Шаг резьбы 1 2. Трубная резьба. Медные жилы, проводов и кабелей
Трубная цилиндрическая резьба применяется главным образом для соединений труб, арматуры трубопроводов и фитингов. Эта резьба охватывает диаметры от 1/16 до 6" при числе ниток на 1" от 28 до 11.
Номинальный диаметр трубной резьбы условно отнесён к внутреннему диаметру трубы. По соотношению шагов и диаметров трубная резьба представляет собой измельчённую дюймовую резьбу по ОСТ 1260. Поэтому трубная резьба в своё время, до стандартизации мелких метрических резьб, применялась не только для трубных соединений, но и для крепёжных деталей, когда появлялась надобность в выполнении резьбы со сравнительно мелким шагом, при больших диаметрах. Трубная резьба является общеевропейским стандартом для труб и трубных соединений.
РАЗМЕРЫ ТРУБНОЙ ЦИЛИНДРИЧЕСКОЙ РЕЗЬБЫ
(ГОСТ 6357-81)
Стандарт распространяется на трубную цилиндрическую резьбу, применяемую в цилиндрических резьбовых соединениях, а также в соединениях внутренней цилиндрической резьбы с наружной конической резьбой по ГОСТ 6211-81.
Допуски (по ГОСТ 6357-81) среднего диаметра резьбы устанавливают двух классов точности - А и В. Допуски среднего диаметра резьбы являются суммарными. Допуски диаметров d 1 и D не устанавливаются.
размеры, мм
| Обозначение резьбы | Число шагов z на длине 25,4 мм | Шаг P | Диаметр резьбы | Рабочая высота профиля H 1 | Радиус закругления R | H | H/6 | |||
| 1-й ряд | 2-й ряд | наружный d = D | средний d 2 = D 2 | внут-ренний d 1 = D 1 | ||||||
| 1/16" 1/8" | - | 28 | 0,907 | 7,723 | 7,142 | 6,561 | 0,580777 | 0,124557 | 0,871165 | 0,145194 |
| 9,728 | 9,147 | 8,566 | ||||||||
| 1/4" 3/8" | - | 19 | 1,337 | 13,157 | 12,301 | 11,445 | 0,856117 | 0,183603 | 1,284176 | 0,214029 |
| 16,662 | 15,806 | 14,950 | ||||||||
| 1/2" | 5/8" | 14 | 1,814 | 20,955 | 19,793 | 18,631 | 1,161553 | 0,249115 | 1,742331 | 0,290389 |
| 22,911 | 21,749 | 20,587 | ||||||||
| 26,441 | 25,279 | 24,117 | ||||||||
| 30,201 | 29,039 | 27,877 | ||||||||
| 1" | 1 1/8" 1 3/4" | 11 | 2,309 | 33,249 | 31,770 | 30,291 | 1,478515 | 0,317093 | 2,217774 | 0,369629 |
| 37,897 | 36,418 | 34,939 | ||||||||
| 41,910 | 40,431 | 38,952 | ||||||||
| 44,323 | 42,844 | 41,365 | ||||||||
| 47,803 | 46,324 | 44,845 | ||||||||
| 53,746 | 52,267 | 50,788 | ||||||||
| 59,614 | 58,135 | 56,656 | ||||||||
| 2 1/2" 3 1/2" | 2 1/4" 3 3/4" |
65,710 | 64,231 | 62,752 | ||||||
| 75,184 | 73,705 | 72,226 | ||||||||
| 81,534 | 80,055 | 78,576 | ||||||||
| 87,884 | 86,405 | 84,926 | ||||||||
| 93,980 | 92,501 | 91,022 | ||||||||
| 100,330 | 98,851 | 97.372 | ||||||||
| 106,680 | 105,201 | 103,722 | ||||||||
| 4" | 4 1/2" 5 1/2" |
113,030 | 111,551 | 110.072 | ||||||
| 125,730 | 124,251 | 122,772 | ||||||||
| 138,430 | 136,951 | 135,472 | ||||||||
| 151,130 | 149,651 | 148,172 | ||||||||
| 163,830 | 162,351 | 160,872 | ||||||||
| При выборе размеров резьб 1-й ряд следует предпочитать 2-му. | ||||||||||
ДЛИНЫ СВИНЧИВАНИЯ по ГОСТ 6357-81
Длины свинчивания подразделяют на две группы: нормальные N и длинные L.
размеры, мм
| Обозначение размера резьбы | Шаг P | Длина свинчивания | |
| N | L | ||
| 1/16", 1/8" | 0,907 | cв. 4 до 12 | cв. 12 |
| 1/4", 3/8" | 1,337 | cв. 5 до 16 | cв. 16 |
| 1/2", 5/8" | 1,814 | cв. 7 до 22 | cв. 22 |
| 1", 1 1/8", 1 1/4", 1 3/8" | 2,309 | cв. 10 до 30 | cв. 30 |
| 1 1/2", 1 3/4", 2", 2 1/4", 2 1/2", 2 3/4", 3" | cв. 12 до 36 | cв. 36 | |
| 3 1/4", 3 1/2", 3 3/4", 4", 4 1/2", 5", 5 1/2", 6" | cв. 13 до 40 | cв. 40 | |
| Числовые значения длин свинчивания установлены эмпирически. | |||
Условное обозначение для левой резьбы дополняется буквами LH.
Примеры условного обозначения резьбы класса точности A:
G 1 1/2-А
левой резьбы класса точности В:
G 1 1/2 LH-B
Длина свинчивания N в обозначении резьбы не указывается.
Длина свинчивания L указывается в миллиметрах.
G 1 1/2 LH-B-40
Посадка обозначается дробью: в числителе которой указывают обозначение класса точности внутренней резьбы, а в знаменателе - обозначение класса точности наружной резьбы.
