžiagos paviršiaus, linijos, nurodančios ribas, iki kurių medžiaga turi būti apdorojama, taip pat linijos, apibrėžiančios būsimų skylių centrus. Linijos su perforuotais grioveliais, pritaikytais ant medžiagos paviršiaus, vadinamos žymėjimo rizika. Atsižvelgiant į ženklinimo riziką, atliekamas visas tolesnis medžiagos apdorojimas: pjovimas, dildymas, gręžimas ir kt. Plokštuminis žymėjimas yra viena iš svarbiausių operacijų, nes tolesnio apdorojimo tikslumas priklauso nuo jo atlikimo kokybės. Plokštuminio žymėjimo tikslumas yra mažas ir svyruoja nuo 0,2 iki 0,5 mm. Plokštuminis žymėjimas plačiai naudojamas individualioje ir nedidelės apimties gamyboje. Serijinėje ir masinėje gamyboje plokštuminis žymėjimas daugiausia naudojamas gaminant technologinę įrangą (štampai, šablonus, tvirtinimo detales ir kt.), taip pat gaminant įvairias detales, skirtas įrangos remontui. Plokštuminis žymėjimas yra daug pastangų reikalaujanti operacija. Todėl, kur įmanoma ir racionalu, jie stengiasi nenaudoti plokštuminio ženklinimo. Tačiau apdorojant medžiagas be ženklinimo reikia naudoti įvairius prietaisus (stabdžius, šablonus, laidininkus ir kt.). Žinoma, kad kiekvieno šviestuvo savikaina atsiperka tik gaminant didelius kiekius tos pačios formos ir dydžio detalių, tai galima padaryti tik serijinės ir masinės gamybos sąlygomis. Individualioje ir smulkioje gamyboje, gaminant pavienes detales, jas labiau apsimoka gaminti naudojant žymėjimus, nei gaminti vieną ar kitą įrenginį. Atliekant vario ir skardos darbus, daugelis detalių gaminamos nenaudojant plokštuminio žymėjimo. Ant lakštų žirklių su pasvirusiais peiliais su galiniais ir šoniniais stabdžiais lakštinė medžiaga be žymėjimo supjaustoma į stačiakampio, kvadrato, trapecijos ir įstrižos formos dalis. Profiliai lenkiami kraštų lenkimo staklėse be žymėjimo, t.y., išilgai staklių atramos. Laidininkų ir šablonų naudojimas leidžia išgręžti skylutes dalyse prieš tai jų nepažymėjus. Naudojant plokštuminį žymėjimą, tiek vario meistras, tiek skardininkas turi atlikti įvairias geometrines konstrukcijas: nubrėžti lygiagrečias ir statmenas linijas, padalinti tiesias į lygias dalis, statyti kampus, padalinti kampus ir apskritimus į lygias dalis, braižyti linijų konjugacijas ir tt Šios geometrinės konstrukcijos varis ir skardininkas turi mokėti atlikti greitai ir tiksliai, tam reikia išmanyti techninio braižymo pagrindus. Vario meistras ir skardininkas turi gaminti įvairių formų gaminius iš lakštinės ir profilinės medžiagos. Gaminiams gaminti reikalingi atitinkamos formos ir dydžio ruošiniai. Norint sužinoti tikruosius tokių ruošinių matmenis, reikia mokėti apskaičiuoti gaminių paviršiaus plotą ir nubrėžti jų brėžinius. Šie nuskaitymai gaunami plokštuminiu žymėjimu. Plokštuminis ženklinimas atliekamas priklausomai nuo gamybos sąlygų keliais būdais: pagal brėžinį, šabloną, pavyzdį ir vietoje. Atliekant plokštuminį ženklinimą reikia laikytis saugos taisyklių. Kad klojant ant žymėjimo stalo, taip pat nuimant nuo stalo, lakštinės medžiagos kraštais nenusipjautų rankų, užbaigus žymėjimą ant rankų užmaunamos pirštinės. Naudojant prizmes ir pamušalus, imamasi priemonių, kad jos nenukristų. Laikinai nenaudojamų rašiklių ir kompasų galuose rekomenduojama uždėti apsauginius guminius dangtelius.
1.2 Tiesinimas, metalo lankstymas
Metalo apdirbimas yra operacija, skirta pašalinti ruošinių ir dalių defektus, pasireiškiančius išgaubimu, įdubimu, deformacija, banguotumu, kreivumu ir kt. Metalo tiesinimo prasmė yra išplėsti įgaubtą metalo dalį ir suspausti išgaubtą metalo paviršių.Metalas tiesinamas tiek įkaitintas, tiek šaltas. Vieno ar kitokio tvarsčio pasirinkimas priklauso nuo pjūvių dydžio, įlinkio ir detalės medžiagos.
Metalo apdirbimas tokiu būdu gali būti rankinis (ant ketaus arba plieninės plokštės) arba mašininis (ant presų ar ritinėlių). Tinkama plokštė turi būti masyvi. Jo matmenys turėtų būti nuo 400x400 mm. arba iki 1500X1500 mm. Plokštės montuojamos ant medinių arba metalinių atramų, kurios užtikrina gerą stabilumą ir horizontalią padėtį. Grūdintų dalių tiesinimui (tiesinimui) naudojamos tiesinimo galvutės. Jie pagaminti iš plieno ir prieš naudojimą grūdinami. Pats galvutės darbinis paviršius gali būti sferinės arba cilindrinės formos, 100–200 mm spindulio. (žr. nuotrauką) Metalo apdirbimas rankiniu būdu atliekamas specialiais plaktukais su kištuku, spinduliu, apvalia minkšta metaline galvute. Plona skarda dažniausiai valdoma plaktuku. Tiesinant metalą labai svarbu pasirinkti tinkamą vietą, kur smogti, o smūgio jėga turi būti proporcinga kreivumo dydžiui ir keistis judant į geriausią būklę.
Metalų tipai, turintys susuktą lenkimą, apdorojami atsukant. Apvalius metalus galima tiesinti ant priekalo ar plokštelės. Jei posūkis turi kelis lenkimus, tada reikia pradėti redaguoti nuo kraštų, o tada apdoroti lenkimus viduryje. Sunkiausias šioje formoje yra lakštinio metalo redagavimas. Šio tipo metalas turi būti dedamas ant plokštės su lenkimu arba iškilimu į viršų. Smūgiai turi būti atliekami link iškilimo (lenkimo) nuo lapo kraštų. Smūgių įtakoje išgaubta lakšto dalis išsitiesins, o plokščioji išsities. Grūdintos skardos tiesinimo metu atliekami ne stiprūs, bet dažni plaktuko smūgiai, nukreipti nuo įdubos į kraštus. Dalis ištiesinta, o viršutinės metalinės dalys ištemptos.
Didelio skerspjūvio apvalūs ir veleniniai ruošiniai apdirbami hidrauliniu arba sraigtiniu būdu. Pagal darbo pobūdį ir būdus metalų tiesinimą labai lengva palyginti su kita metalo apdirbimo rūšimi – tai yra metalų lenkimo procesas. Metalo lenkimas naudojamas norint suteikti ruošiniui formą pagal brėžinį. Jo reikšmė ta, kad viena ruošinio dalis tam tikru kampu yra sulenkta į kitą. Detalės deformacija turi būti plastinė, o lenkimo įtempis turi turėti mažesnę charakteristiką, palyginti su tamprumo riba, nes jei naudosite tolimesnius detalės konstrukcijos pakeitimus, pvz., kaip bus sunku pjauti metalą. Tokiu atveju ruošinys išsaugos savo formą pasibaigus krovimo procesui. Rankinis lenkimas atliekamas spaustuve, naudojamas metalo apdirbimo plaktukas ir kiti įrenginiai. Metalo lenkimo seka priklauso nuo medžiagos ir ruošinio kontūro. Lakštinio metalo lenkimas atliekamas plaktuku. Naudojant įvairius įtvarus metalams, įtvarų forma turi atitikti detalės formą, atsižvelgiant į metalo deformaciją. Lenkdami ruošinį, turite teisingai nustatyti jo matmenis. Ruošinio ilgis nustatomas pagal brėžinį, atsižvelgiant į visus ruošinio lenkimus. Dalims, kurios lenkia nesuapvalinus iš vidaus ir stačiu kampu, detalės lenkimo leidimas turi būti nuo 0,5 iki 0,8 mm metalo storio.
Plastinės detalės deformacijos metu lenkimo proceso metu būtinai atsižvelgiama į medžiagų elastingumą: pašalinus apkrovą lenkimo kampas šiek tiek padidėja. Nuėmus apkrovą detalę galima apdirbti įvairiais būdais, vienas iš jų – metalo pjovimas. Gaminant ir apdirbant detales su labai mažu lenkimo spinduliu, gali plyšti išorinis ruošinio sluoksnis. Mažiausio lenkimo spindulio dydis ant metalo visiškai priklauso nuo metalo savybių, ruošinių kokybės ir jų lenkimo technologijos. Mažo lenkimo spindulio dalys turi būti pagamintos iš plastiškų medžiagų.
Kartais gaminant gaminius reikia gauti išlenktus vamzdžius, išlenktus įprastais kampais. Lenkimas gali būti atliekamas per suvirintus ir besiūlius vamzdžius, taip pat vamzdžius, pagamintus iš lydinių ir spalvotųjų metalų. Vamzdžių lenkimas atliekamas užpildu (dažniausiai upės smėliu), procesas galimas ir be jo. Šiuo atveju tai priklauso nuo skersmens, jo lenkimo spindulio ir vamzdžio medžiagos. Užpildas, t.y. smėlis neleidžia vamzdžio sienelėms susiraukšlėti ir nesusilenkti ant jų. Pjaunant metalinius vamzdžius jiems suteikiama norima forma ir dydis.
1.3 Metalo pjovimas
Pjovimas – tai šaltkalvio operacija, kurios metu pjovimo įrankio (kalto) pagalba nuo ruošinio ar detalės pašalinami pertekliniai metalo sluoksniai arba ruošinys supjaustomas į gabalus.
Taikant šiuolaikinius medžiagų ar ruošinių apdirbimo metodus, metalo pjovimas yra pagalbinė operacija.
Metalo pjovimas atliekamas spaustuku, plokšte ir priekalu, naudojant suolinį plaktuką, suolinį kaltą, skersinį pjūvį, kalvio kaltą ir plaktuką.
Metalo pjovimas gali būti horizontalus ir vertikalus, priklausomai nuo kalto vietos operacijos metu. Horizontalus kirtimas atliekamas veržlėmis. Šiuo atveju užpakalinė kalto pusė nustatoma į spaustukų nasrų plokštumą beveik horizontaliai, ne didesniu kaip 5° kampu. Vertikalus kirtimas atliekamas ant plokštės arba priekalo. Kaltas montuojamas vertikaliai, o pjaustoma medžiaga klojama horizontaliai ant plokštės.
Metalo dirbinių pjovimui naudojami 400, 500, 600 ir 800 g svorio plaktukai.Paktukai montuojami ant rankenų, pagamintų iš kietos ir klampios medienos (beržo, klevo, ąžuolo, kalnų uosio). Rankenos turi būti ovalios, lygaus ir švaraus paviršiaus, be mazgų ir įtrūkimų. 400-600 g sveriančios plaktuko rankenos ilgis yra 350 mm, 800 g svorio - 380-450 mm. Kad plaktukas eksploatacijos metu nenušoktų, rankenos galas, ant kurio pritvirtintas plaktukas, įsmeigiamas 1–3 mm storio mediniais arba metaliniais pleištais. Pleištai dedami išilgai pagrindinės rankenos skerspjūvio ašies. Mediniai pleištai dedami ant klijų, o metaliniai pleištai poliruojami, kad neiškristų.
Darbinė kalto ir skersinio pjūvio dalis grūdinama ne mažiau kaip 30 mm ilgio, o galvutė grūdinama silpniau nei ašmenys (apie 15-25 mm ilgio), kad smogus plaktuku netrupėti ir nesutrūkti.
Likusi kalto ir skersinio pjovimo dalis turi likti minkšta. Kaltai ir skersiniai pjūviai neturi turėti įtrūkimų, nelaisvės ir kitų defektų.
Dažniausiai naudojami 175 ir 200 mm ilgio kaltai su ašmenimis
20 ir 25 mm pločio. Plieno ir ketaus griovelių pjovimui naudojami 150–175 mm ilgio skersiniai pjūviai su 5–10 mm pločio ašmenimis. Kalto ir kryžminės galvutės sukaltos į kūgį, kas užtikrina teisingą plaktuko smūgio kryptį ir sumažina grybo kepurėlės susidarymo galimybę ant galvos.
Kaltų galandimo ir skersinių pjūvių kampas priklauso nuo apdirbamo metalo kietumo. Ketaus, kieto plieno ir kietos bronzos pjovimui įrankio galandimo kampas yra 70 °, vidutinio ir švelnaus plieno pjovimui - 60 °, žalvario, vario ir cinko pjovimui -45 °, pjaustyti labai minkštus metalus (aliuminį, švinas) - - 35--45°.
Šaltkalvio įrankiai pagaląsti šlifavimo staklėmis su abrazyviniais diskais. Galandimo metu darbinė įrankio dalis (ašmenys) labai įkaista ir gali būti grūdinama. Grūdinant prarandamas grūdinimo kietumas ir įrankis tampa netinkamas tolesniam darbui. Kad to išvengtumėte, galandimo metu darbinė įrankio dalis aušinama vandeniu. 6 paveiksle parodyta, kaip laikyti kaltą galandant ir kaip patikrinti, ar kampas pagaląstas teisingai.
Metalo pjovimo našumas ir švara priklauso nuo teisingų darbo metodų. Grintant reikia stovėti stabiliai ir tiesiai, pusiau pasisukę į spaustukus. Plaktukas turi būti laikomas už rankenos 15-20 mm atstumu nuo galo ir stipriai smogti į kalto galvutės centrą. Turėtumėte žiūrėti į kalto ašmenis, o ne į jo galvutę, kitaip kalto ašmenys suges. Kaltas turėtų būti laikomas 20-25 mm atstumu nuo galvos.
Ruošinius iš lakštinio arba profiliuoto plieno galima nupjauti spaustuve žandikaulių lygyje arba iškilus rizikai virš spaustukų nasrų lygio.
Pjaunant spaustukų nasrų lygyje, ruošinys tvirtai įspaudžiamas į spaustuką taip, kad viršutinis kraštas išsikištų 3–4 mm virš žandikaulių, o pirmoji drožlė nupjaunama per visą ruošinio ilgį. Tada ruošinys perstatomas į spaustuvę taip, kad viršutinis kraštas išsikištų 3-4 mm virš spaustukų nasrų lygio, o antroji drožlė nupjaunama. Taigi paeiliui nupjaukite gaminį iki reikiamo dydžio.
Pjaunant virš spaustukų nasrų lygio, ruošinys įspaudžiamas į spaustuką taip, kad ryškus pavojus būtų virš spaustukų nasrų lygio ir lygiagrečiai jiems. Pjovimas atliekamas nuosekliai pagal pažymėtas rizikas, taip pat pjaunant pagal spaustukų nasrų lygį. Pjaunant kalto ašmenys turi būti 45 ° kampu nupjaunamo metalo atžvilgiu, o galva turi būti pakelta į viršų 25–40 ° kampu. Su tokiu kalto išdėstymu pjovimo linija bus griovys ir kirtimas bus greitesnis.