G 1 1/2-A/A; G 1 1/2 LH-A/B
Соединение внутренней трубной цилиндрической резьбы класса точности А по настоящему стандарту с наружной трубной конической резьбой по ГОСТ 6211-81 обозначается следующим образом:
G/R 1 1/2 - А
P.S. В свое время профиль трубной цилиндрической резьбы (по ОСТ 266) распространялся на диаметры до 18" при числе ниток на 1" от 28 до 8.
Похожие документы:
- отверстия под нарезание резьбы
ГОСТ 3469-91 - Микроскопы. Резьба для объективов. Размеры
ГОСТ 4608-81 - Резьба метрическая. Посадки с натягом
ГОСТ 5359-77 - Резьба окулярная для оптических приборов. Профиль и размеры
ГОСТ 6042-83 - Резьба Эдисона круглая. Профили, размеры и предельные размеры
ГОСТ 6111-52 - Резьба коническая дюймовая с углом профиля 60 градусов
ГОСТ 6211-81 - Резьба трубная коническая
ГОСТ 6357-81 - Резьба трубная цилиндрическая
ГОСТ 8762-75 - Резьба круглая диаметром 40 мм для противогазов и калибры к ней. Основные размеры
ГОСТ 9000-81 - Резьба метрическая для диаметров менее 1 мм. Допуски
ГОСТ 9484-81 - Резьба трапецеидальная. Профили
ГОСТ 9562-81 - Резьба трапецеидальная однозаходная. Допуски
ГОСТ 9909-81 - Резьба коническая вентилей и баллонов для газов
ГОСТ 10177-82 - Резьба упорная. Профиль и основные размеры
ГОСТ 11708-82 - Резьба. Термины и определения
ГОСТ 11709-81 - Резьба метрическая для деталей из пластмасс
ГОСТ 13535-87 - Резьба упорная усиленная 45 градусов
ГОСТ 13536-68 - Резьба круглая для санитарно-технической арматуры. Профиль, основные размеры, допуски
ГОСТ 16093-2004 - Резьба метрическая. Допуски. Посадки с зазором
ГОСТ 16967-81 - Резьба метрическая для приборостроения. Диаметры и шаги
ГОСТ 24737-81 - Резьба трапецеидальная однозаходная. Основные размеры
ГОСТ 24739-81 - Резьба трапецеидальная многозаходная
ГОСТ 25096-82 - Резьба упорная. Допуски
ГОСТ 25229-82 - Резьба метрическая коническая
ГОСТ 28487-90 - Резьба коническая замковая для элементов бурильных колонн. Профиль. Размеры. Допуски
ОСНОВНЫЕ ПАРАМЕТРЫ ДЮЙМОВЫХ РЕЗЬБ
(стандарты BSW (Ww), BSF, UNC, UNF)
Вершины и впадины профиля дюймовой резьбы, аналогично метрической , плоско срезаны. Шаг дюймовой резьбы определяется числом ниток (витков) на один дюйм 1", но у нее угол при вершине равен 55° (резьба Витворта - британский стандарт BSW (Ww) и BSF), угол при вершине равен 60° (американский стандарт UNC и UNF).
Hаpужный диаметp pезьбы измеpяется в дюймах 1" = 25,4 мм
- штpих (") условное обозначение дюйма. Дюймовая резьба характерезуется числом ниток на один дюйм. По американским стандартам дюймовую резьбу выполняют с крупным (UNC) и мелким (UNF) шагом.
NPSM
- американский стандарт на резьбу дюймовую трубную цилиндрическую.
NPT
- американский стандарт на резьбу дюймовую коническую.
Стандарты:
ASME/ANSI B1.1
– 2003 Unified Inch Screw Threads, UN & UNR Thread Form
ASME/ANSI B1.10M
– 2004 Unified Miniature Screw Threads
ASME/ANSI B1.15
– 1995 Unified Inch Screw Threads, UNJ Thread Form
АМЕРИКАНСКАЯ ДЮЙМОВАЯ РЕЗЬБА
Основные параметры дюймовой резьбы:
d (D)
– наружный диаметр резьбы соответственно болта и гайки;
d p (D p)
– средний диаметр резьбы соответственно болта и гайки;
d i (D i)
– внутренний диаметр резьбы соответственно болта и гайки;
n
– число ниток на дюйм.
Американская резьба с крупным шагом – UNS
|
Размеры резьбы , дюймы (мм) |
D |
D p |
D i |
Размеры резьбы , дюймы (мм) |
D |
D p |
D i |
||
|
№1 (1,8542) | |||||||||
|
№2 (2,1844) |
1 (25,4) |
||||||||
|
№3 (2,5146) |
1 1/8 (28,58) |
||||||||
|
№4 (2,8448) |
1 1/4 (31,75) |
||||||||
|
№5 (3,1750) |
1 3/8 (34,925) |
||||||||
|
№6 (3,5052) |
1 1/2 (38,10) |
||||||||
|
№8 (4,1656) |
1 3/4 (44,45) |
||||||||
|
№10 (4,8260) |
|||||||||
|
№12 (5,4864) |
2 (50,8) |
||||||||
|
2 1/4 (57,15) |
|||||||||
|
1/4 (6,3500) |
2 1/2 (63,5) |
||||||||
|
5/16 (7,9375) |
2 3/4 (69,85) |
||||||||
|
3/8 (9,5250) |
|||||||||
|
7/16 (11,1125) |
3 (76,2) |
||||||||
|
1/2 (12,700) |
3 1/4 (82,55) |
||||||||
|
9/16 (14,2875) |
3 1/2 (88,9) |
||||||||
|
5/8 (15,8750) |
3 3/4 (95,25) |
||||||||
|
3/4 (19,0500) |
4 (101,6) |
||||||||
|
7/8 (22,2250) |
|||||||||
Американская резьба с мелким шагом – UNF
|
Размеры резьбы , дюймы (мм) |
D |
D p |
D i |
Размеры резьбы , дюймы (мм) |
D |
D p |
D i |
||
|
№0 (1,524) |
3/8 (9,525) |
||||||||
|
№1 (1,8542) |
7/16 (11,1125) |
||||||||
|
№2 (2,1844) |
1/2 (12,700) |
||||||||
|
№3 (2,5146) |
9/16 (14,2875) |
||||||||
|
№4 (2,8448) |
5/8 (15,875) |
||||||||
|
№5 (3,1750) |
3/4 (19,050) |
||||||||
|
№6 (3,5052) |
7/8 (22,225) |
||||||||
|
№8 (4,1656) |
|||||||||
|
№10 (4,8260) |
1 (25,4) |
||||||||
|
№12 (5,4864) |
1 1/8 (28,58) |
||||||||
|
1 1/4 (31,75) |
|||||||||
|
1/4 (6,350) |
1 3/8 (34,925) |
||||||||
|
5/16 (7,9375) |
1 1/2 (38,10) |
||||||||
Американская резьба с особо мелким шагом – UNEF
|
Размеры резьбы , дюймы (мм) |
D |
D p |
D i |
Размеры резьбы , дюймы (мм) |
D |
D p |
D i |
||
|
№12 (5,4864) |
|||||||||
|
1 (25,4) |
|||||||||
|
1/4 (6,350) |
1 1/16 (26,987) |
||||||||
|
5/16 (7,9375) |
1 1/8 (28,58) |
||||||||
|
3/8 (9,525) |
1 3/16 (30,162) |
||||||||
|
7/16 (11,1125) |
1 1/4 (31,75) |
||||||||
|
1/2 (12,700) |
1 5/16 (33,337) |
||||||||
|
9/16 (14,2875) |
1 3/8 (34,925) |
||||||||
|
5/8 (15,875) |
1 7/16 (36,512) |
||||||||
|
11/16 (17,462) |
1 1/2 (38,10) |
||||||||
|
3/4 (19,050) |
1 9/16 (39,687) |
||||||||
|
13/16 (20,637) |
1 5/8 (41,27) |
||||||||
|
7/8 (22,225) |
1 11/16 (42,86) |
||||||||
|
15/16 (23,812) |
|||||||||
Размеры резьб – это наружный диаметр резьбы, выраженный в дробных долях дюйма. Одной из основных характеристик дюймовой винтовой резьбы является количество витков на дюйм длины резьбы (n). Количество витков и шаг резьбы Р связаны соотношением:
Американские стандарты предусматривают две формы резьбы:
Резьба с плоской впадиной, которая обозначается буквами UN;
- резьба с радиусной впадиной, которая обозначается буквами UNR.
Стандартом определены три класса точности резьб. Эти классы обозначаются, как 1А, 2А, 3А, 1В, 2В, 3В. Классы точности 1А, 2А, 3А относятся к наружным резьбам; классы точности 1В, 2В, 3В относятся к внутренним резьбам. Класс точности 1А, 1В является самым грубым и применяется в случаях, когда требуется быстрая и легкая сборка, даже с частично загрязненной и помятой резьбой. Класс точности 2А, 2В является наиболее распространенными и применяется для резьб общего назначения. Класс точности 3А, 3В предъявляет наиболее жесткие требования к резьбам и применяется в случаях, когда требуется обеспечить минимальный зазор в резьбовом соединении.
Обозначение резьбы
. Сначала записывается номинальный размер, затем число витков на дюйм резьбы, символы группы резьбы и символ класса точности. Буквы LH в конце записи обозначают левую резьбу. Номинальный размер – это наружный диаметр, определяемый как дробный размер или номер резьбы, или их десятичный эквивалент.
Например: 1/4 – 20UNS – 2A
или 0,250 – 20UNC – 2A
БРИТАНСКИЙ СТАНДАРТ ДЮЙМОВЫХ РЕЗЬБ
(BSW (Ww) и BSF)
| Обозн. резьбы | BSP размер in |
шаг резьбы | наибольший диаметр | наименьший диаметр | A/F мм |
длина мм |
трубы | диаметр отверстия под резьбу (для сверла) мм |
||||||||
| in (TPI) |
мм | мм | in | мм | in | DN мм |
OD мм |
OD in |
толщина мм |
BSP.PL (Rp) |
BSP.F (G) |
|||||
| -1 | 1 / 16 | 28 | 0,907 | 7,723 | 0,304 | 6,561 | 0,2583 | 4±0,9 | 6,60 | 6,80 | ||||||
| -2 | 1 / 8 | 28 | 0,907 | 9,728 | 0,383 | 8,565 | 0,3372 | 15 | 4±0,9 | 6 | 10,2 | 0,40 | 2 | 8,60 | 8,80 | |
| -4 | 1 / 4 | 19 | 1,337 | 13,157 | 0,518 | 11,445 | 0,4506 | 19 | 6±1,3 | 8 | 13,5 | 0,53 | 2,3 | 11,50 | 11,80 | |
| -6 | 3 / 8 | 19 | 1,337 | 16,662 | 0,656 | 14,950 | 0,5886 | 22/23 | 6,4±1,3 | 10 | 17,2 | 0,68 | 2,3 | 15,00 | 15,25 | |
| -8 | 1 / 2 | 14 | 1,814 | 20,955 | 0,825 | 18,633 | 0,7336 | 27 | 8,2±1,8 | 15 | 21,3 | 0,84 | 2,6 | 18,75 | 19,00 | |
| -10 | 5 / 8 | 14 | 1,814 | 22,911 | 0,902 | 20,589 | 0,8106 | 16 | 2,6 | - | 21,00 | |||||