Didelis metalo sluoksnis plačioje ruošinio plokštumoje nupjaunamas taip: ruošinys įspaudžiamas į spaustuką, kaltu nupjaunamas nuožulnus, pjūviu išpjaunami skersiniai grioveliai, o po to išpjaunami išsikišę kraštai. kaltas. Pjaunant griovelius skersiniu pjaustytuvu, drožlių storis turi būti ne didesnis kaip 1 mm, o kaltu nupjaunant išsikišusius kraštus – nuo 1 iki 2 mm.
Juostinis plienas pjaunamas ant plokštės arba priekalo (9). Anksčiau iškirptos linijos ant abiejų juostelės pusių užtepamos kreida. Tada, uždėjus juostelę ant priekalo, ant pažymėtos rizikos vertikaliai uždedamas metalo apdirbimo kaltas, o stipriais metalo apdirbėjo plaktuko smūgiais juosta nupjaunama iki pusės storio. Tada juostelė apverčiama, kitoje pusėje įpjova ir nupjaunama dalis, kurią reikia nupjauti.
Apvalus metalas pjaunamas taip pat, kai po kiekvieno smūgio strypas pasisuka. Nupjovus strypą per visą perimetrą iki pakankamo gylio, nupjaunama dalis.
Iki 20–25 mm storio anglinis ir legiruotasis konstrukcinis plienas gali būti šaltai pjaustomas ant plokštės ar priekalo, naudojant kalvinius kaltus ir plaktukus. Norėdami tai padaryti, ant -t * "arba Keturios ruošinio pusės yra padengtos kreidos perpjovimo linijomis. Tada ant priekalo uždedamas metalas, ant žymėjimo linijos vertikaliai pastatomas kalvio kaltas ir stipriais kūjo smūgiais per visą šią liniją nupjaunamas metalas iki reikiamo gylio, palaipsniui perstatant kaltą. Metalas taip pat pjaunamas iš kitos pusės arba iš visų keturių pusių, po to nupjauta dalis nulaužiama. Norėdami pagreitinti ir supaprastinti pjovimą, naudojamas pagalbinis įrankis - nizhiik (pjovimas). Įpjova su kotu įkišama į kvadratinę priekalo angą, tada ruošinys dedamas ant apatinės dalies, o ant viršaus uždedamas kalvio kaltas, kaip parodyta 10, D, ir kaltas smogiamas kūju. Taigi vienu metu atliekamas metalo pjovimas iš abiejų pusių kaltu ir pjovimas.
Ketaus vamzdžiai pjaustomi kaltu ant medinių pamušalų. Pirmiausia kreida per vamzdžio perimetrą pažymėta pjūvio linija, o po to, po vamzdžiu dedant įdėklus, per du ar tris ėjimus vamzdis pjaunamas kaltu išilgai žymėjimo linijos (I, a), palaipsniui jį sukant. . Patikrinus išpjauto griovelio gylį, kuris turi būti ne mažesnis kaip 73 vamzdžio sienelės storio, dalis vamzdžio atskiriama lengvais plaktuko smūgiais. Darbo metu kaltas turi būti laikomas statmenai vamzdžio ašiai. Vamzdžio galas pjūvio vietoje turi būti lygus, statmenas vamzdžio ašiai ir sutapti su numatyta pjūvio linija. Užpakalio teisingumas tikrinamas akimi ir valdomas kvadratu.
Produktyvesnis yra mechanizuotas metalo pjovimas pneumatiniu plaktuku, veikiančiu suslėgtu oru, kurio slėgis yra 5–6 kgf / cm2. Suspaustas oras į plaktuką tiekiamas per žarnas iš kompresoriaus. Pneumatinis plaktukas susideda iš cilindro, į kurį įkišamas kaltas, cilindre judančio stūmoklio ir oro paskirstymo įrenginio. Dėl oro paskirstymo įrenginio stūmoklis priima judėjimą pirmyn ir atgal bei greitai juda pirmyn ir atgal išilgai cilindro. Judant į priekį, stūmoklis atsitrenkia į kaltą, kuris pjauna metalą. Plaktukas pradedamas eksploatuoti paspaudus gaiduką 6. Darbuotojas laiko plaktuką abiem rankomis ir nukreipia kaltą į pjovimo vietą.
Rankinis sraigtinis presas naudojamas 50 ir 100 mm skersmens ketaus kanalizacijos vamzdžiams pjauti. Jį sudaro suvirintas rėmas 2, du šoniniai stelažai 5, kurių viršutinėje dalyje yra srieginiai kakliukai, ant kurių uždedama traversa 6. Traversa pritvirtinta prie stelažų veržlėmis. Ant traverso su veržle ir varžtu. Apatinėje lentynų dalyje yra apatinis fiksuotas segtukas su įkišamu apatiniu peiliu, o viršutinėje stelažų dalyje - viršutinis kilnojamas segtukas 3 su kištuku viršutinis peilis. Viršutinis kilnojamasis narvas yra pritvirtintas prie švino varžto plokšte 12 ir varžtais 4 ir kartu su jais kyla ir leidžiasi. Šoninės lentynos 5 yra viršutinio narvelio kreiptuvai. Iš apačios prie lovos plokštės privirinamas kanalas su statramsčiais galuose. Šis kanalas yra kreipiamasis elementas tiesiant vamzdį pjovimui.
Peiliai prie spaustukų tvirtinami varžtais. Vidinis peilių ašmenų skersmuo turi būti 2 mm mažesnis už išorinius pjaunamų vamzdžių skersmenis. Kiekvienam vamzdžio skersmeniui yra pora peilių ir pora ritinėlių, sumontuotų ant kanalo, skirto vamzdžiams tiekti į peilius.
Spauda veikia taip. Pirmiausia pagal pjaustomų vamzdžių skersmenį sumontuojami peiliai ir ritinėliai. Pakėlus viršutinį spaustuką peiliu su smagračiu, vamzdis klojamas ant ritinėlių taip, kad pjūvio linija sutaptų su apatinio peilio galu. Tada staigiu trūktelėjimu smagratis pasukamas priešinga kryptimi, tuo pačiu nuleidžiant švino varžtą viršutiniu peiliu. Nuo aštraus apatinio ir viršutinio peilių spaudimo vamzdžio šonuose pirmiausia atsiranda pjūvis, vamzdis pleištuojamas, o po to skyla į dvi dalis. Spaudą aptarnauja vienas darbuotojas.
VMS-36A mechanizmas veikia pavaros preso principu. Ant suvirinto mechanizmo rėmo sumontuota pavarų dėžė su dviem galvutėmis 2. Viena galvutė skirta 50 mm skersmens vamzdžiams pjauti, antra 100 mm skersmens vamzdžiams. Vamzdžiai pjaunami keturiais judančiais peiliais, sumontuotais mechanizmo galvučių kasetėse. Mechanizmą varo 1,5 kW galios elektros variklis, kurio sukimosi greitis siekia 1420 aps./min. Variklis užvedamas kojiniu pedalu.
Norėdami nupjauti vamzdžius, pirmiausia įjunkite elektros variklį. Tada jie paima iš anksto pažymėtą vamzdį ir padeda jį ant atramų taip, kad žymėjimo linija ant vamzdžio sutaptų su peilio ašmenimis. Po to koja spaudžiama ant pedalo. Peiliai nuleidžiami ant vamzdžio, kuris peilių slėgiu nupjaunamas išilgai žymėjimo linijos. Po pjovimo peiliai grįžta į pradinę padėtį ir galvos darbas automatiškai sustoja. Vieno ciklo vamzdžių pjovimo laikas yra 3 s. Kiekvienas iš keturių peilių uždengia nupjautą vamzdį tiek, kiek jo ilgis lygus ketvirtadaliui jo apskritimo. 15 pavaizduotos pjovimo peilių plokštumos, kurių geometrijoje atsižvelgiama į pjaunamos medžiagos savybes, t.y. į ketaus trapumą. Siekiant išvengti sunaikinimo ir užtikrinti lygų ir tolygų pjaunamo vamzdžio paviršių, peilių pjovimo briaunos yra nutrūkusios dėl išpjautų skersinių griovelių. Peilių pjovimo briaunų suformuoto apskritimo spindulys turi būti mažesnis už išorinį pjaunamo vamzdžio spindulį. Ašmenų galandimo kampas 60°. Pjovimo procesas yra toks.
Artėjant, peiliai pirmą akimirką paliečia vamzdį aštuoniuose taškuose. Toliau artėjant jie atsitrenkia į vamzdį; suformuojami šuliniai, išsidėstę aplink perimetrą. Prie skylių atsiranda mikro įtrūkimų, nukreiptų iš skylės į skylę ir į metalo gylį. Proceso metu mikroįtrūkimai susilieja ir susidaro tos pačios krypties važiuojantys plyšiai, kurie paspartina peilių padavimą. Dėl to vienas vamzdžio galas atsiskiria nuo kito.
Su aprašytos konstrukcijos peiliais nuo ketaus kanalizacijos vamzdžių galima nupjauti 20 mm ilgio žiedus.
Pjaunant, siekiant išvengti sumušimų ir sužalojimų, reikia laikytis šių atsargumo priemonių: tvirtai uždėkite plaktuką arba plaktuką ant rankenos; tvirtai sutvirtinkite metalą veržlėje ir, pjaudami ant priekalo, paremkite nupjautą ruošinio dalį; pjaudami kietą ar trapų metalą naudoti tvoros tinklus, kad lekiančios skeveldros nesužalotų dirbančio ar šalia esančio žmogaus; dirbti su tinkamais įrankiais ir tinkamomis mašinomis;
pjaudami vamzdžius ant preso, mūvėkite pirštines. Prieš pjaunant vamzdžius, būtina patikrinti mechanizmo, elektros įrangos ir apsauginių tvorų tinkamumą naudoti.
1.4 Metalo pjovimas
Metalo apdirbimo ir supirkimo metu metalas pjaunamas tais atvejais, kai reikia atskirti tam tikro dydžio ar tam tikros formos detalę nuo sekcinio, forminio plieno ar vamzdžių ruošinio. Ši operacija nuo kirtimo skiriasi tuo, kad atliekama ne smūgio, o spaudimo jėgomis, o gretimi pagrindinių ir atskirtų metalo dalių spygliai turi tiesias plokštumas be nuožulnų. Plieninė juosta, apvali, kampinė ar kita, supjaustoma spaustuve, o vamzdžiai – spaustuve rankiniais pjūklais.
Metalas pjaunamas rankiniais ir mechanizuotais metaliniais pjūklais.
Rankiniai pjūklai naudojami stumdomi su horizontalia arba pasvirusia rankena. Pjūklai su horizontalia rankena susideda iš kairiojo 3 ir dešiniojo 5 rėmų, spaustuko 4 ir rankenos 7. Pjūklo geležtė įkišama į koto galvutės / įtempimo varžto ir 6 galvutės angas. Jie yra tvirtai sutvirtinti kaiščiais ir traukiami ėriuku 2. Pjūklas gali būti perkeltas į skirtingus ilgius, atsižvelgiant į pjūklo geležtės ilgį.
Rankiniams pjūklams naudojami 300 mm ilgio, 15 mm pločio ir 0,8 mm storio pjūklo geležtės. Pjūklo geležtės danties galandimo kampas yra 60°, abu pjūklo geležtės atskirtos, kad ašmenys neįstrigtų metalo plyšyje. Apatinė ašmenų dalis su dantimis yra grūdinta, o viršutinė dalis paliekama neužgrūdinta, kas sumažina pjūklo geležčių lūžimą eksploatacijos metu.
Pjaunant nevienodo kietumo metalus, naudojami įvairių dydžių dantukais turintys metalo pjūklo geležtės. Minkštiems metalams pjauti naudojami peiliai su 16 dantų 25 mm ašmenų ilgiui, kietesniems metalams (dekoratyviniam arba gerai atkaitintam įrankių plienui) - su 19 dantų, kietiems metalams (ketui, įrankių plienui) - su 22 - dantukais 25 mm ilgio. Pjaustant ploną juostelę ir mažo kampo plieną, naudojami peiliai su 22 dantimis 22 mm ašmenų ilgiui, kad metalo storyje būtų bent du ar trys dantys. Esant didesniam dantukui lūžta ašmenys.
Ašmenys į metalo pjūklą įkišti dantimis į priekį. Pjovimo peilis neturi būti per daug įtemptas, kitaip jis eksploatacijos metu sulūžtų.
Darbo metu metalinis pjūklas laikomas dviem rankomis: dešine ranka už rankenos, o kaire antrasis metalinio pjūklo galas yra atremtas ir atstumiamas. Pjūklo padėtis darbo metu turi būti artima horizontaliai, kad darbuotojo slėgis abiejuose metalinio pjūklo galuose būtų vienodesnis.
Pjaunant metalas tvirtinamas spaustuve, o vamzdžiai – spaustuke taip, kad pjūvio linija būtų arti spaustukų nasrų arba spaustuko. Dėl šio tvirtinimo medžiaga pjovimo metu nevibruoja, pjūklo geležtė nelūžta, o pjovimo linija yra lygi. Pjaunant plačią medžiagą, metalinis pjūklas laikomas horizontaliai, o pjaunant vamzdžius iš juostinio ar profilinio plieno – šiek tiek pasviręs. Darbinis metalo pjūklo eigas spaudžiamas į priekį, o atvirkštinis (tuščiosios eigos) – be slėgio. Spaudimo jėga priklauso nuo metalo kietumo.
Pjaudami forminį ir plokščią plieną, labai stipriai nespauskite ašmenų, kad neįstrigtumėte ir nesulaužtumėte. Pjovimo pabaigoje laisvasis medžiagos galas turi būti paremtas ir pjovimas baigtas. Priešingu atveju medžiaga gali lūžti, suspausti ir nutrūkti juosta. Medžiagos galas bus nelygus.
Norėdami padidinti darbo našumą ir tinkamai organizuoti darbo vietą, turėtumėte: iš anksto paruošti reikiamą pjūklo geležčių skaičių; iš anksto pažymėkite visą pjaunamo metalo partiją ir padėkite ant darbastalio kairėje spaustuko pusėje; pjaustoma medžiaga dedama į tam tikrą vietą prie darbastalio pagal dydį.
Dirbant su metaliniu pjūklu, būtina laikytis šių saugos taisyklių: tvirtai pritvirtinkite rankeną ant koto, kad darbo metu ji nenukristų ir koto galiukas nesusižalotų rankos; nupjautą metalą tvirtai sutvirtinti veržlėje, kad pjaunant metaliniu pjūklu jis neiškristų ir nesužalotų darbuotojo kojos; šepečiu nušluokite pjuvenas nuo darbastalio.
Rankinis mechanizuotas metalinis pjūklas yra našesnis nei paprastas. Pjūklo korpuse 6 sumontuotas elektros variklis, ant kurio veleno sumontuotas būgnas su spiraliniu grioveliu. Į būgno griovelį patenka kaištis. Kai sukasi variklio velenas ir būgnas, juda slankiklis ir prie jo pritvirtintas metalo pjūklo geležtė. Strypas naudojamas metalo pjūklo geležtei sustabdyti pjaunant metalą.
Pjaunant vamzdžius rankiniu būdu, kaip minėta aukščiau, jie tvirtinami spaustukais.