| -12 | 3 / 4 | 14 | 1,814 | 26,441 | 1,041 | 24,120 | 0,9496 | 32 | 9,5±1,8 | 20 | 26,9 | 1,06 | 2,6 | 24,25 | 24,50 | |
| -16 | 1 | 11 | 2,309 | 33,249 | 1,309 | 30,292 | 1,1926 | 43 | 10,4±2,3 | 25 | 33,7 | 1,33 | 3,2 | 30,40 | 30,75 | |
| -20 | 1 1 / 4 | 11 | 2,309 | 41,910 | 1,650 | 38,953 | 1,5336 | 53 | 12,7±2,3 | 32 | 42,4 | 1,67 | 3,2 | 39,00 | 39,50 | |
| -24 | 1 1 / 2 | 11 | 2,309 | 47,803 | 1,882 | 44,846 | 1,7656 | 57 | 12,7±2,3 | 40 | 48,3 | 1,90 | 3,2 | 45,00 | 45,00 | |
| -32 | 2 | 11 | 2,309 | 59,614 | 2,347 | 56,657 | 2,2306 | 70 | 15,9±2,3 | 50 | 60,3 | 2,37 | 3,6 | 56,75 | 57,00 | |
| -40 | 2 1 / 2 | 11 | 2,309 | 75,184 | 2,960 | 72,227 | 2,8436 | 17,5±3,5 | 65 | 76,1 | 3,00 | 3,6 | ||||
| -48 | 3 | 11 | 2,309 | 87,884 | 3,460 | 84,927 | 3,3436 | 20,6±3,5 | 80 | 88,9 | 3,50 | 4 | ||||
| -64 | 4 | 11 | 2,309 | 113,030 | 4,450 | 110,073 | 4,3336 | 25,5±3,5 | 100 | 114,3 | 4,50 | 4,5 | ||||
| -80 | 5 | 11 | 2,309 | 138,430 | 5,450 | 135,472 | 5,3335 | 28,6±3,5 | 125 | 139,7 | 5,50 | 5 | ||||
| -96 | 6 | 11 | 2,309 | 163,830 | 6,450 | 160,872 | 6,3335 | 28,6±3,5 | 150 | 165,1 | 6,50 | 5 | ||||
Похожие документы:
ГОСТ 3469-91 - Микроскопы. Резьба для объективов. Размеры
ГОСТ 4608-81 - Резьба метрическая. Посадки с натягом
ГОСТ 5359-77 - Резьба окулярная для оптических приборов. Профиль и размеры
ГОСТ 6042-83 - Резьба Эдисона круглая. Профили, размеры и предельные размеры
ГОСТ 6111-52 - Резьба коническая дюймовая с углом профиля 60 градусов
ГОСТ 6211-81 - Резьба трубная коническая
ГОСТ 6357-81 - Резьба трубная цилиндрическая
ГОСТ 8762-75 - Резьба круглая диаметром 40 мм для противогазов и калибры к ней. Основные размеры
ГОСТ 9000-81 - Резьба метрическая для диаметров менее 1 мм. Допуски
ГОСТ 9484-81 - Резьба трапецеидальная. Профили
ГОСТ 9562-81 - Резьба трапецеидальная однозаходная. Допуски
ГОСТ 9909-81 - Резьба коническая вентилей и баллонов для газов
ГОСТ 10177-82 - Резьба упорная. Профиль и основные размеры
ГОСТ 11708-82 - Резьба. Термины и определения
ГОСТ 11709-81 - Резьба метрическая для деталей из пластмасс
ГОСТ 13535-87 - Резьба упорная усиленная 45 градусов
ГОСТ 13536-68 - Резьба круглая для санитарно-технической арматуры. Профиль, основные размеры, допуски
ГОСТ 16093-2004 - Резьба метрическая. Допуски. Посадки с зазором
ГОСТ 16967-81 - Резьба метрическая для приборостроения. Диаметры и шаги
ГОСТ 24737-81 - Резьба трапецеидальная однозаходная. Основные размеры
ГОСТ 24739-81 - Резьба трапецеидальная многозаходная
ГОСТ 25096-82 - Резьба упорная. Допуски
ГОСТ 25229-82 - Резьба метрическая коническая
ГОСТ 28487-90 - Резьба коническая замковая для элементов бурильных колонн. Профиль. Размеры. Допуски
Крепеж с помощью резьбы известен еще со времен античности. Ученые до сих пор находят остатки деталей, внешне напоминающих современные винты и гайки. Но наибольшее распространение резьба получила во времена промышленной революции 18-го века. Первоначально распространению разъемного резьбового соединения мешало отсутствие стандартизации, что лишало возможности обеспечения взаимозаменяемости изделий. Решил данную проблему талантливый английский инженер Чарльз Витворт. Он разработал единую систему размеров и обозначения, использовав для этого английский дюйм. Так появилась на свет дюймовая резьба. А все размеры занесены в таблицу по ГОСТ.
Параметры
Дюймовая резьба представляет собой разъемное соединение треугольного профиля, угол вершин которых равен 55 градусам. Ее единица измерения - дюймы. Стоит отметить сразу, что в России использование дюймовой резьбы при проектировании новых изделий запрещено. Ее применение разрешается только в случае изготовления запасных частей оборудования, на которые уже ранее была изготовлена дюймовая резьба. Помимо этого, разрешается воспользоваться данной резьбой в качестве трубного соединения и при изготовлении уплотняющих гидравлических элементов.
Дюймовая, как и любая другая, характеризуется следующими основными параметрами:
- Наружный диаметр - расстояние между вершинами витков, расположенных на противоположных сторонах резьбы. Чем больше величина этого параметра, тем большую осевую нагрузку может выдержать резьба. Обратной стороной медали является ухудшение герметичности, связанное с накоплением погрешностей при нарезке резьбы.
- Номинальный (средний) диаметр - окружность, вписанная в профиль резьбы, диаметр которой зависит от шага, и занимает промежуточное положение между внутренним и наружным диаметром. Данный параметр в обычных условиях тяжело измерить, и для его определения существует справочная таблица по резьбам.
- Внутренний диаметр - диаметр окружности, вписанной по впадинам профиля резьбы.
- Шаг - расстояние между соседними гребешками резьбового соединения. Данный параметр измеряется в количестве витков на дюйм. Величина шага характеризует значение и распределение напряжения между витками дюймовых резьб. Конструкторы в своей практике увеличивают шаг при воздействии на резьбу больших механических нагрузок. Если же к резьбе предъявляются требования по сохранению герметичности, то шаг уменьшается.
- Угол подъема витков - угол между боковыми сторонами профиля витков. Первоначально его значение для всех видов дюймовых резьб составлял 55 градусов. Но сейчас все больше и больше встречаются дюймовые резьбы с углом профиля 60 градусов.
Разновидности дюймовых резьб
Существует множество видов резьбовых соединений, размерностью которых являются дюймы, но среди них в России выделяют следующие основные виды:
- Трубная цилиндрическая
- Трубная коническая
Каждая категории обладает своими особенностями. Цилиндрическая трубная резьба регулируется ГОСТом 6357-81. Размеры резьбы стандартизированы и занесены в специальную таблицу. Данные дюймовые резьбы, в первую очередь, отличаются более мелким шагом, что означает меньшее количество витков на один дюйм.
Таблица. Трубная цилиндрическая резьба. ГОСТ 6357-81.
| Обозначение резьбы | Число шагов z на длине 25,4 мм | Шаг P | Диаметр резьбы | Рабочая высота профиля H 1 | Радиус закругления R | H | H/6 | |||
| 1-й ряд | 2-й ряд | наружный d = D | средний d 2 = D 2 | внут-ренний d 1 = D 1 | ||||||
| 1/16" 1/8" |
- | 28 | 0,907 | 7,723 | 7,142 | 6,561 | 0,580777 | 0,124557 | 0,871165 | 0,145194 |
| 9,728 | 9,147 | 8,566 | ||||||||
| 1/4" 3/8" |
- | 19 | 1,337 | 13,157 | 12,301 | 11,445 | 0,856117 | 0,183603 | 1,284176 | 0,214029 |
| 16,662 | 15,806 | 14,950 | ||||||||
| 1/2" | 5/8" |
14 | 1,814 | 20,955 | 19,793 | 18,631 | 1,161553 | 0,249115 | 1,742331 | 0,290389 |
| 22,911 | 21,749 | 20,587 | ||||||||
| 26,441 | 25,279 | 24,117 | ||||||||
| 30,201 | 29,039 | 27,877 | ||||||||
| 1" | 1 1/8" 1 3/4" |
11 | 2,309 | 33,249 | 31,770 | 30,291 | 1,478515 | 0,317093 | 2,217774 | 0,369629 |
| 37,897 | 36,418 | 34,939 | ||||||||
| 41,910 | 40,431 | 38,952 | ||||||||
| 44,323 | 42,844 | 41,365 | ||||||||
| 47,803 | 46,324 | 44,845 | ||||||||
| 53,746 | 52,267 | 50,788 | ||||||||
| 59,614 | 58,135 | 56,656 | ||||||||
| 2 1/2" 3 1/2" |
2 1/4" 3 3/4" |
65,710 | 64,231 | 62,752 | ||||||
| 75,184 | 73,705 | 72,226 | ||||||||
| 81,534 | 80,055 | 78,576 | ||||||||
| 87,884 | 86,405 | 84,926 | ||||||||
| 93,980 | 92,501 | 91,022 | ||||||||
| 100,330 | 98,851 | 97.372 | ||||||||
| 106,680 | 105,201 | 103,722 | ||||||||
| 4" | 4 1/2" 5 1/2" |
113,030 | 111,551 | 110.072 | ||||||
| 125,730 | 124,251 | 122,772 | ||||||||
| 138,430 | 136,951 | 135,472 | ||||||||
| 151,130 | 149,651 | 148,172 | ||||||||
| 163,830 | 162,351 | 160,872 | ||||||||
| При выборе размеров резьб 1-й ряд следует предпочитать 2-му. | ||||||||||
Вторым ее отличием является более скругленный профиль. Он способствует более плотному контакту витков друг к другу, что уменьшает вероятность образования течи при транспортировке жидкости через данное резьбовое соединение.
Нарезку трубной цилиндрической резьбы производят на трубах, диаметр которых не превышает 6 единиц дюйма. При величине труб свыше данного размера требуется применение высокоточного оборудования, что повышает производственные издержки. В этом случае эффективнее как с технологической, так и с финансовой точки зрения произвести крепеж труб методом сварки.
Трубная коническая резьба представлена ГОСТом 6211-81. Таблица размеров, пределы отклонений и величина нагрузок описаны данным стандартом. По типу профиля витков коническая резьба схожа с дюймовой, но имеет 2 довольно важных отличия.
Трубная коническая резьба. ГОСТ 6211-81.