Gnybtai yra dviejų stulpelių ir vieno stulpelio. Dviejų kolonų apkabos yra patogesnės, nes leidžia šiek tiek pakeliant užveržimo prizmę, sukant varžtą, ištraukti kaištį iš skylių, užlenkti viršutinę apkabos dalį ir lengvai nuimti vamzdį nuo jos į šoną.
15--50 mm skersmens plieniniams vamzdžiams ir vamzdžių ruošiniams suspausti naudojami įvairių konstrukcijų pneumatiniai spaustukai.
Pneumatinės diafragmos gnybtas VMS-DP-1 susideda iš korpuso, kempinių su kreiptuvais, plieninių svirčių (dvi didelės ir dvi mažos), plokščios diafragmos, strypo ir grįžtamosios spyruoklės.Kai naudojamas vienas arba du lakštinės gumos sluoksniai. diafragma (priklausomai nuo jos storio).
Vamzdžiai suspaudžiami tiekiant suslėgtą orą į pavarą, kurio darbinis slėgis yra 4 kgf / cm2. Vamzdis atleidžiamas spyruokle po to, kai suslėgtas oras išleidžiamas į atmosferą.
Grąžinimo spyruoklės jėga, ty žandikaulių atsivėrimas, reguliuojama apvalia veržle, įsukta į apatinę pneumatinės kameros korpuso dalį.
Pneumatiniai spaustukai naudojami surinkimo gamyklų vamzdžių paruošimo cechuose, surenkant surinkimo mazgus.
Varomasis metalinis pjūklas 872A skirtas pjauti įvairius ruošinius iš aukštos kokybės ir profiliuoto metalo apvalių ir kvadratinių profilių. Mašinos lova viršutinėje dalyje suformuoja stalą, ant kurio sumontuota spaustuvė, skirta sustiprinti nupjautą medžiagą. Mašinoje sumontuoti dviejų tipų spaustukai: su lygiagrečiais žandikauliais, kuriuose sutvirtinta stačiakampė medžiaga, ir žandikauliai su V formos įpjovomis, kuriuose sustiprinama apvali medžiaga. Antgaliai su lygiagrečiais žandikauliais sukasi aplink ašį, todėl jose nupjautą medžiagą galima pritvirtinti skirtingais kampais (iki 45 °) prie pjūklo ašmenų.
Mašinos viršuje yra bagažinė, kurią galima nuleisti ir pakelti rėmo kėlimo ir nuleidimo cilindro pagalba. Pjūklo rėmas 5 juda išilgai bagažinės kreiptuvų su pritvirtintu metaliniu pjūklu. Rėmas yra varomas slenkamuoju judesiu švaistiklio mechanizmu, kurį sudaro švaistiklis ir švaistiklis. Pjūklas varomas elektros varikliu 10, sujungtu su alkūniniu velenu pavarų dėže.
Ašmenys dėl rėmo masės spaudžia nupjautą medžiagą. Pjovimas atliekamas tik tiesiu pjūklo geležte. Atbulinės eigos metu bagažinė su pjūklo ašmenimis šiek tiek pakyla, veikiant alyvos stūmokliniam siurbliui; dėl to pjovimo dantys tampa ne tokie buki.
Dirbkite su mašina taip. Pirmiausia kreida ant pjaunamo metalo ar vamzdžio pažymima pjovimo linija, tada jos sutvirtinamos mašinos spaustuvėje taip, kad pjovimo linija sutaptų su pjūklo geležte. Po to įjunkite mašiną ir supjaustykite metalą.
Siekiant padidinti mašinos našumą, į mašinos spaustukus dedami mažų dydžių profiliniai plienai ir mažo skersmens vamzdžiai pakuotėse po 8-14 vienetų, priklausomai nuo jų dydžio ir skerspjūvio, o kiekviena pakuotė visiškai supjaustoma. Pjaunant pjūklo geležtę vėsina siurblio tiekiama emulsija. Į emulsijos sudėtį įeina 10 l
vandens, 1 kg skysto muilo ir 0,5 kg džiovinimo aliejaus. Prieš naudojimą mišinys kruopščiai sumaišomas ir virinamas. Varomo pjūklo trūkumai: mažas našumas ir greitas pjūklo geležčių susidėvėjimas.
Dirbant su varoma mašina reikia laikytis šių saugos taisyklių: dirbti tik su tinkama eksploatuoti mašina; nupjautą medžiagos dalį palaikykite specialiais stovais ar rankomis, kad ji nenukristų ant kojų; stebėti elektros laidų, peilio jungiklio ir elektros variklio tinkamumą naudoti, kad išvengtumėte elektros smūgio.
Varomos presinės žirklės C-229A skirtos pjauti kokybišką, formuotą ir iki 13 mm storio lakštinį plieną. Be to, jie naudojami iki 20 mm skersmens apvalioms skylėms, kurių medžiagos storis iki 15 mm, ir smulkių detalių štampavimui.
Mašinos rėmas 8 yra sumontuotas ant vežimėlio 7, per kurį kirpimo presas gali būti transportuojamas iš vietos į vietą. Lakštinio plieno pjovimo mazgas 6 susideda iš apatinio fiksuoto peilio, viršutinio judamojo peilio ir atramos, kurios pagalba nupjauta medžiaga prispaudžiama prie apatinio peilio. Skirtingų profilių plienų pjovimo mazgas 5 susideda iš dviejų vertikalių peilių su skylutėmis, atitinkančiomis skirtingus plieno profilius. Mašina varoma elektros varikliu 3 per pavarą 4.
Ant apatinio peilio uždedamas lakštinis arba juostinis plienas, su akcentu prispaudžiamas ir, įjungus apatinio peilio mechanizmą, nupjaunamas. Presavimo žirklių konstrukcija leidžia pjauti bet kokio ilgio metalą. Kiaurymių išmušimas ir štampavimas atliekamas perforavimo 2 ir štampavimo / įtaiso paspaudus mašinos įjungimo svirtį.
Kombinuotosios žirklės yra nešiojamos, lengvai valdomos ir tinka naudoti lauke bei derliaus nuėmimo cechuose.
Dirbant su presuotomis žirklėmis, būtina laikytis šių saugos taisyklių: pradėti darbus tik tada, kai ant judančių dalių yra apsauginiai gaubtai, patikrinus elektros variklio korpuso įžeminimą; prieš pradėdami dirbti, sutepkite preso žirkles ir patikrinkite jų veikimą tuščiąja eiga; dirbti su nustatytais medžiagos sustojimais; klojant apdirbamą medžiagą į preso žirkles, rankas laikyti saugiu atstumu nuo peilių ir perforatoriaus; smulkias štampuotas dalis nuimkite tik trauktuvais, kabliukais ar žnyplėmis; netepkite pavarų ir kitų judančių dalių, kai variklis veikia ir kai pjaunate medžiagą.
Vamzdžių pjovimo mechanizmas VMS-32 skirtas pjauti plieninius vandens ir dujų vamzdžius, kurių skersmuo 15-50 mm. Skersmuo 160 mm. Pavarų dėžė sukama įtempimo varžto ir rankinio rato pagalba. Pjovimo disko sukimosi dažnis yra 193 aps./min. VMS-32 mechanizmą varo 1,1 kW galios elektros variklis, lanksčia mova sujungtas su pavarų dėžės velenu. VMS-32 mechanizmo pjovimo diskas turi būti taisyklingos cilindro formos, kurio galandimo kampas yra apie 60 °. Kai ašmenys tampa nuobodu, jį reikia vėl pagaląsti. Rekomenduojama pagaląsti nešiojamu abrazyviniu ratuku ant lanksčios žarnos, sukant abrazyvinį ratą ir pjovimo diską. Mechanizmas tiekiamas su atramomis, kurios tarnauja kaip atramos pjaunant ilgus vamzdžių ruošinius.
Pažymėtas vamzdis dedamas ant specialių ritinėlių, kad pjovimo linija sutaptų su pjovimo disku. Tada vamzdis uždengiamas viršutiniu lataku - lovio, užrakinamas kaiščiu ir paleidžiamas mechanizmas. Sukant rankratį pjovimo diskas priartinamas prie vamzdžio. Vamzdis sukasi dėl trinties tarp jo ir pjovimo disko. Nuo slėgio, perduodamo į besisukantį diską, jis atsitrenkia į metalą ir perpjauna vamzdį. Nupjovus vamzdį sukant vairą pavarų dėžė su voleliu patraukiama į viršų.
Vamzdžių pjovimo mechanizmas VMS-35 skirtas pjauti 15--70 mm skersmens vandens ir dujų vamzdžius. Vamzdžiai pjaustomi 160 mm skersmens pjovimo disku, sumontuotu ant svyruojančios pavarų dėžės veleno. Pjaunant vamzdis sukasi. Pjovimo disko tiekimas į vamzdį ir jo grąžinimas į pradinę padėtį atliekamas naudojant pneumatinį įtaisą.
1.5 Metalo dildymas
Pjaustytas gaminys, siekiant suteikti jam stabilią padėtį, yra tvirtai įspaustas į veržlę.
Rūdžių ir apnašų sluoksnis ant ruošinio ir liejinio pluta yra padengiami sena bastard dilde, kad nesugadintų geros, greitai susidėvinčios. Tada jie pradeda grubiai apdoroti detalę tinkama bastard dilde ir baigia asmenine byla. Kad nesugadintumėte spaustukų nasrų galutinio padavimo metu, jie uždedami ant vario, žalvario, švino ar aliuminio perdangų.
Dilinimo švara ir tikslumas priklauso nuo spaustukų įrengimo, darbuotojo kūno padėties ties veržle, darbo metodų ir dildės padėties.
Montuojant spaustukus, jų žandikaulių viršus turi būti darbuotojo alkūnės lygyje. Teisinga darbuotojo padėtis prie spaustukų parodyta paveikslėlyje: 36. Dilinant reikia atsistoti ant veržlės šono – pusiau pasisukusi, maždaug 200 mm atstumu nuo darbastalio krašto. Korpusas turi būti tiesus ir pasuktas 45° kampu į išilginę spaustuko ašį.
Kojos išdėstytos per pėdos plotį, kairė koja šiek tiek ištiesta į priekį dildės kryptimi. Pėdos dedamos maždaug 60° atstumu viena nuo kitos. Dirbant kūnas šiek tiek pasviręs į priekį. Tokia kūno ir kojų padėtis suteikia darbuotojui patogiausią ir stabiliausią padėtį, rankų judesiai tampa laisvi.
Dildant dildė laikoma dešine ranka, rankenos galvutę atremiant į delną. Nykštis dedamas ant rankenos viršaus, o kiti pirštai palaiko rankeną iš apačios. Kairė ranka uždedama ant dildės galo prie jo nosies ir dildė paspaudžiama. Grubiai šlifuojant, kairės rankos delnas dedamas apie 30 mm atstumu nuo dildės galo, pirštai sulenkti pusiau, kad nesužalotų gaminio kraštų darbo metu.
Baigiant paduoti, dildės galas laikomas kairiąja ranka tarp nykščio, esančio failo viršuje, ir likusių pirštų, esančių bylos apačioje. Failas sklandžiai perkeliamas pirmyn ir atgal per visą ilgį.
Gaminys suspaudžiamas spaustukais taip, kad pjautinis paviršius išsikištų 5-10 mm virš spaustukų nasrų. Siekiant išvengti įdubimų ir užsikimšimų išilgai kraštų, stumdant dildę į priekį, ji tolygiai prispaudžiama prie viso apdirbamo paviršiaus. Failas paspaudžiamas tik judant į priekį. Judant dildei atgal, slėgis susilpnėja. Dilelės greitis yra 40--60 dvigubų smūgių per minutę.
Norint gauti tinkamai apdorotą plokštumą, gaminys paduodamas skersiniais potėpiais pakaitomis nuo kampo iki kampo. Pirma, paviršius yra padengtas iš dešinės į kairę, o tada iš kairės į dešinę. Taigi paviršius nupjaunamas tol, kol pašalinamas reikalingas metalo sluoksnis.
Galutinai padengus pirmąją plačią plytelių plokštumą, pradedama dildyti priešingą paviršių. Tokiu atveju reikia gauti lygiagrečius tam tikro storio paviršius. Antrasis platus paviršius yra paduotas kryžminiais potėpiais.
Paviršiaus apdorojimo tikslumas ir kampų tikslumas tikrinamas liniuote ir kvadratu, o matmenys tikrinami slankmačiu, vidiniu matuokliu, mastelio liniuote arba suportu.
Ruošiant vamzdynus ir gaminant detales sanitarinėms sistemoms, nupjaunami vamzdžių galai ir dalių plokštuma. Santuoka padavimo metu – tai perteklinio metalo sluoksnio pašalinimas ir gaminio dydžio, lyginant su reikalingais, sumažinimas, pjauto paviršiaus nelygumai ir „užsikimšimų“ atsiradimas. Davimo procese naudokite valdymo ir matavimo įrankius bei sistemingai tikrinkite ruošinių matmenis.
Dilinant reikia laikytis šių saugos taisyklių: rankena turi būti tvirtai pritvirtinta prie dildės, kad eksploatacijos metu ji nenušoktų ir nesužalotų rankos kotu; spaustukai turi būti geros būklės, gaminys turi būti tvirtai juose pritvirtintas; darbastalis turi būti tvirtai sutvirtintas, kad jis nesiūbuotų; dildydami detales su aštriais kraštais, nespauskite pirštų po dilde jos atvirkštinės eigos metu; drožles leidžiama šalinti tik šluojančiu šepečiu; po darbo dildės reikia nuvalyti nuo nešvarumų ir drožlių metaliniu šepečiu; nerekomenduojama dėti failų vieną ant kito, nes tai sugadina įpjovą.
Dildymo operacijoms mechanizuoti naudojami rankiniai elektriniai ir pneumatiniai įrankiai, padavimo mašinos su pneumatine pavara ir lanksčiu velenu. Ant lankstaus veleno galo uždedamas specialus įtaisas, kuris sukamąjį judesį paverčia atgaliniu judesiu. Į šį įrenginį įterpiamas failas, su kuriuo įforminamos dalys.
Pneumatinė dildė susideda iš galvutės įrankio jai tvirtinti, reduktoriaus judėjimo keitiklio ir elektros variklio. Dilelės brūkšnio ilgis 12 mm, dvigubų brūkšnių skaičius per minutę 1500.
1.6 Metalo gręžimas, gilinimas
Skylės gręžiamos pagal preliminarų žymėjimą, padarytą ženklinimo įrankiu, arba pagal šabloną. Naudojant šabloną sutaupoma laiko, nes anksčiau šablone pažymėtų skylių kontūrai perkeliami į ruošinį. Didelio skersmens skylės gręžiamos dviem etapais – iš pradžių mažesnio skersmens grąžtu, o paskui reikiamo skersmens grąžtu.
Skylės gręžimas gali būti per s m (gręžtuvas išeina per išgręžtą skylę); kurčias (skylės gylis yra mažesnis už metalo storį); sriegimui ir sriegimui. Šių tipų gręžimo būdas yra vienodas, išskyrus akląjį gręžimą, kurio metu būtina išlaikyti reikiamą skylės gylį. Norėdami tai padaryti, naudokite įrenginius, kurie riboja grąžto padavimą iki norimo gylio. Jei tokių įtaisų nėra, po tam tikro laiko mašina sustabdoma, grąžtas išimamas ir išmatuojamas skylės gylis.