| Обозна-чение размера резьбы | Шаг P | Число шагов на длине 25,4 мм |
H | H 1 | C | R | Диаметры резьбы в основной плоскости | Длина резьбы | |||
| d = D | d 2 = D 2 | d 1 = D 1 | l 1 | l 2 | |||||||
| 1/16" | 0,907 | 28 | 0,870935 | 0,580777 | 0,145079 | 0,124511 | 7,723 | 7,142 | 6,561 | 6,5 | 4,0 |
| 1/8" | 9,728 | 9,147 | 8,566 | ||||||||
| 1/4" | 1,337 | 19 | 1,283837 | 0,856117 | 0,213860 | 0,183541 | 13,157 | 12,301 | 11,445 | 9,7 | 6,0 |
| 3/8" | 16,662 | 15,806 | 14,950 | 10,1 | 6,4 | ||||||
| 1/2" | 1,814 | 14 | 1,741870 | 1,161553 | 0,290158 | 0,249022 | 20,955 | 19,793 | 18,631 | 13,2 | 8,2 |
| 3/4" | 26,441 | 25,279 | 24,117 | 14,5 | 9,5 | ||||||
| 1" | 2,309 | 11 | 2,217187 | 1,478515 | 0,369336 | 0,316975 | 33,249 | 31,770 | 30,291 | 16,8 | 10,4 |
| 1 1/4" | 41,910 | 40,431 | 38,952 | 19,1 | 12,7 | ||||||
| 1 1/2" | 47,803 | 46,324 | 44,845 | ||||||||
| 2" | 59,614 | 58,135 | 56,656 | 23,4 | 15,9 | ||||||
| 2 1/2" | 75,184 | 73,705 | 72,226 | 26,7 | 17,5 | ||||||
| 3" | 87,884 | 86,405 | 84,926 | 29,8 | 20,6 | ||||||
| 3 1/2" | 100,330 | 98,851 | 97,372 | 31,4 | 22,2 | ||||||
| 4" | 113,030 | 111,551 | 110,072 | 35,8 | 25,4 | ||||||
| 5" | 138,430 | 136,951 | 135,472 | 40,1 | 28,6 | ||||||
| 6" | 163,830 | 162,351 | 160,872 | ||||||||
Прежде всего это то, что существует два типа углов профиля: 55 и 60 градусов. Второе различие - резьба нарезается по конусу, благодаря чему конические резьбы обладают таким качеством как самоуплотняемость (таблица со значениями конусности указана в справочной литературе). Поэтому крепежные соединения с помощью них не требуют использования дополнительных уплотняющих элементов: льняная нить, пряжа с суриком и прочее.
Маркировка и классы точности
Существует 3 класса точности резьбы: первая (самая грубая), вторая и третья (наиболее точная). Выбор того или иного класса зависит от 2-х факторов: размеры диаметра резьбы, взятого из таблицы, давления жидкости в трубопроводе. Чем выше класс резьбы, тем большее давление жидкости она сможет выдержать.
Размеры проверяют на соответствие определенному классу точности с помощью специальных калибров. Этот способ позволяет наиболее достоверно определить соответствие резьбой требуемых размеров, но он более трудоемкий. Такой метод эффективен в условиях многосерийного производства деталей, требующих наличие высокой точности. Когда серийность не столь велика и к точности не предъявляется повышенных требований, размеры резьб контролируются следующим образом:
- Размеры наружного диаметра измеряют с помощью штангенциркуля, микрометра и других механических измерительных приборов. Затем показания сверяют со справочной таблицей.
- Размеры шага определяют прикладыванием специальных гребенок, например дюймовый резьбомер. Затем полученное количество витков на дюйм соотносят со значением таблицы размеров дюймовой резьбы. Самый простой способ измерить шаг резьбы - взять линейку, отметить на ней 25,4 миллиметра и посчитать сколько витков входит в данный отрезок. Сразу отметим, что это способ наиболее грубый и не подходит для измерения резьбы с третьим и вторым классом точности.

Обозначение дюймовой резьбы в технической документации разберем на примере:
Буква «G» означает, что резьба трубная цилиндрическая. Коническая трубная согласно Российским стандартам обознается буквой «К».
Цифра «2» указывает на размер наружного диаметра. Единицей измерения являются дюймы. Размеры резьбы и их варианты полностью регламентированы ГОСТами и занесены в специальные таблицы.
Буквы «LH» показывают, что резьба имеет левое направление завинчивания. Отсутствие данного обозначения указывает на правое направление.
Цифра «2» характеризует класс точности. Таблица пределов отклонений указана в ГОСТе.Цифра «40» - это размер, характеризующий длину завинчивания.

Изготовление резьбы
Для получения дюймовой нарезки применяют 2 основных способа:
- Накатка;
- Нарезка.
Накатанные изготавливают с помощью специальных резьбонакатных роликов, профиль которых повторяет контур резьбы. Заготовку устанавливают между роликами, и витки резьбы накатываются в соответствии требуемым размерам.
Резьба, изготовленная данным способом, отличается более высокими механическими характеристиками по причине более плавного распределения волн напряжения между витками. Также накатка обладает высокой производительностью, что позволило ей найти обширное применение в массовом производстве.
Минусом метода накатывания является сложность изготовления роликов. Точность их должна быть на высоком уровне. В противном случае гарантировать требуемые размеры резьбы весьма затруднительно. Второй момент - материал роликов. Он должен обладать повышенными механическими свойствами. Обычно для этого применяют высоколегированные штампованные стали. Все это делает способ накатки весьма затратным с финансовой точки зрения.
Нарезанные резьбы более просты в изготовлении, но по механическим свойствам, особенно по пределу выносливости, заметно уступают накатанным. Связано это с наличием более острых кромок профиля и, соответственно, более высокого значения коэффициента напряжения.
Изделие нарезают двумя способами:
- Вручную.
- Используя токарный станок.
При ручной резке используют метчик (для внутренней р.) и плашку (для наружной). Трубу зажимают. На ее конец одевается и навинчивается один из указанных типов подручного инструмента в зависимости от типа резьбы. Осуществляют резку. Для повышения чистоты и точности данный процесс повторяют.
На токарном станке алгоритм действий достаточно схожий. Только трубы зажимают не в тиски, а в патроне станка. Далее подводится резец, включается резьбовая подача и станок начинает процесс изготовления. Данный способ более эффективный по сравнению с ручной резкой, но требует от токаря определенной квалификации.
Резьба трубная цилиндрическая, G (BSPP )
Трубная цилиндрическая резьба, применяемая в цилиндрических резьбовых соединениях, а также в соединениях внутренней цилиндрической резьбы с наружной конической резьбой по ГОСТ 6211-81 . Основана на резьбе BSW (англ. British Standard Whitworth , широко распространенные дюймовые трубные резьбы, также известные как резьбы Витворта) и совместима с резьбой BSP (англ. British standard pipe thread ) и обозначается BSPP .
- ГОСТ 6357-81. Основные нормы взаимозаменяемости. Резьба трубная цилиндрическая.
- ISO R228
- EN 10226
- DIN 259
- BS 2779
- JIS B 0202
Параметры резьбы
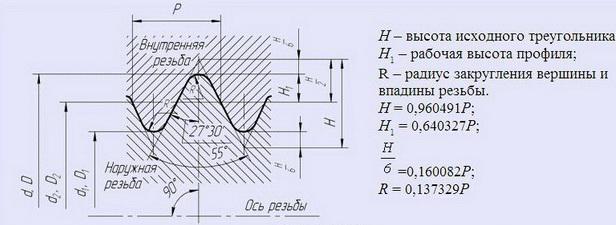
Дюймовая резьба с углом профиля при вершине 55°, теоретическая высота профиля Н=0,960491Р.
Нарезается на трубах до размера 6", трубы свыше 6" свариваются .
Условное обозначение согласно ГОСТ 6357-81: буква G , числовое значение условного прохода трубы в дюймах , класс точности среднего диаметра (А , В ), и буквы LH для левой резьбы. Например, резьба с номинальным диаметром 1 1/8, класс точности А - обозначается как: G 1 1/8-A .
По ГОСТ 6357-81 Резьба трубная цилиндрическая. Основные нормы взаимозаменяемости шаг резьбы трубной цилиндрической имеется четыре значения.
| Обозначение размера резьбы | Шаг Р | Диаметры резьбы | |||
|---|---|---|---|---|---|
| Ряд 1 | Ряд 2 | d=D | d 2 =D 2 | d 1 =D 1 | |
| 1/16" | 0,907 | 7,723 | 7,142 | 6,561 | |
| 1/8" | 9,728 | 9,147 | 8,566 | ||
| 1/4" | 1,337 | 13,157 | 12,301 | 11,445 | |
| 3/8" | 16,662 | 15,806 | 14,950 | ||
| 1/2" | 1,814 | 20,955 | 19,793 | 18,631 | |
| 5/8" | 22,911 | 21,749 | 20,587 | ||
| 3/4" | 26,441 | 25,279 | 24,117 | ||
| 7/8" | 30,201 | 29,0З9 | 27,877 | ||
| 1" | 2,309 | 33,249 | 31,770 | 30,291 | |
| 1⅛" | 37,897 | 36,418 | 34,939 | ||
| 1¼" | 41,910 | 40,431 | 38,952 | ||
| 1⅜" | 44,323 | 42,844 | 41,365 | ||
| 1½" | 47,803 | 46,324 | 44,845 | ||
| 1¾" | 53,746 | 52,267 | 50,788 | ||
| 2" | 59,614 | 58,135 | 56,656 | ||
| 2¼" | 65,710 | 64,231 | |||
| 2½" | 75,184 | 73,705 | 72,226 | ||
| 2¾" | 81,534 | 80,055 | 78,576 | ||
| 3" | 87,884 | 86,405 | 84,926 | ||
| 3¼" | 93,980 | 92,501 | 91,022 | ||
| 3½" | 100,330 | 98,851 | 97,372 | ||
| 3¾" | 106,680 | 105,201 | 103,722 | ||
| 4" | 113,030 | 111,551 | 110,072 | ||
| 4½" | 125,730 | 124,251 | 122,772 | ||
| 5" | 138,430 | 136,951 | 135,472 | ||
| 5½" | 151,130 | 148,651 | 148,172 | ||
| 6" | 163,830 | 162,351 | 160,872 | ||
| где d - наружный диаметр наружной резьбы (трубы); D - наружный диаметр внутренней резьбы (муфты); D 1 - внутренний диаметр внутренней резьбы; d 1 - внутренний диаметр наружной резьбы; D 2 - средний диаметр внутренней резьбы; d 2 - средний диаметр наружной резьбы. При выборе размера трубной резьбы первый ряд следует предпочитать второму . | |||||
Обозначение размера резьбы соответствует внутреннему диаметру трубы по одному из стандартов (en:Nominal Pipe Size).
Резьба трубная коническая, R (BSPT)
Трубная коническая резьба, применяемая в конических резьбовых соединениях, а также в соединениях наружной конической резьбой с внутренней цилиндрической резьбы по ГОСТ 6357-81 . Основана на резьбе BSW (англ. British Standard Whitworth ) и совместима с резьбой BSP (англ. British standard pipe tapered thread ), именуемая BSPT (уплотнение достигается за счет смятия резьбы в месте резьбового соединения при ввёртывании штуцера).
- ГОСТ 6211-81. Основные нормы взаимозаменяемости. Резьба трубная коническая.
- ISO R7
- DIN 2999
- BS 21
- JIS B 0203
Параметры резьбы
Дюймовая резьба с конусностью 1:16 (угол конуса φ=3°34’48"). Угол профиля при вершине 55°.
Условное обозначение: буква R для наружной резьбы и Rc для внутренней (ГОСТ 6211-81. Основные нормы взаимозаменяемости. Резьба трубная коническая.), числовое значение номинального диаметра резьбы в дюймах (inch), буквы LH для левой резьбы. Например, резьба с номинальным диаметром 1 1/4 - обозначается как R 1 1/4 .