Kad gręžimas būtų tikslus ir greitas, gręžtuvas turi būti tvirtai ir teisingai pritvirtintas prie mašinos veleno arba griebtuvo, kad jis suktųsi nenubėgdamas. Jei grąžtas plaka, skylė bus netaisyklingos formos ir grąžtas gali sulūžti.
Slėgis ant grąžto turi būti vienodas ir atitikti metalo kietumą bei skylės skersmenį. Naudojant minkštą metalą ir mažą skylės skersmenį, greitis ir padavimas padidėja. Tuo metu, kai grąžtas išeina iš skylės, slėgis turi būti sumažintas, kad gręžtuvas nesulūžtų. Kadangi gręžimo metu grąžtas įkaista, jį reikia atvėsinti nutraukiant darbą. Dirbant su staklėmis, grąžtas aušinamas muiluota emulsija. Apdorojant ketų ir bronzą, grąžtas neaušinamas. Kai gręžiate gilias skyles, periodiškai išimkite grąžtą iš skylės ir atlaisvinkite gręžimo skylę bei griovelius nuo drožlių.
42 parodytas gręžtuvas, skirtas gręžti skyles plieninių vamzdžių flanšuose. Prie apatinės laidininko dalies privirinamos dvi atraminės juostos su skylutėmis laidininko tvirtinimui prie gręžimo mašinos stalo. Atraminės juostos privirinamos prie atraminio disko su skylute viduryje, kurioje flanšo pėdelė laisvai sukasi. Kojelė turi centrinę srieginę angą užveržimo varžtui. Prie kulno pritvirtintas žymėjimo diskas 3, kurio perimetre vienodu atstumu viena nuo kitos yra aštuoni įdubimai (atitinka didžiausią skylių skaičių flanše).
Norint išgręžti skylutes, flanšas dedamas ant žymėjimo disko, sustiprinamas sukant rankeną 5 ir centruojamas kūgiu 6.
Įrenginys montuojamas ant gręžimo staklių taip, kad grąžto centras sutaptų su apskritimu, ant kurio yra flanšo skylės. Flanšas klojamas ant pamušalo. Tada diskas montuojamas taip, kad skląstis 7 patektų į perimetro įdubą.Išgręžus pirmąją skylę diskas perstatomas taip, kad skląstis patektų į įdubą, skirtą kitai skylei išgręžti.
Neteisingas arba laisvas detalių užspaudimas, neteisingas grąžtų galandimas, grąžto griovelio užsikimšimas drožlėmis, nepakankamas grąžto aušinimas, netinkamas grąžto lūžimo grąžtų pjovimo greitis ir pastūma. Neteisingai parinkus grąžtus, netinkamai tvirtinant juos ir naudojant neteisingus darbo metodus, galimi šie santuokos tipai: skylės dydis didesnis nei reikalaujama, įstriža skylė, skylė nukrypusi nuo numatyto centro, gręžimo gylis. skylė didesnė nei reikalaujama.
Gręžiant ant staklių, laikomasi šių saugos taisyklių: mašinos turi turėti besisukančių dalių apsaugas; ruošiniai turi būti tvirtai pritvirtinti prie stalo ir apdorojimo metu nelaikyti rankomis; ranka-. tvirtai susiriškite chalatą; nesiimkite besisukančio pjovimo įrankio ir veleno; rankomis neišimkite sulūžusių pjovimo įrankių iš skylės, naudokite tam specialius įrankius; darbo metu nesiremkite į mašiną.
Diegimas. Norint gauti skylutes su švariu paviršiumi arba tiksliai sureguliuoti skylę įžemintai daliai, atliekama operacija, vadinama presavimu. Perdirbimas atliekamas rankiniu būdu arba gręžimo staklėmis naudojant plėstuvus. Rankiniai sraigtai varomi rankiniu švaistikliu.
Kūginiai išplėtimai yra skirti kūginėms skylėms iškalti.
Švaresniam kiaurymių paviršiaus apdorojimui ir įrankio vėsinimui perforavimo metu išgręžtos skylės pliene sutepamos mineraline alyva, varyje – emulsija, aliuminyje – terpentinu, o žalvaryje ir bronzoje – be tepimo.
Rankiniu būdu iškalkite skyles taip. Dalis tvirtai pritvirtinta spaustukais. Į skylę detalės įkišamas slydimas taip, kad jo ašis sutaptų su skylės ašimi. Tada jie pradeda sukti švaistiklį braukdami į dešinę, sklandžiai vesdami jį į priekį. Diržtuvas sukasi tik viena kryptimi.
Nuskandinimas ir gilinimas. Įgilinimas – tai liejimo, kalimo ar štampavimo būdu gautos skylės apdirbimas, siekiant suteikti jai cilindrinę formą, reikiamą dydį ir švarų paviršių. Gręžimas yra tarpinė operacija, atliekama apdorojant angą, skirtą presuoti. Įgilinimas atliekamas su įdubimu. Įgilintuvai taip pat naudojami apdorojant kūginius ir cilindrinius įdubimus plokščiu dugnu.
Įgilintuvas turi daugiau pjovimo briaunų (tris arba keturis) nei sukamasis grąžtas ir užtikrina švaresnę skylę.
Nuo 15 iki 35 mm skersmens skylių įgilinimo leidimas suteikiamas 1-1,5 mm.
Perdirbimo operacija atliekama taip pat, kaip ir diegimas.
Gręžimo staklėmis atliekamos gilinimo operacijos, taip pat gręžiamos skylės iki reikiamo gylio.
2. SVIEGIMAS
šaltkalvio ženklinimo pjovimo perpjovimas
Sriegimas – tai strypo arba skylės detalėje apdirbimas naudojant sriegimo įrankį, kad būtų gautas išorinis arba vidinis srieginis sriegis, susidedantis iš kintamų spiralinių griovelių ir išsikišimų-ritės. Pjaunami vamzdžiai, varžtai, veržlės, kurios naudojamos nuimamam vamzdynų ir įvairių įrangos dalių sujungimui.
Pagrindiniai sriegio elementai: profilis, žingsnis, profilio kampas, gylis, išorinis, vidinis ir vidutinis skersmuo.
Sriegio skerspjūvio forma vadinama sriegio profiliu. Pagal sriegio profilį yra trikampiai, stačiakampiai, trapecijos ir tt Surenkant sanitarines sistemas ir dalis, naudojami tik trikampiai sriegiai.
Sriegio kryptimi siūlai skirstomi į dešinę ir kairę.
Pagal susitarimą siūlai skirstomi į tvirtinimo ir specialius. Tvirtinimo sriegiams priskiriami trikampiai sriegiai, specialūs - stačiakampiai ir tt Trikampis sriegis vadinamas tvirtinimo sriegiu, nes yra nupjaunamas ant tvirtinimo detalių: varžtų, veržlių, varžtų. Sriegio žingsnis 7 yra atstumas tarp dviejų gretimų posūkių viršūnių arba pagrindų.
Sriegio profilio kampas yra kampas, susidarantis susikirtus sriegio šoniniams paviršiams (šonoms).
Sriegio gylis yra atstumas nuo sriegio viršaus iki apačios. Išorinis skersmuo – atstumas tarp dviejų priešingų sriegio pusių viršūnių. Vidinis skersmuo yra atstumas tarp dviejų priešingų sriegio kraštų pagrindų. Vidutinis skersmuo - atstumas tarp sriegio viršaus ir priešingos pusės sriegio pagrindo.
Ryšys tarp sriegio žingsnio, sriegio gylio ir apsisukimų skaičiaus sriegio ilgio vienete yra toks: kuo didesnis sriegio žingsnis, tuo didesnis sriegio gylis ir mažesnis sriegių (apsukų) skaičius sriegio ilgio vienetui, ir priešingai.
Trikampis siūlas pagal matų sistemą skirstomas į metrinius ir colius. Siūlas, kurio profilyje yra lygiakraštis trikampis, kurio kampas viršūnėje yra 60 °, vadinamas metriniu. Jis naudojamas prietaisų ir mechanikos inžinerijoje. Išorinis varžto skersmuo arba skylės su metriniu sriegiu vidinis skersmuo matuojamas milimetrais, o sriegio žingsnis yra iv milimetrai ir milimetro dalys. Colinis sriegis turi tokį patį profilį kaip metrinis sriegis, tačiau kampas viršuje yra 55 °. Jis skiriasi nuo metrinių sriegių dideliu žingsniu; matuojamas coliais.
Montuojant santechniką, naudojami colių sriegiai. Colių sriegis yra tvirtinimas ir vamzdis. Tvirtinimo sriegis nuo vamzdžio sriegio skiriasi tuo, kad turi didesnį žingsnį, suteikia tvirtą jungtį; naudojamas varžtams, veržlėms, strypams ir skylėms pjauti. Vamzdžių sriegiai naudojami vamzdžiams sujungti. Jis yra mažesnis nei tvirtinamasis, nes jo gylį riboja vamzdžio sienelių storis. Dėl didesnio sriegių skaičiaus viename sriegio ilgio colyje vamzdžio sriegio tankis yra daug didesnis nei tvirtinimo elemento sriegio.
Išorinio sriegio pjovimas. Išoriniai varžtų, varžtų ir strypų sriegiai supjaustomi rankiniu būdu į štampus.
Priklausomai nuo įrenginio, štampai yra prizminiai, stumdomi, apvalūs vientisi.
Prizminiai štampai susideda iš dviejų identiškų pusių, pritvirtintų štampelyje, kuris turi rėmo formą su rankenomis. Dviejose išorinėse šių štampų pusėse yra prizminiai grioveliai, į kuriuos patenka prizminės klupo projekcijos.
Stumdomi štampai įmontuojami į štampą taip, kad skaičiai ir štampų pusės būtų priešingi atitinkamiems skaičiams, nurodytiems ant rėmo. Priešingu atveju siūlas bus neteisingas. Pritvirtinkite štampus stabdymo varžtu. Plieninė krekingo plokštė dedama tarp sraigto ir matricos, kad štampelis nesprogtų paspaudus varžtu. Apvalus štampas yra pritvirtintas prie rankenėlės - lerkoderzhatel dviem ar keturiais sraigtais.
Norint gauti teisingą sriegį, būtina, kad strypų skersmenys ir gręžiamos skylės atitiktų sriegio dydį.
Stumdomi štampai gali nupjauti visą sriegį su nedideliais strypo skersmens nuokrypiais. Sriegiant apvaliais vientisais štampais, srieginio strypo skersmens nukrypimai neleidžiami. Esant didesniam strypo skersmeniui, sriegis bus lygus, o mažesnis - nepilnas.
Varžtai pjaunant sriegius veržlėje sutvirtinti vertikaliai.
Stumdomi štampai sriegiuojami dviem arba trimis praėjimais, o apvalūs – vienu.
Klupp sukamas iš kairės į dešinę, kai pjaunamas dešinysis siūlas, ir iš dešinės į kairę, kai pjaunamas kairysis siūlas. Esant 25-38 mm darbiniams apsisukimams, atgal daromi 32-38 mm apsisukimai, kad drožlės lengviau lūžtų. Sukdami paspauskite ant plokštelės. Sriegimo pabaigoje patikrinkite jo teisingumą prisukdami veržlę.
Pjaunant sriegius plieninėse dalyse, štampams ir čiaupams aušinti naudojama džiovinimo alyva arba sulfofrezolis, o ketaus dalyse – terpentinas. Nerekomenduojama naudoti mineralinės alyvos, nes tai pablogina pjūvio kokybę.
Vidinio sriegio pjovimas. Vidinis sriegis nupjaunamas rankiniu būdu sriegiais, kurie įkišti į rankenėlę.. Čiaupas turi nuožulną (sriegio galą), kuris skirtas sriegiui nupjauti; kalibravimas (vidurinis) - nukreipimui pjaunant ir kalibruojant išpjautą skylę - ir uodega su kvadratine galvute - veikimo metu jis laiko čiaupą veržliaraktyje.
IŠVADA
Šio edukacinio praktinio darbo metu išmokau naudotis matavimo priemonėmis; išmoko taisyklingai žymėti dalis; tinkamai pjaustyti metalą; metalo pjovimas; atlikti metalo tiesinimą ir lenkimą; rankinis metalo padavimas; gręžimas, gilinimas, presavimas.
NAUDOTOS LITERATŪROS SĄRAŠAS
1. A. I. Aristovas ir kt. Metrologija, standartizavimas, sertifikavimas. - M.: INFRA-M, 2012, 256s. + CD-R.
2. Kholodkova A.G. Bendroji mechanikos inžinerijos technologija. - M.: Leidybos centras "Akademija", 2005.-224 p.
3. Cherepakhin A.A. Medžiagų apdirbimo technologija - M.: Leidybos centras "Akademija", 2004.-272 p.
papildomos literatūros
1. Klepikovas V.V., Bodrovas A.N. Inžinerinė technologija. - M.: FORUMAS: INFRA-M, 2004.-860 p.
2. Muradyan S.V. Pramonės organizavimas ir technologija. - Rostovas n / a: "Feniksas", 2001.-448 p.
3. Ovčinikovas V.V. Metalų suvirinimo ir pjovimo teorijos pagrindai. - M.: KNORUS, 2012, 248 p.
4. Saltykovas V.A. ir kitos Mašinų gamybos įmonių mašinos ir įrenginiai. Sankt Peterburgas: BHV-Peterburg, 2012, 288 p.
Priglobta Allbest.ru
Panašūs dokumentai
Remonto paslaugos prasmė, uždaviniai ir struktūra. Profilaktinės priežiūros sistemos esmė ir turinys. Pagrindinės santechnikos operacijos. Metalų tiesinimas ir lenkimas. Kiaurymių gręžimas, gilinimas ir perpjovimas. Darbo brėžinių ir eskizų skaitymas.
praktikos ataskaita, pridėta 2015-09-04
Įmonės UAB „Novorosijsko laivų remonto gamykla“ charakteristikos. Šaltkalvio praktikos turinys. Metalo ženklinimo, tiesinimo ir lenkimo, metalinių paviršių klijavimo paskirtis. Saugos taisyklės dirbant su gręžimo ir šlifavimo staklėmis.
praktikos ataskaita, pridėta 2015-09-30
Ruošinių iš plono lakštinio metalo lenkimo veržlėje ir įtvarų pagalba ypatumai, visų operacijų seka, įrankių charakteristikos. Tipinių metalo lenkimo defektų analizė. Stačiakampio laikiklio ir apvalaus metalo lenkimo etapai.
pristatymas, pridėtas 2012-04-16
Lazerio spindulio savybės: kryptingumas, monochromatiškumas ir koherentiškumas. Metalo pjovimo lazeriu technologija. Pagalbinių dujų naudojimas metalo sunaikinimo produktams pašalinti. Lazerių tipai. Kietojo kūno lazerio schema. Aliuminio ir lydinių pjovimas.
laboratorinis darbas, pridėtas 2013-12-06
Metalo pjovimo staklių istorija. Gręžimo tikslas – skylių gavimo operacijos įvairiose medžiagose jas apdorojant, kurių tikslas – padaryti skylutes sriegimui, pervėrimui, pervėrimui. Pagrindiniai tempimo tipai.
pristatymas, pridėtas 2016-10-05
Metalo apdirbimas kaitinimo būdu (terminis pjovimas). Pjovimo deguonimi procesas, naudojamos medžiagos. Deguonies pjovimo įranga ir aparatai. Procesų mechanizavimas ir pjovimo kokybės kontrolė. Saugių darbo sąlygų organizavimas.
Kursinis darbas, pridėtas 2011-06-14
Suvirinimo tipai naudojant slėgį, mechaninę ir šiluminę energiją. Pagrindiniai parametrai, naudojami plazmos apdorojimo procesuose. Metalo plazminio pjovimo fizikinis principas ir technologija. Pagrindiniai jo privalumai. Pjovimo plazminio degiklio schema.
santrauka, pridėta 2015-01-19
Pagrindinės siūlų klasifikacijos, pagrindiniai jų parametrai ir savybės. Pjovimo proceso ypatumai ir paviršinio sluoksnio formavimas. Stiklu armuotų plastikų sudėties ir struktūros įtaka jų apdirbamumui. Pjovimo proceso technologinės operacijos ir parametrai.
Kursinis darbas, pridėtas 2011-03-13
Racionalaus lakštinio metalo pjovimo organizavimas, atsižvelgiant į verslo balansus mašinų gamybos įmonės sąlygomis. Metalo lakštų pjovimo technologiniai aspektai. Taikomų technologijų ir įrangos ypatumai. Pjovimas plazminiu ir lazeriu.
baigiamasis darbas, pridėtas 2017-10-27
Šaltkalvio darbo vietos organizavimas ir išplanavimas. Ruošinių ir gatavų gaminių sandėliavimas. Dėžė su šaltkalvio įrankių komplektu. Ženklinimo plokščių konstrukcijos. Plokštuminio žymėjimo, apdailos ir grubaus pjovimo, perforavimo atlikimas. Pjaustymo įrankiai.
Daugelis mašinų defektų, patenkančių į remonto įmones, yra gerai ištirti ir susisteminti tipine remonto technologija. Ši technologija sukurta daugumai traktorių, kombainų ir žemės ūkio mašinų. Jame nurodyti detalių atstatymo būdai, tam naudojamas įrankis, remontuojamų dalių specifikacijos. Tačiau visų atvejų, kurie gali pasitaikyti remonto praktikoje, numatyti tiesiog neįmanoma. Kartais gali nebūti reikiamo įrankio ar medžiagos, kartais atsiranda galimybė pritaikyti paprastesnį ir patikimesnį remonto būdą.
Remontininkas turi būti generalistas. Be gebėjimo atlikti visas bendrąsias santechnikos operacijas, jis turi žinoti išmontavimo ir surinkimo darbų gamybos taisykles, gerai išmanyti mašinų dalių ir mazgų brėžinius, leistinų nuokrypių ir iškrovimų žymes, žinoti pagrindines mechanines savybes metalus ir kitas remonto medžiagas, turi idėją apie remonto procesą.
1.Technologinis remonto procesas
Technologinis mašinos remonto procesas susideda iš eilės nuoseklių operacijų, kurios viena nuo kitos skiriasi atliekamo darbo pobūdžiu ir naudojama įranga. Tačiau daugelis remonto operacijų yra panašios viena į kitą. Tos pačios rūšies technologinėms operacijoms atlikti remonto įmonėse organizuojami specialūs darbai. Juose sumontuotos staklės, stovai, armatūra, instrumentai ir kita įranga, skirta išardyti, restauruoti detales bei surinkti mašinas ir jų komponentus.
Pagrindinis technologinio proceso elementas yra operacija, atliekama vienoje darbo vietoje ir apimanti visus darbo (ar darbo) ir naudojamos įrangos veiksmus su vienu ar keliais bendrai apdirbamais, išardomais ar surenkamais gaminiais. Be technologinių, remonto pramonėje yra ir pagalbinės operacijos: transportavimas, plovimas, kokybės kontrolė, ženklinimas ir kt. Technologinės operacijos skirstomos į perėjimus, praėjimus ir priėmimus.
Perėjimas yra operacijos dalis, kuriai būdingas apdirbamo paviršiaus (arba jungiamųjų paviršių montuojant), naudojamo įrankio ir įrangos veikimo režimų nekintamumas.
Praėjimas - perėjimo dalis, kurioje pašalinamas vienas medžiagos sluoksnis.
Priėmimas – tai pilnas individualių asmens, dirbančio operacijos atlikimo procese, judesių rinkinys (pavyzdžiui, gaminyje gręžiant skylę, būdai bus tokie: gaminio tvirtinimas ant mašinos stalo, įjungimas cr.li ; , priartėjimas prie grąžto prie gaminio, padavimo įjungimas, padavimo išjungimas, veleno įtraukimas, mašinos išjungimas, gaminio atleidimas). Remonto operacijų kokybė tiesiogiai priklauso nuo darbuotojų kvalifikacijos ir remonto įmonių aprūpinimo įranga, armatūra ir įrankiais Pradedantis meistras visų pirma turi išstudijuoti įrankį, kurį turės naudoti, ir įsisavinti bendrosios šaltkalvio darbo techniką. operacijos.
1.1. Pagrindinės santechnikos operacijos
Pagrindinės bendrosios santechnikos operacijos apima: ženklinimą, pjovimą ir pjovimą, tiesinimą ir lenkimą, padavimą, gręžimą ir gręžimą. Kai kuriuos iš jų, pavyzdžiui, gaminių žymėjimą ir skylių gręžimą, šaltkalvis atlieka specialiai tam įrengtose bendrose darbo vietose, o likusias – savo individualioje darbo vietoje, kur taip pat kerpa siūlus, įbrėžimus, lituoja.
Racionalus šaltkalvio darbo vietos organizavimas leidžia užtikrinti didžiausią našumą, gerą kokybę ir saugias darbo sąlygas su mažiausiai pastangų, laiko ir pinigų sąnaudomis. Svarbu tinkamai įrengti darbo vietą ir kartą ir visiems laikams laikytis joje nustatytos tvarkos.
www.autoezda.com
Pagrindinės santechnikos operacijos – kitos
Pagrindinės santechnikos operacijos
VALGYTI. Muravjovas, Santechnika, Maskva, "Prosveshchenie" 1990, p. 43-94
Pagrindinės santechnikos operacijos
metalų ženklinimas, pjovimas, tiesinimas ir lenkimas, metalo pjovimas, dildymas, gręžimas, gilinimas, įdubimas ir kiaurymių iškalimas, sriegimas, kniedijimas, klijavimas ir apdaila, litavimas
Darbo vieta - šaltkalvio darbastalis
Darbo vieta įprasta vadinti tam tikrą cecho skyrių, skirtą atlikti tam tikrus darbus.
Rybins - nuimamos medinės grotos, sumontuotos denio viršuje.
Gnybtas taip pat vadinamas varžtu.
Kėdės spaustukai.
Privalumai - dizaino paprastumas ir didelis ilgaamžiškumas. Trūkumas yra tas, kad darbiniai žandikaulių paviršiai nėra lygiagretūs visose padėtyse.
Sukamieji lygiagrečiai spaustukai.
Privalumas yra galimybė griežčiau prispausti ruošinį. Be to, galite pritvirtinti tam tikru kampu.
Rankiniai spaustukai naudojami mažoms detalėms ar ruošiniams, kuriuos nepatogu arba pavojinga laikyti rankomis, pritvirtinti.
Žymėjimo įrankis
Mažų taškelių-įdubimų piešimo detalės paviršiuje operacija vadinama. Taškas, simetrijos ašis arba plokštuma, nuo kurios matuojami visi detalės matmenys, vadinamas žymėjimo pagrindu.
žymėjimas
Linijų ir taškų piešimas ant ruošinio, skirto apdoroti, vadinamas žymėjimu. Ženklinimas susideda iš linijų (pakilimų) nubrėžimo ant ruošinio paviršiaus, kurios pagal brėžinį nustato detalės kontūrus arba apdirbamas vietas.
Rašikliai naudojami linijoms (ženklams) nubrėžti ant pažymėto ruošinio paviršiaus.
Centrinis perforatorius naudojamas įduboms (šerdims) uždėti ant iš anksto pažymėtų linijų.
Žymėjimo (šaltkalvių) kompasai naudojami apskritimų ir lankų žymėjimui, apskritimų ir atkarpų dalijimui į dalis bei kitoms geometrinėms konstrukcijoms žymint ruošinį.
Apkabos
Suportas - matavimo (matavimo) įrankis, naudojamas santechnikoje, norint pašalinti ir perkelti detalės matmenis į skalę
Goniometrai
Naudojamas kampinėms vertėms matuoti
Matavimo įrankis
Matavimo liniuotė naudojama grubiems matavimams
Tiesinimas ir lenkimas
Redagavimas – lenktų ar sulenktų metalo gaminių grąžinimo į pirminę tiesią ar kitokią formą operacija. Tam tikros konfigūracijos suteikimas metalui nekeičiant jo skerspjūvio ir metalo apdirbimas pjaunant vadinamas lanksčiu Plono lakštinio metalo lenkimas atliekamas plaktuku. Dalims, kurios išlenktos stačiu kampu, nesuapvalinus vidinės pusės, ruošinio lenkimo leidimas turi būti 0,6 ... 0,8 metalo storio.
metalo pjovimas
Mušamasis instrumentas, susidedantis iš metalinės galvutės, rankenos ir pleišto, vadinamas plaktuku.
metalo pjovimas
Pjovimo pagalba nuo ruošinio pašalinami (nupjaunami) metaliniai nelygumai, pašalinama kieta pluta, apnašos, aštrios detalės briaunos, išpjaunami grioveliai ir grioveliai, skarda supjaustoma į gabalus.
Profilinių (pjovimo) griovelių (pusapvalių, dvišakių ir kt.) pjovimui naudojami specialūs skersiniai pjūviai - grioveliai, kurie vienas nuo kito skiriasi pjovimo briaunos forma.
metalo pjovimas
Rankinės žirklės – paprasčiausias įrankis metalui pjauti
Smūgiai (įpjovos)
Šaltkalvio įrankis, naudojamas skylėms išmušti lakštiniame ar juostiniame metale arba nemetalinėse medžiagose, kurių storis ne didesnis kaip 4 mm
Vamzdžių pjaustytuvai
Santykinai didelio skersmens plieninių vamzdžių pjovimas yra daug pastangų reikalaujantis veiksmas, todėl jai atlikti naudojamos specialios vamzdžių pjaustyklės.
metalo padavimas
Pjovimas - pašalpos pašalinimas dildėmis, adatinėmis dildėmis ir raiščiais
galandimo mašina
Gręžimas, gilinimas, gilinimas ir gręžimas
Gręžimas susideda iš skylių gavimo ir apdorojimo pjaunant specialiu įrankiu - grąžtu.
3e, viršutiniai skylės paviršiai yra apdirbti, kad būtų sudarytos nuožulnos arba cilindrinės įdubos, pavyzdžiui, po įleista varžto ar kniedės galvute.
Gilinimas apdoroja skyles, gautas liejant, štampuojant arba gręžiant, kad suteiktų joms griežtą cilindro formą, pagerintų tikslumą ir paviršiaus kokybę.
grandymas
grandymas
Paviršių formų, dydžių ir santykinės padėties tikslumo, reikalingo darbo sąlygomis, gavimo procesas, siekiant užtikrinti jų sandarumą arba jungties sandarumą
Plakti
Ploniausių metalo sluoksnių pašalinimas smulkiagrūdžiais abrazyviniais milteliais tepimo terpėje arba deimantinėmis pastomis, užtepamomis ant įrankio paviršiaus, vadinamas.
Norint atlikti tikslius matavimus, naudojami suportai. Suporto įrankius sudaro suportas, apkabos matuoklis, suporto gylio matuoklis, suporto matuoklis.
Yra trijų tipų suportai: SC-I, SC-II, SC-III. Suporto slankiklio apačioje pažymėtos padalos vadinamos nonija.
Linijiniai matavimai
Mikrometrai
Mikrometras
Universalus įrankis (prietaisas), skirtas matuoti tiesinius matmenis absoliutaus arba santykinio kontakto metodu mažų dydžių srityje su maža paklaida (nuo 2 mikronų iki 50 mikronų, priklausomai nuo matavimo diapazonų ir tikslumo klasės), konvertuojant kurio mechanizmas yra varžtų-veržlių mikropora.
Mikrometro skalė
Mikrometriniai prietaisai leidžia atlikti matavimus su paklaida iki
0,01 mm (6,035)
Vamzdžių galų skersinis išplėtimas į išorę, siekiant gauti sandarų ir tvirtą vamzdžių galų su skylutėmis sujungimą.
Litavimas - nuolatinio metalų sujungimo procesas naudojant užpildo rišiklį
Skardavimas – metalo gaminių paviršiaus padengimas plonu skardos sluoksniu arba alavo pagrindo lydiniu
Sriegimas
Siūlų tipai
Metrinis sriegis - su žingsniu ir pagrindiniais sriegio parametrais milimetrais ir profilio kampu 60 ° viršuje.
Colinis sriegis – su pagrindiniais sriegio parametrais coliais, sriegių skaičiumi colyje ir profilio kampu 55° viršuje.
Vamzdžio sriegis - su pagrindiniais sriegio parametrais coliais, sriegių skaičiaus žingsniu colyje ir profilio kampu 55 ° viršuje, skirtas vamzdžiams, jungiamosioms detalėms ir konstrukciniams elementams sujungti su vamzdžių sriegiais.
Rinkimo indikatorius
multiurok.ru
Pagrindinės santechnikos operacijos.
Šaltkalvio profesija.
Šaltkalvystė paprastai suprantama kaip darbas, atliekamas rankiniais ir mechanizuotais įrankiais ir daugumos gaminių gamybos užbaigimas atliekant montavimo ir apdailos darbus, įvairių dalių sujungimas į surinkimo mazgus, komplektus ir kompleksus bei jų derinimas.
Montuotojai montuoja įvairias mašinas ir mechanizmus. Jų priežiūrą ir remontą eksploatacijos metu atlieka meistrai. Šaltkalviai – įrankių gamintojai aprūpina gamybą reikalingais įrankiais, palengvina ir tobulina apdirbimą. Įrenginiams, instrumentams, komunikacijoms įrengti šaltkalviai saugiai juos montuoja ir tinkamai sumontuoja, tiekia įvairias energijos rūšis bei gamybai reikalingas pagrindines ir pagalbines medžiagas. Visus šiuos darbuotojus vienija gebėjimas atlikti įvairius santechnikos darbus. To jie mokosi bendruosiuose šaltkalvių kursuose.
Profesinio pasirengimo laipsnis ir tipas, žinių, įgūdžių ir gebėjimų prieinamumas bei tinkamumas atlikti tam tikro turinio ir sudėtingumo darbus lemia darbuotojo kvalifikaciją. Jis apskaičiuojamas pagal tarifo kategoriją, kurią darbuotojui priskiria kvalifikacijos komisija. To pagrindas yra kvalifikacinė charakteristika, pateikta specialiuose tarifinės kvalifikacijos žinynuose. Jame nurodyta, kad darbuotojas ʼʼturėtų mokėtiʼʼ ir ką ʼʼturėtų žinotiʼʼ, kad gautų atitinkamą darbo užmokesčio kategoriją pagal savo specialybę.
Pagrindinės santechnikos operacijos.
Apsvarstykite pagrindines santechnikos operacijas naudodami paprastų dalių apdorojimo pavyzdį - kreipiamąjį raktą (1 pav.). Kaip ir vynas iš piešinio, apdirbtas visas rakto paviršius, jame yra trys skylės: du pakopiniai tvirtinimo varžtai ir viena su sriegiu.
Raktas pagamintas iš surakinto plieno – stačiakampio profilio strypas. Norint gauti norimo ilgio ruošinį, atliekamas žymėjimas - ant apskritimo paviršiaus brėžtuvu užtepamos linijos, kurios nustato detalės formą ir matmenis. Tada kaltas (operacija paprastai vadinama pjovimu) arba metalinis pjūklas (pjovimas) atskiria ruošinį. Pjovimo metu ruošinys turi būti sulenktas. Ją reikia pataisyti. Dažnai reikia atlikti priešingą darbą: sulenkti sudėtingos formos ruošinį. Tada atlikite lenkimą.
Išvardintomis operacijomis neįmanoma gauti teisingos detalės paviršių formos ir nurodytų matmenų. Οʜᴎ yra preliminarus, pirkimas. Jų tikslas – paruošti ruošinį tolimesniam apdirbimui, jį užtikrinti ir pagreitinti pašalinant didelius metalo sluoksnius. Norint suteikti raktui norimą formą ir dydį, ruošinys yra išlietas. Kiaurymė ø 11 mm ir M10 sriegiui gaunama gręžiant ir išgręžiama vietinė skylės dydžio išplėtimas iki ø 17 mm. Išgręžtoje skylėje esantis sriegis nupjaunamas čiaupu. Kai skylė turi būti tikslių matmenų, ji įrengiama. Be to
manoma, kad yra ir kitų operacijų: pjovimas ir montavimas - sudėtingos formos skylių gavimas ir labai tikslus dviejų jungiamų dalių apdorojimas; grandymas ir glaistymas – tikslios baigiamosios operacijos, užtikrinančios didelį tikslumą, jungčių sandarumą; kniedijimas, litavimas ir klijavimas yra operacijos, kurios leidžia sujungti dalis, kad susidarytų nuolatinės jungtys.
Kaip matyti iš to, kas išdėstyta pirmiau, visos bet kokio produkto gamybos operacijos turi būti atliekamos tam tikra tvarka
sekos. Kartu jie sudaro technologinį detalės apdorojimo procesą.
referatwork.ru
Pagrindinės santechnikos operacijos.
Šaltkalvių skyrius.
| data | laikrodis | Užsiėmimų turinys. | Medžiaga parama. |
| Teorinė dalis: Bendra informacija: metalo apdirbimo ir metalo apdirbimo bei surinkimo darbų svarba šalies ūkyje. Paviršiaus šiurkštumo ir paviršiaus apdorojimo samprata. Gaminių ir ruošinių eskizai. Šaltkalvio darbo vietos organizavimas – tipinė įranga, darbo ir matavimo įrankiai. Šaltkalvio darbai: žymėjimas, lenkimas, pjovimas, medžiagos pjovimas. Praktinė dalis: Saugos instruktažas. Šaltkalvio darbo vietos paruošimas ir įrengimas šiam darbų ciklui. Reikalavimai darbo įrankiui. Gaminių ir ruošinių darbo brėžinių elementų tyrimas. Ruošinių ruošimas ženklinimui, tiesinimas, tiesinimas, lenkimas, pjovimas, ruošinių pjaustymas. Kabliukų gamyba pakaboms. | Šaltkalvio darbo vieta. Saugos instruktažų žurnalas. Dildės, suportai. | ||
| Kalto gamyba. | Dildės, suportai. |
Ataskaita praktikoje.
Šaltkalvio darbo vietos įranga.
Metalo dirbtuvėse ir aikštelėse yra individualaus ir bendro naudojimo įranga. Individualaus naudojimo įranga yra darbo stalai su spaustukais. Bendrojo naudojimo įrangą sudaro: gręžimo ir šlifavimo staklės, ženklinimo ir tikrinimo plokštės, apdirbimo plokštė, sraigtinis presas, svirtinės žirklės.
Spuogas naudojamas ruošiniams sumontuoti ir pritvirtinti patogioje apdirbimui padėtyje.
Šaltkalvio darbo įrankis skirstomas į:
· Rankinis.
· Mechanizuotas.
Įprastas metalo apdirbimo rankinių įrankių rinkinys skirstomas į keturias grupes:
1) pjovimo įrankis - dildės, metaliniai pjūklai, kaltai, grąžtai, sriegiai, štampai, grandikliai, sriegtuvai, abrazyviniai įrankiai;
2) pagalbiniai įrankiai - plaktukai, šerdys, spygliai, raišteliai, kompasai, rankenėlės, štampų laikikliai;
3) montavimo ir surinkimo įrankiai - veržliarakčiai, atsuktuvai, replės, rankiniai spaustukai, spaustukai, traukikliai;
4) matavimo ir valdymo įrankiai - liniuotės, suportai, suportai, suportai, mikrometrai, kvadratai, goniometrai.
Pagrindinės santechnikos operacijos.
Yra šios pagrindinės santechnikos operacijos:
Žymėjimas – piešimas ant apdirbamo ruošinio arba medžiagos paviršiaus, skirtas ruošinio gavimo dienai, žymėjimo linijos.
Redagavimas - šalinami nelygumai, kreivumas, išlinkimas, ruošinių formos defektai.
Tiesinimas - lakšto nelygumų arba sukietėjusio ruošinio deformacijų pašalinimas.
Lenkimas – ruošiniui ar jo daliai suteikiama lenkta forma.
Pjovimas - perteklinio metalo sluoksnio pašalinimas arba ruošinio supjaustymas į gabalus naudojant pjovimo įrankį.
Pjaustymas.
Pjovimas - skylių, griovelių ir griovelių apdirbimas.
Montavimas – tai vienos dalies apdirbimas pagal esamą, siekiant jas sujungti.
Montavimas – tikslus abipusis dalių sutapimas.
Perdengimas – poromis dirbančių dalių apdaila, siekiant užtikrinti geriausią kontaktą su darbiniais paviršiais,
Kniedijimas - surinkimo tipas, skirtas dviejų ar daugiau dalių vientisam sujungimui, naudojant kniedes.
Litavimas – metalo dirbinių rūšis, skirta nuolatiniam ryšiui suformuoti naudojant išlydytą tarpinę medžiagą arba lydinį, vadinamą lydmetaliu.
Skardavimas – metalinių detalių paviršiaus padengimas plonu išlydytos skardos sluoksniu.
Siūlų pjovimas.
mybiblioteka.su - 2015-2018 m. (0,005 sek.)
mybiblioteka.su
1.1 tema. Pagrindinės šaltkalvio apdirbimo operacijos ir jų charakteristikos.
⇐ AnkstesnisPuslapis 3 iš 6Kitas ⇒Susiekite vaizdą su apdorojimo tipu ir įrankiu
Atsakymą parašykite tokia forma: 1-3-5
1.5 tema. Leidžiamosios nuokrypos ir tvirtinimai bei techniniai išmatavimai
1 užduotis Pavadinkite pagrindines apkabos dalis

Užpildykite lentelę
2 užduotis Pavadinkite pagrindines mikrometro dalis

Užpildykite lentelę
3 užduotis Perskaitykite mikrometro rodmenis.
4 užduotis Apsvarstykite tolerancijos laukų schemas. Nustatykite veleno toleranciją, skyles, tvirtinimo tipą.
| Tolerancijos lauko schema | Skylės tolerancija | Veleno tolerancija | tinkamas tipas | ||||
| 1 |  | 1 | 0,052 | 1 | 0,040 | 1 | su tarpeliu |
| 2 |
 | 2 | 0,046 | 2 | 0,019 | 2 | |
| 3 |  | 3 | 0,030 | 3 | 0,032 | 3 | Pereinamasis |
| 4 |
| 4 | 0,040 | 4 | 0,025 | 4 | su trukdžiais |
1.2 tema. Pagrindinės šaltkalvio apdirbimo operacijos ir jų charakteristikos.
Santechnikos testas
Pasirinkite teisingą atsakymą
Kas yra žymėjimas:
1. Linijų ir taškų piešimas ant ruošinio, skirto apdoroti
2. Metalo sluoksnio pašalinimo iš ruošinio operacija
3. Apsauginio sluoksnio uždėjimo ant detalės operacija.. Detalės atplaišų pašalinimo operacija.
Pasirinkite teisingą atsakymą
Pavadinkite žymėjimo tipus:
1. Yra dviejų tipų: tiesūs ir kampuoti
2. Yra du tipai: plokštuminis ir erdvinis
3. Yra vienas tipas: pagrindinis
4. Yra trys tipai: apskritas, kvadratinis ir lygiagretus
Pasirinkite teisingą atsakymą
Pavadinkite žymėjimui naudojamą įrankį:
1.Dildė, adatinė dildė, raspa
2. Gręžtuvas, įsmaugimas, įsmaugimas, įgrimztas
3.Vamzdžių pjaustytuvas, metalo pjūklas, žirklės
4. Rašiklis, plaktukas, stačiakampis, centrinis perforatorius, žymėjimo kompasai
Pasirinkite teisingą atsakymą
Pavadinkite ženklinimui naudojamas matavimo priemones:
1.Masto liniuotė, apkaba, kvadratas, aukščio matuoklis
2. Mikrometras, indikatorius, sriegio šablonas, zondas
3. Rašiklis, plaktukas, stačiakampis, centrinis perforatorius, žymėjimo kompasai
4. Plaktukas, mentele, plaktukas, plaktukas apvalia galvute
Pasirinkite teisingą atsakymą
Tuo pagrindu daromas dalies žymėjimas:
1. Pagaminta remiantis asmenine patirtimi
2. Gaminti pagal piešinį
3. Pagaminta pagal kolegos patarimą
4. Pagaminta sugedusios detalės pagrindu
Pasirinkite teisingą atsakymą
Kas yra suspaudimas:
1. Tai taškų-įdubų taikymo detalės paviršiuje operacija
2. Tai operacija, skirta pašalinti įbrėžimus nuo detalės paviršiaus
3. Tai kvadratinės skylės pjovimo operacija
4. Tai sukrypusio metalo ištiesinimo operacija
Pasirinkite teisingą atsakymą
Metalo pjovimo įrankis:
1.Taikoma: bakstelėkite, štampuokite, klump
2. Taikoma: centrinis perforatorius, grandiklis, įdubimas, plaktukas, mentele
3.Taikoma: metalo pjūklas, vamzdžių pjaustytuvas, metalinės žirklės
4.Taikoma: metalo apdirbimo kaltas, kaltas, griovelis, plaktukas
Pasirinkite teisingą atsakymą
Kas yra metalo tiesinimas:
1. Sulenkto ar deformuoto metalo tiesinimas, atidengiamos tik kaliosios medžiagos
2. Cilindrinės skylės formavimo operacija kietoje medžiagoje
3. Srieginio paviršiaus formavimo ant strypo operacija
4. Metalo sluoksnio pašalinimas iš ruošinio, norint gauti norimą formą ir dydį
Pasirinkite teisingą atsakymą
Įvardykite metalo tiesinimo būdus:
1. Redagavimas sukant, laužant ir išspaudžiant
2. Tiesinimas spaudžiant, lenkiant ir užspaudžiant
3. Tiesinimas suveržiant, sukant ir platinant
4.Redagavimas lenkiant, traukiant ir lyginant
Pasirinkite teisingą atsakymą
Pavadinkite redaguojant naudojamus įrankius ir tvirtinimo detales:
1. Taikoma: lygiagretusis antgalis, kėdės antgalis, spaustukai
2.Taikoma: tempimas, užspaudimas, atrama, persekiojimas
3.Taikoma: tiesinimo plokštė, galvutė, plaktukas, plaktukas, mentele.
4. Taikoma: centrinis perforatorius, grandiklis, įdubimas, plaktukas, mentele
Pasirinkite teisingą atsakymą
Kas yra metalo pjovimas:
1. Tai operacija, susijusi su medžiagų atskyrimu į dalis naudojant pjovimo įrankį
2. Tai operacija, brėžiant žymėjimo linijas ruošinio paviršiuje
3. Tai operacija, skirta suformuoti srieginį paviršių skylės viduje
4. Tai operacija, kuria siekiama suformuoti siūlą ant metalinio strypo paviršiaus
Pasirinkite teisingą atsakymą
Pavadinkite rankinį metalo pjovimo įrankį:
1. Kaltas, pjaustytuvas, griovelis
2.Pjūklas, rankinės žirklės, vamzdžių pjaustytuvas
3. Lygintuvas, plaktukas, plaktukas,
4. Gręžtuvas, grimzlė, gilinimas
Pasirinkite teisingą atsakymą
Kas yra padavimas:
1. Operacija, skirta nulūžusio pjūklo pašalinimui iš ruošinio paviršiaus pjūvio
2. Ruošinio ar detalės pjovimo į gabalus operacija
3. Metalo sluoksnio pašalinimo nuo ruošinio paviršiaus operacija pjovimo įrankiu – dilde
4. Metalinių drožlių pašalinimo nuo ruošinio ar detalės paviršiaus operacija
Pasirinkite teisingą atsakymą
Kokie įrankiai naudojami pjovimui?
1.Taikoma: replės, apvalios nosies replės, vielos pjaustytuvai
2.Taikoma: apvaliam plaktukui, kvadratiniam plaktukui
3.Taikoma: plokščias grandiklis, kaltas, plaktukas
4.Taikoma: dildės, adatinės dildės, raspos
Pasirinkite teisingą atsakymą
Kokie yra failų įpjovų tipai:
1. Trikampė, duobėta, kvadratinė, ovali
2.Tiesinis, lygiagretus, statmenas, kampinis
3. Išsiveržimas, šokas, obliuotas, atkaklus
4. Viengubas, dvigubas kryžius, lankas, raspas
Pasirinkite teisingą atsakymą
Į kiek klasių failai skirstomi pagal įpjovų skaičių 10 mm ilgio:
1. Padalinta į 7 klases
2. Padalinta į 6 klases
3. Padalinta į 5 klases
4. Padalinta į 8 klases
Pasirinkite teisingą atsakymą
Pavadinkite failo skerspjūvio formas:
1. Plokščias, kvadratinis, trikampis, apvalus, pusapvalis, rombinis, metalinis pjūklas
2. Ovalios, trikampės, kvadratinės, šakutės, tiesios, šešiakampės
3. Dvipusis, tripusis, universalus, specializuotas
4. Paprastas, profesionalus, pusiau profesionalus
Pasirinkite teisingą atsakymą
Kas yra gręžimas:
1. Tai operacija, skirta kietoje medžiagoje suformuoti kietas arba aklinas kvadratines skyles, naudojant pjovimo įrankį - grąžtą
2. Tai operacija, skirta kietoje medžiagoje suformuoti kietas arba aklinas ovalias skylutes, naudojant pjovimo įrankį – grąžtą.
3. Tai operacija, skirta kietoje medžiagoje suformuoti kietas arba aklinas trikampes skylutes, naudojant pjovimo įrankį – grąžtą.
4. Tai kietoje medžiagoje kiauryminių arba aklinų cilindrinių skylių formavimo operacija, naudojant pjovimo įrankį – grąžtą.
Pasirinkite teisingą atsakymą
Pavadinkite gręžtuvų tipus:
1. Trikampis, kvadratinis, tiesus, kampuotas
2. Pjūklas, rankinis, mašininis, mašininis-rankinis
3. Spiralė, plunksna, centravimas, žiedas, šautuvas
4. Savaime galandantis, pagrindinis, trapecinis, traukos
Pasirinkite teisingą atsakymą
Pavadinkite sukamojo grąžto kotų tipus:
1. Ovalios ir lygiagrečios
2. Cilindrinis ir kūginis
3. Pusapvalis ir išorinis
4. Ypatingas ir reguliarus
Pasirinkite teisingą atsakymą
Kas yra gręžtuvas:
1. Pjovimo įrankis, kuris supjausto ruošinį į gabalus
2. Pjovimo įrankis, formuojantis cilindrines skylutes
3. Litavimo metu naudojamas pjovimo įrankis
4. Pjovimo įrankis sriegimui
Pasirinkite teisingą atsakymą
Pavadinkite rankinį gręžimo įrankį:
1. Gręžtuvas, grąžtas, įsmaugimas, įdubimas
2. Suolinis grąžtas, vertikalus grąžtas, radialinis grąžtas
3. Rankinis grąžtas, įtvaras, reketas, elektriniai ir pneumatiniai grąžtai
4. Užrišimas, grandiklis, rėmas, laikiklis
Pasirinkite teisingą atsakymą
Tai, kas vadinama stacionaria gręžimo įranga:
1. Tokia įranga vadinama įranga, kuri perkeliama iš vieno ruošinio ar detalės į kitą.
2. Tokia įranga vadinama - elektros srove veikianti įranga
3. Tokia įranga vadinama - vienoje vietoje esanti įranga, kol į ją pristatomas apdirbamas ruošinys
4. Tokia įranga vadinama - įranga, veikianti suslėgtu oru
Pasirinkite teisingą atsakymą
Išvardykite gręžimo mašinų tipus:
1. Pakabinamas, grindinis ir įstrižai
2. Stalinis, vertikalus ir radialinis
3. Sraigtinis pjovimas, gręžimas ir įpjovimas
4. Rankinis, mašina ir mašina
Pasirinkite teisingą atsakymą
Kas yra gręžimas:
1. Tai operacija, susijusi su anksčiau išgręžtos, štampuotos, išlietos ir kitos skylės apdirbimu, siekiant suteikti jai taisyklingesnę kvadrato formą, didesnį tikslumą
2. Tai operacija, susijusi su anksčiau išgręžtos, štampuotos, išlietos ir kitos skylės apdirbimu, siekiant suteikti jai taisyklingesnę trikampio formą, didesnį tikslumą ir didesnį šiurkštumą.
3. Tai operacija, susijusi su anksčiau išgręžtos, štampuotos, išlietos ir kitos skylės apdirbimu, siekiant suteikti jai taisyklingesnę ovalo formą, mažesnį tikslumą ir mažesnį šiurkštumą
4. Tai operacija, susijusi su anksčiau išgręžtos, štampuotos, išlietos ir kitos skylės apdirbimu, siekiant suteikti jai taisyklingesnę geometrinę formą, didesnį tikslumą ir mažesnį šiurkštumą
Pasirinkite teisingą atsakymą
Įvardykite įdubų tipus:
1. Smailus ir bukas nosis
2. Mašina ir vadovas
3. Akmuo ir betonas
4. Tvirtas ir sumontuotas
Pasirinkite teisingą atsakymą
Kas yra dislokuota:
1. Tai srieginės skylės apdorojimo operacija
2. Tai anksti išgręžta skylių apdorojimo operacija su dideliu tikslumu.
3. Tai kvadratinių skylių apdirbimo operacija su dideliu tikslumu
4. Tai kūginės skylės apdirbimo operacija su dideliu tikslumu
Pasirinkite teisingą atsakymą
Įvardykite šlavimo tipus pagal naudojimo būdą:
1. Pagrindinis ir pagalbinis
2. Rankinis ir mašina
3. Mašina ir šaltkalvis
4. Tiesi ir smailėjanti
Pasirinkite teisingą atsakymą
Pavadinkite šlavimo tipus pagal darbinės dalies formą:
2. Rombinis ir pusapvalis
3. Tetraedras ir trikampis
4. Tiesi ir smailėjanti
Pasirinkite teisingą atsakymą
Pagal apdorojimo tikslumą įvardykite plunksnų tipus:
1. Cilindrinis ir kūginis
2. Grubus ir baigtas
3. Kokybiška ir nekokybiška
4. Rankinis ir mašina
Pasirinkite teisingą atsakymą
Pavadinkite siūlų profilius:
1. Trikampis, stačiakampis, trapecijos formos, traukos, apvalus
2. Ovali, parabolinė, trimatė, persidengianti, šukuota
3. Pusapvalis, įsmeigtas, didelio našumo, antifrikcinis
4. Modulinė, segmentinė, vamzdinė, įgilinta
Pasirinkite teisingą atsakymą
Pavadinkite siūlų sistemas:
1. Centimetras, pėda, baterija
2. Dujos, decimetras, kalibruotas
3. Metrinis, colis, vamzdis
4. Milimetras, vanduo, dujos
Pasirinkite teisingą atsakymą
Pavadinkite gijos elementus:
1. Danties profilis, išorinis kampas, vidurinis kampas, vidinis kampas
2. Profilio kampas, sriegio žingsnis, išorinis skersmuo, skersmuo, vidinis skersmuo
3. Dantis, modulis, išorinis spindulys, vidurinis spindulys, vidinis spindulys
4. Dantų žingsnis, modulio kampas, išorinis profilis, vidurinis profilis, vidinis profilis
Pasirinkite teisingą atsakymą
Pavadinkite vidinių sriegių pjovimo įrankį:
1. Kreuzmeyselis
Pasirinkite teisingą atsakymą
Pavadinkite išorinį sriegimo įrankį:
1. Smulkintuvas
2. Kontrasteris
Pasirinkite teisingą atsakymą
Nurodykite plokščių tipus:
1. Apvalus, kvadratinis (stumdomas), siūlų valcavimas
2. Šešiakampė, sferinė, veido
3. Atsparus, legiruotas, grūdintas
4. Modulinis segmentas, profilis
Pasirinkite teisingą atsakymą
Kas yra pjovimas:
1. Padavimo įvairovė
2. Lapingo įvairovė
3. Gramdymo įvairovė
4. Montavimo įvairovė
Pasirinkite teisingą atsakymą
Kas yra priedas:
1. Tai yra šaltkalvio operacija, skirta abipusiam dviejų sujungiamų dalių pjovimo būdų reguliavimui
2. Tai yra šaltkalvio operacija, skirta abipusiam reguliavimui, nugramdant dvi sujungiamas dalis
3. Tai yra šaltkalvio operacija, skirta abipusiam reguliavimui šlifuojant dvi sujungiamas dalis
4. Tai yra šaltkalvio operacija, skirta abipusiam derinimui, naudojant dvi sujungiamas dalis
Pasirinkite teisingą atsakymą
Kas yra grandymas:
1. Tai yra paskutinė šaltkalvio operacija, kurią sudaro labai plonų metalo sluoksnių grandymas nuo ruošinio paviršiaus naudojant pjovimo įrankį - juostą
2. Tai paskutinė šaltkalvio operacija, kurią sudaro labai plonų metalo sluoksnių grandymas nuo ruošinio paviršiaus naudojant pjovimo įrankį - grandiklį
3. Tai paskutinė šaltkalvio operacija, kurią sudaro labai plonų metalo sluoksnių grandymas nuo ruošinio paviršiaus naudojant pjovimo įrankį – adatinę dildę.
4. Tai yra paskutinė šaltkalvio operacija, kurią sudaro labai plonų metalo sluoksnių grandymas nuo ruošinio paviršiaus naudojant pjovimo įrankį - raspą.
Pasirinkite teisingą atsakymą
Pagal pjovimo briaunos formą nurodykite grandiklių tipus:
1. Vienpusis, dvipusis, tripusis
2. Plokščias, trikampis, formos
3. Modulinė, profilinė, segmentinė
4. Plienas, ketus, žalvaris
Pasirinkite tinkamą operatorių
Įvardykite grandiklių tipus pagal dizainą:
1. Kniedytas ir suvirintas
2. Smeigtukas ir pleištas
3. Visa ir sudėtinė
4. Raktas ir įtvaras
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 |
| 11 | 12 | 13 | 14 | 15 | 16 | 17 | 18 | 19 | 20 |
| 21 | 22 | 23 | 24 | 25 | 26 | 27 | 28 | 29 | 30 |
| 31 | 32 | 33 | 34 | 35 | 36 | 37 | 38 | 39 | 40 |
Praktinis darbas.
33 praktika
studopedia.net
Žymėjimas.
Šaltkalvio darbo vieta.
studlib.info
Pagrindinės santechnikos darbų rūšys
Žymėjimas.
Šaltkalvio darbo vieta.
Tema 25. Santechnikos pagrindai.
1. Šaltkalvio darbas – tai rankinis medžiagų, montavimo detalių apdirbimas, įvairių mechanizmų ir mašinų surinkimas ir remontas.
Darbo vieta – tai gamybinės zonos dalis su visa joje esančia įranga, įrankiais ir medžiagomis, kuriuos darbuotojas ar darbuotojų komanda naudoja gamybinei užduočiai atlikti.
Darbo vieta turi užimti plotą, reikalingą racionaliam įrangos išdėstymui ant jos ir laisvam šaltkalvio judėjimui darbo metu. Atstumas nuo darbastalio ir lentynų iki šaltkalvio turėtų būti toks, kad jis galėtų daugiausia judėti rankomis ir, jei įmanoma, nesisukti ir nelenkti kūno. Darbo vietoje turi būti geras individualus apšvietimas.
Šaltkalvio darbo stalas (36 pav.) - pagrindinė darbo vietos įranga. Tai stabilus metalinis arba medinis stalas, kurio dangtis (stalviršis) pagamintas iš 50 ... 60 mm storio kietmedžio lentų ir dengtas skarda. Vieni darbastaliai yra patogiausi ir dažniausiai naudojami, nes ant kelių vietų darbo stalų, vienu metu dirbant keliems žmonėms, sumažėja preciziško darbo kokybė.
Ryžiai. 36 Vieno šaltkalvio darbo stalas:
1 - rėmas; 2 - stalviršis; 3 - vice; 4 - apsauginis ekranas; 5 - planšetinis kompiuteris piešiniams; 6 - lempa; 7 - lentyna įrankiams; 8 - planšetė darbo įrankiui; 9 - dėžės; 10 - lentynos; 11 - sėdynė
Darbastalyje yra įrankiai, reikalingi užduočiai atlikti. Piešiniai dedami ant planšetės, o matavimo įrankiai – ant lentynų.
Po darbastalio stalviršiu yra stalčiai, suskirstyti į keletą langelių įrankiams ir dokumentacijai laikyti.
Norėdami pritvirtinti ruošinius, ant darbastalio sumontuotas spaustukas. Priklausomai nuo darbo pobūdžio, naudojamos lygiagrečios, kėdės ir rankų veržlės. Labiausiai paplitusios lygiagrečiai besisukančios ir nesisukančios veržlės, kuriose skyrybų metu žandikauliai lieka lygiagrečiai. Sukamoji spaustuko dalis prie pagrindo sujungiama centriniu varžtu, aplink kurį jį galima pasukti bet kokiu kampu ir rankenos pagalba užfiksuoti reikiamoje padėtyje. Siekiant padidinti spaustukų tarnavimo laiką, prie darbinių žandikaulių dalių pritvirtinamos plieninės viršutinės kempinės. Kėdės spaustukai naudojami retai, tik darbams, susijusiems su smūgine apkrova (pjaunant, kniedijant ir pan.). Apdorodami mažas dalis naudokite rankinius spaustukus.
Antgalio aukščio pasirinkimas pagal darbuotojo ūgį ir racionalus įrankio išdėstymas ant darbastalio prisideda prie geresnio įgūdžių formavimo, darbo našumo didinimo ir nuovargio mažinimo.
Renkantis spaustukų montavimo aukštį, kairė ranka, sulenkta per alkūnę, dedama ant spaustukų nasrų taip, kad ištiesintų rankos pirštų galai liestų smakrą. Įrankiai ir prietaisai išdėstyti taip, kad būtų patogu paimti atitinkama ranka: kas paimama dešine - laikykite dešine, kas paimama kaire - kaire.
Ant darbastalio sumontuotas apsauginis ekranas, pagamintas iš metalinio tinklelio arba patvaraus organinio stiklo, kad išlaikytų pjovimo metu nuskrendančius metalo gabalus.
Ruošiniai, baigtos detalės ir armatūra dedami ant stelažų, įrengtų jiems skirtoje vietoje.
2. Žymėjimas - ant ruošinio nubrėžimo linijų (pakilimų), kurios nustato (pagal brėžinį) detalės kontūrus ir apdirbamas vietas, veikimas. Ženklinimas naudojamas individualiai ir smulkiai gamybai.
Ženklinimas atliekamas ant ženklinimo plokščių, išlietų iš pilkojo ketaus, sendintų ir tiksliai apdirbtų.
Linijos (rizikos) su plokštuminiu žymėjimu užtepamos raišteliu, su erdviniu žymėjimu, storio matuoklio apykaklėje įtaisytu rašikliu. Scribers gaminami iš U10 ir U12 markių plieno, jų darbiniai galai grūdinti ir aštriai pagaląsti.
Centrinis perforatorius skirtas įbrėžimams (šerdims) nubrėžti ant iš anksto pažymėtų linijų. Jis pagamintas iš U7, U7A, U8 ir U8A klasės plieno.
Žymėjimo kompasas naudojamas nubrėžti apskritimus, padalinti kampus ir pritaikyti ruošinio linijinius matmenis.
3. Pagrindinės santechnikos darbų rūšys.
Pjovimas – tai šaltkalvio operacija, kurios metu pjovimo ir smūgiavimo įrankiu nuo ruošinio pašalinami pertekliniai metalo sluoksniai, išpjaunami grioveliai ir grioveliai arba ruošinys padalijamas į dalis. Pjovimo įrankis yra kaltas, skersinis pjovimo įrankis, o plaktukas yra smūginis įrankis.
Pjovimas – tai metalų ir kitų medžiagų atskyrimo į gabalus operacija. Priklausomai nuo ruošinių formos ir dydžio, pjovimas atliekamas rankiniu pjūklu, rankinėmis arba svertinėmis žirklėmis.
Rankinį pjūklą sudaro plieninis tvirtas arba stumdomas rėmas ir metalo pjūklo geležtė, kuri įkišama į galvučių angas ir tvirtinama kaiščiais. Ant fiksuotos galvutės koto pritvirtinama rankena. Pjūklo geležtei įtempti naudojama judama galvutė su varžtu ir sparnine veržle. Pjovimo dalis yra metalo pjūklo geležtė (siaura ir plona plokštelė su dantukais viename iš briaunų), pagaminta iš U10A, 9XC, P9, P18 klasės ir grūdinto plieno. Pjūklo geležtės naudojamos 250-300 mm ilgio (atstumas tarp skylių). Ašmenų dantys yra išsklaidyti (sulenkti) taip, kad pjūvio plotis būtų šiek tiek didesnis nei ašmenų storis.
Metalo apdirbimas – tai operacija, kurios metu pašalinami medžiagų, ruošinių ir dalių nelygumai, įlenkimai, išlinkimai, deformacijos, banguotumas ir kiti defektai. Redagavimas daugeliu atvejų yra parengiamoji operacija. Tiesinimo paskirtis yra tokia pati kaip ir tiesinimo, tačiau grūdintų dalių defektai ištaisomi.
Lankstymas plačiai naudojamas norint suteikti ruošiniams tam tikrą formą detalių gamyboje. Rankiniam tiesinimui ir lenkimui naudojamos tinkamos plokštės, tiesinimo galvutės, priekalai, veržlės, įtvarai, plaktukai, metaliniai ir mediniai plaktukai (platukais) ir specialūs įtaisai.
Kniedijimas yra metalo apdirbimo operacija, kai sujungiamos dvi ar daugiau dalių kniedėmis. Kniedžių jungtys yra vientisos ir naudojamos įvairių metalinių konstrukcijų gamyboje.
Kniediuojama šalta arba karšta (jei kniedės skersmuo didesnis nei 10 mm). Karšto kniedijimo privalumas yra tas, kad strypas geriau užpildo skyles jungiamose detalėse, o atvėsusi kniedė geriau jas sutraukia. Kniediuojant karštoje būsenoje, kniedės skersmuo turi būti 0,5 ... 1 mm mažesnis už skylę, o šaltoje - 0,1 mm.
Rankinis kniedijimas atliekamas plaktuku, jo masė parenkama priklausomai nuo kniedės skersmens, pavyzdžiui, kniedėms, kurių skersmuo 3 ... 3,5 mm, reikalingas plaktukas, sveriantis 200 g.
Pjovimas – tai šaltkalvio darbas, kurio metu dildėmis nuo detalės paviršiaus nupjaunamas metalo sluoksnis, kad išgautų reikiamą formą, dydį ir paviršiaus šiurkštumą, surinkimo metu sutalpintų detales ir paruoštų briaunas suvirinimui.
Dilelės – tai plieniniai (plieno markės U13, U13A; ShKh13 ir 13Kh) grūdinti įvairaus profilio strypai, kurių darbiniuose paviršiuose išpjauti dantukai. Dildės dantys, kurių skerspjūvis yra pagaląstas pleištas, nuo ruošinio nupjauna metalo sluoksnius drožlių (pjuvenų) pavidalu.
Grandymas – tai plonų metalo sluoksnių grandymas nuo detalės paviršiaus pjovimo įrankiu – grandikliu. Tai galutinis tikslių paviršių (staklių kreiptuvų, valdymo plokščių, slydimo guolių ir kt.) apdorojimas, siekiant užtikrinti sandarų sujungimą. Grandikliai pagaminti iš U10 ir U12A plienų, jų pjovimo galai grūdinti be grūdinimo iki HRC 64...66 kietumo.
Lakavimas ir apdaila – paviršiaus apdorojimo ypač smulkiagrūdėmis abrazyvinėmis medžiagomis operacijos naudojant klijavimą.
Šiomis operacijomis pasiekiama ne tik reikiama forma, bet ir didžiausias tikslumas (5 ... 6 kl.), taip pat mažiausias paviršiaus šiurkštumas (iki 0,05 mikronų).
Montavimo ir surinkimo darbai – tai montavimo ir išmontavimo darbai, atliekami surenkant ir remontuojant mašinas. Įvairūs dalių sujungimai, atliekami staklių surinkimo metu, skirstomi į du pagrindinius tipus: kilnojamuosius ir fiksuotus. Atliekant šaltkalvio ir surinkimo darbus naudojami įvairūs įrankiai ir prietaisai: veržliarakčiai (paprasti, lizdiniai, stumdomi ir kt.), atsuktuvai, perforatoriai, traukikliai, presavimo ir išspaudimo įrenginiai.
Įrankiai
Kaltas yra pagaminti iš įrankių anglies plieno U7A. Pjaunamoji kalto dalis yra pleišto formos (17 pav., c), kuri yra pagaląsta tam tikru kampu. Kaltuko galandimo (galandimo) kampas parenkamas priklausomai nuo apdirbamos medžiagos kietumo: kuo kietesnė medžiaga, tuo kampas didesnis.

17 pav
Kreutzmeisel(17 pav., b) skirtas siauriems grioveliams ir įpjovoms pjauti. Nuo kalto jis skiriasi siauresne pjovimo dalimi.
Plaktukai skirtas smūgiuoti atliekant daugumą santechnikos operacijų (pjovimas, kniedijimas, tiesinimas, lenkimas, persekiojimas, surinkimas ir kt.).
padavimas vadinama šaltkalvio operacija, kai naudojant dildę nuo ruošinio paviršiaus pašalinami medžiagos sluoksniai.
Detalizuodami jie detalėms suteikia reikiamą formą ir matmenis, surinkimo metu detales priderina viena prie kitos, atlieka kitus darbus. Dildžių pagalba apdirbamos plokštumos, lenkti paviršiai, grioveliai, grioveliai, įvairių formų skylės, skirtingais kampais išsidėstę paviršiai ir kt.
Pagrindinės santechnikos operacijos ir jų paskirtis
Šaltkalvio darbai yra susiję su šalto metalo pjovimo procesais. Jie atliekami tiek rankiniu būdu, tiek naudojant mechanizuotą įrankį. Šaltkalvio darbo tikslas – suteikti ruošiniui brėžinyje nurodytą formą, dydį ir paviršiaus apdailą. Atliekamų šaltkalvio darbų kokybė priklauso nuo šaltkalvio įgūdžių, naudojamo įrankio ir apdirbamos medžiagos.
Metalo apdirbimo technologija apima daugybę operacijų, kurios apima: metalų žymėjimą, pjovimą, tiesinimą ir lenkimą, metalo pjovimą metalo pjūklu ir žirklėmis, dildymą, gręžimą, įdubimą ir gręžimą, sriegimą, kniedijimą, gramdymą, klijavimą ir apdailą, litavimą ir skardinimas, guolių liejimas, klijavimas ir kt.
Gaminant (apdirbant) metalines detales šaltkalvio metodu, pagrindinės operacijos atliekamos tam tikra tvarka, kai viena operacija atliekama prieš kitą.
Pirmiausia atliekami šaltkalvio darbai ruošiniui pagaminti arba tvirtinti: pjovimas, tiesinimas, lenkimas, kuriuos galima pavadinti paruošiamaisiais. Toliau atliekamas pagrindinis ruošinio apdorojimas. Daugeliu atvejų tai yra pjovimo ir padavimo operacijos, kurių metu nuo ruošinio pašalinami pertekliniai metalo sluoksniai ir jis įgauna paviršių formą, matmenis ir būklę, kuri yra artima arba sutampa su nurodytais brėžinyje.
Taip pat yra tokių mašinų dalių, kurių apdirbimui reikalingos ir grandymo, šlifavimo, apdailos ir kt. operacijos, kuriose nuo pagamintos detalės pašalinami ploni metalo sluoksniai. Be to, gaminant dalį, prireikus ji gali būti prijungta prie kitos dalies, kartu su kuria ji toliau apdorojama. Tam gręžimas, gilinimas, sriegimas, kniedijimas, litavimas ir kt.
Failas Tai kelių ašmenų pjovimo įrankis, užtikrinantis gana didelį tikslumą ir nedidelį apdirbamo ruošinio (dalies) paviršiaus šiurkštumą. Pjovimo priedai paliekami nedideli - nuo 0,5 iki 0,025 mm. Apdorojimo klaida gali būti nuo 0,2 iki 0,05 mm, o kai kuriais atvejais iki 0,005 mm. Dildė – tai tam tikro profilio ir ilgio plieninis strypas, kurio paviršiuje yra įpjova (pjovimas) Iš įpjovos suformuojami maži ir aštriai pagaląsti dantys, skerspjūvyje turi pleišto formą.Dildėms su raižytu dantu galandimo kampas dažniausiai yra 70°, pasvirimo kampas ( y) - iki 16°, įpjovimo kampas (a) - nuo 32 iki 40° Vieno pjovimo dildės pašalina plačias drožles per visą pjūvio ilgį. Jie naudojami šlifuojant minkštus metalus Dvigubo pjovimo dildės naudojamos dildant plieną, ketų ir kitas kietas medžiagas, nes skersinis įpjova susmulkina drožles, o tai palengvina darbą.Dildės gaminamos iš plieno U13 arba U13A, taip pat iš chromo plieno ShKh15 ir 13X. Išpjovus dantis dildės termiškai apdorojamos.Dildžių rankenos dažniausiai gaminamos iš medžio (beržo, klevo, uosio ir kitų rūšių). failus. Bendriesiems santechnikos darbams naudojami bendrosios paskirties failai. Pagal įpjovų skaičių 1 cm ilgio failai skirstomi į 6 skaičius:
Įpjovos dildės Nr. 0 ir 1 (niekšas) turi didžiausius dantis ir yra naudojamos grubiai (šiurkščiai) dildymui su 0,5-0,2 mm paklaida.
Detalių smulkinimui su 0,15-0,02 mm paklaida naudojamos dantytos dildės Nr.2 ir 3 (asmeninės).
Galutinei smulkiai gaminių apdailai naudojamos dildės su įpjovomis Nr.4 ir 5 (aksomas). Apdorojimo klaida -- 0,01--0,005 mm.
Dildžių ilgis gali būti nuo 100 iki 400 mm. Pagal skerspjūvio formą jie skirstomi į plokščius, kvadratinius, trikampius, apvalius, pusapvalius, rombinius ir metalinius.
Mažoms dalims apdoroti naudojamos mažo dydžio dildės – adatinės dildės. Jie gaminami penkiais numeriais, kurių įpjovų skaičius 1 cm ilgio yra nuo 20 iki 112.
Grūdinto plieno ir kietųjų lydinių apdirbimas atliekamas specialiomis adatinėmis dildėmis, ant kurių plieninio strypo tvirtinami dirbtinio deimanto grūdeliai.
Sąlygų gerinimas ir darbo našumo didinimas apipjaustant metalą pasiekiamas naudojant mechanizuotas (elektrines ir pneumatines) dildes.
Kitas puslapis >>§ 21. Pagrindinė informacija apie šaltkalvio apdirbimą
Metalo apdirbimas rankiniu būdu paskambino metalo dirbiniai. Šaltkalvio darbai skirstomi į pagrindinis, surinkimas ir remontas. Pagrindiniai santechnikos darbai vadinami operacijomis, suteikiančiomis brėžinyje nurodytos formos, dydžio ir paviršiaus būklės detales. Surinkimo šaltkalvio darbai atliekami surenkant gaminių mazgus, surenkant mašinas ir įrenginius iš atskirų mazgų.
Atliekami remonto šaltkalvio darbai, siekiant palaikyti darbinę įrangą; jie susideda iš sugedusių dalių ir mašinų bei įrangos mazgų taisymo arba pakeitimo. Šaltkalvio darbai apima šias pagrindines operacijas: žymėjimą, pjovimą, tiesinimą, lenkimą, dildymą, grandymą, šlifavimą, gręžimą, sriegimą ir kt. Visiems šiems darbams atlikti yra specialūs įrankiai ir prietaisai.
žymėjimas naudojamas ant ruošinio (kalimo, liejimo ir kt.) žymėjimo (linijų), nurodančių vėlesnio apdirbimo ribas. Metalas ženklinimo plokštelėse žymimas įvairiais įrankiais: mastelio liniuotėmis, raižyklėmis, storio matuokliais, kvadratais, kompasais, centriniais štampais.
kirtimas metalas (lakštas, juostelė, viela ir kt.) gaminamas kaltais, skersai pjaunami naudojant plaktuką. Tokiu atveju ruošinys montuojamas ant plokštės arba tvirtinamas suoliuko spaustuvuose.
pjaustymas strypai, vamzdžiai, juostos metalas gaminami rankiniu būdu su metaliniais pjūklais. Didesni ruošiniai pjaustomi varomaisiais metaliniais pjūklais, pjovimo staklėmis, taip pat pjovimo dujomis arba elektros lanku. Iki 2 mm storio lakštinei medžiagai pjauti naudojamos rankinės ir kėdės žirklės, o storesnėms – svirtinės žirklės su mechanine pavara.
Redaguoti naudojamas ištaisyti nelygumus, deformaciją, lakštų ir strypų medžiagų pavadėlius. Ploni (iki 1 mm storio) skardos, aliuminio, raudono vario, žalvario ir kitų minkštų medžiagų lakštai ant krosnelės valdomi mediniu plaktuku, o storesni plieniniais plaktukais ant krosnelės ar priekalo. Išlenkti velenai ir kitos stambios dalys ištiesinamos ant presų.
lenkimas ploni metalo lakštai ir valcuoti strypai gaminami spaustuvėje vienodais medinio plaktuko smūgiais, o storesni - plieniniu plaktuku. Siekiant pagreitinti lenkimo procesą, naudojami specialūs įtaisai.
Dilinimas – tai ruošinio paviršių apdirbimas dilde, siekiant pašalinti ankstesnio apdorojimo nelygumus ir pasiekti reikiamą dydžio, formos ir paviršiaus šiurkštumo tikslumą.
Grandymas naudojamas norint pasiekti paviršiaus šiurkštumą, kurio reikalauja eksploatavimo sąlygos, arba tam, kad mašinos dalių sujungimo paviršiai būtų tvirtai prigludę. Grandymas yra paskutinė operacija (apdorojant guolių korpusų, mašinų ir mašinų rėmų kreipiamuosius paviršius) ir atliekama specialiu pjovimo įrankiu – grandikliu.
Plakti atliekami su kietais šlifavimo milteliais, kuriais tepami specialūs lankai, pagaminti iš švelnaus plieno, pilkojo ketaus, vario, kietmedžio ir kitų medžiagų. Juosmens forma turi atitikti apdorojamo paviršiaus formą. Perkeliant juostą su šlifavimo milteliais ant apdirbamo paviršiaus, nuo jo pašalinamas labai plonas (0,001-0,002 mm) nelygumų sluoksnis, dėl kurio pasiekiamas sandarus besijungiančių dalių kontaktas.
išgręžtas mažos ir negilios skylės išgręžtos rankiniais, elektriniais ir pneumatiniais grąžtais. Mašinose gręžiamos didelės ir gilios skylės.
Sriegimas atliekant santechnikos darbus su čiaupais ir štampais. Vidiniams sriegiams pjauti naudojami srieginiai srieginiai sriegiai, išoriniams sriegiams – štampai.
Montuojant mašinų dalis ir mazgus, naudojamos tos pačios šaltkalvio operacijos.
Kontroliniai klausimai
1. Išvardykite pagrindines metalų ir lydinių savybes.
2. Kas yra pilkasis ketus (sudėtis, savybės)?
3. Kas yra kaliojo ketaus (sudėtis, savybės)?
4. Kas yra plienas ir kokios jo savybės?
5. Nurodykite pagrindines terminio ir cheminio-terminio apdorojimo rūšis ir jų paskirtį.
6. Pateikite pagrindinę informaciją apie spalvotuosius metalus ir jų lydinius.
7. Kokios yra pagrindinės metalo apdirbimo rūšys ir jų charakteristikos?
8. Kokie suvirinimo būdai naudojami pramonėje?
9. Kokios pagrindinės operacijos naudojamos šaltkalvių apdirbime?