| Обозначение размера резьбы |
Шаг P | Длина резьбы | ||||
|---|---|---|---|---|---|---|
| Рабочая | Наружный d=D |
Средний d 2 =D 2 |
Внутренний d 1 =D 1 |
|||
| 1/16" | 0,907 | 6,5 | 4,0 | 7,723 | 7,142 | 6,561 |
| 1/8" | 6,5 | 4,0 | 9,728 | 9,147 | 8,566 | |
| 1/4" | 1,337 | 9,7 | 6,0 | 13,157 | 12,301 | 11,445 |
| 3/8" | 10,1 | 6,4 | 16,662 | 15,806 | 14,950 | |
| 1/2" | 1,814 | 13,2 | 8,2 | 20,955 | 19,793 | 18,631 |
| 3/4" | 14,5 | 9,5 | 26,441 | 25,279 | 24,117 | |
| 1" | 2,309 | 16,8 | 10,4 | 33,249 | 31,770 | 30,291 |
| 1¼" | 19,1 | 12,7 | 41,910 | 40,431 | 38,952 | |
| 1½" | 19,1 | 12,7 | 47,803 | 46,324 | 44,845 | |
| 2" | 23,4 | 15,9 | 59,614 | 58,135 | 56,565 | |
| 2½" | 26,7 | 17,5 | 75,184 | 73,705 | 72,226 | |
| 3" | 29,8 | 20,6 | 87,884 | 86,405 | 84,926 | |
| 3½" | 31,4 | 22,2 | 100,330 | 98,851 | 97,372 | |
| 4" | 35,8 | 25,4 | 113,030 | 111,551 | 110,072 | |
| 5" | 40,1 | 28,6 | 138,430 | 136,951 | 135,472 | |
| 6" | 40,1 | 28,6 | 163,830 | 162,351 | 160,872 | |
Круглая резьба для санитарно-технической арматуры, Кр
Резьба круглая для санитарно-технической арматуры. Резьба применяется для шпинделей, вентилей, смесителей, туалетных и водопроводных кранов.
Резьба NPSM (National pipe thread)
Резьба дюймовая трубная цилиндрическая (англ. NPSM ) - американский стандарт резьбы по ANSI /ASME B1.20.1 . Стандарт предусматривает размеры резьбы от 1/16" до 24" для труб по стандартам ANSI/ASME B36.10M , BS 1600 , BS EN 10255 и ISO 65 .
| Обозначение размера резьбы |
Число ниток на дюйм | Длина резьбы | Диаметр резьбы в основной плоскости | |||
|---|---|---|---|---|---|---|
| Рабочая | От торца трубы до основной плоскости | Наружный d=D |
Средний d 2 =D 2 |
Внутренний d 1 =D 1 |
||
| 1/16" | 27 | 6,5 | 4,064 | 7,895 | 7,142 | 6,389 |
| 1/8" | 7,0 | 4,572 | 10,272 | 9,519 | 8,766 | |
| 1/4" | 18 | 9,5 | 5,080 | 13,572 | 12,443 | 11,314 |
| 3/8" | 10,5 | 6,096 | 17,055 | 15,926 | 14,797 | |
| 1/2" | 14 | 13,5 | 8,128 | 21,223 | 19,772 | 18,321 |
| 3/4" | 14,0 | 8,611 | 26,568 | 25,117 | 23,666 | |
| 1" | 11½ | 17,5 | 10,160 | 33,228 | 31,461 | 29,694 |
| 1¼" | 18,0 | 10,668 | 41,985 | 40,218 | 38,451 | |
| 1½" | 18,5 | 10,668 | 48,054 | 46,287 | 44,520 | |
| 2" | 19,0 | 11,074 | 60,092 | 58,325 | 56,558 | |
| 2½" | 8 | 72,699 | ||||
| 3" | 88,608 | |||||
| 3½" | 101,316 | |||||
| 4" | 113,973 | |||||
| 5" | 141,300 | |||||
| 6" | 168,275 | |||||
| 8" | 219,075 | |||||
| 10" | 273,050 | |||||
| 12" | 323,850 | |||||
Резьба NPT (National pipe thread)
Резьба дюймовая трубная конусная (англ. NPT ) - американский стандарт на резьбу с конусностью 1:16 (угол конуса φ=3°34’48") или цилиндрическую (англ. NPS ) резьбу по ANSI /ASME B1.20.1 . Резьба NPT соответствует ГОСТ 6111-52. Резьба коническая дюймовая с углом профиля 60 градусов. Также существует резьба NPTF - уплотнение происходит за счёт смятия резьб. Стандарт предусматривает размеры резьбы от 1/16" до 24" для труб по стандартам ANSI/ASME B36.10M , BS 1600 , BS EN 10255 и ISO 65 .
Угол профиля при вершине 60°, теоретическая высота профиля Н=0,866025Р.
| Обозначение размера резьбы |
Число ниток на дюйм | Длина резьбы | Диаметр резьбы в основной плоскости | |||
|---|---|---|---|---|---|---|
| Рабочая | От торца трубы до основной плоскости | Наружный d=D |
Средний d 2 =D 2 |
Внутренний d 1 =D 1 |
||
| 1/16" | 27 | 6,5 | 4,064 | 7,895 | 7,142 | 6,389 |
| 1/8" | 7,0 | 4,572 | 10,272 | 9,519 | 8,766 | |
| 1/4" | 18 | 9,5 | 5,080 | 13,572 | 12,443 | 11,314 |
| 3/8" | 10,5 | 6,096 | 17,055 | 15,926 | 14,797 | |
| 1/2" | 14 | 13,5 | 8,128 | 21,223 | 19,772 | 18,321 |
| 3/4" | 14,0 | 8,611 | 26,568 | 25,117 | 23,666 | |
| 1" | 11½ | 17,5 | 10,160 | 33,228 | 31,461 | 29,694 |
| 1¼" | 18,0 | 10,668 | 41,985 | 40,218 | 38,451 | |
| 1½" | 18,5 | 10,668 | 48,054 | 46,287 | 44,520 | |
| 2" | 19,0 | 11,074 | 60,092 | 58,325 | 56,558 | |
| 2½" | 8 | 72,699 | ||||
| 3" | 88,608 | |||||
| 3½" | 101,316 | |||||
| 4" | 113,973 | |||||
| 5" | 141,300 | |||||
| 6" | 168,275 | |||||
| 8" | 219,075 | |||||
| 10" | 273,050 | |||||
| 12" | 323,850 | |||||
Примечания
См. также
| Стандарты ISO | |
|---|---|
| Перечни:
Перечень стандартов ИСО Перечень романизаций ISO Перечень стандартов IEC Категории: Категория:Стандарты ISO Категория:Протоколы OSI |
|
| 1 по 9999 |
1 2 4 7 16 (-0, -1, -2, -3, -4, -5, -6, -7, -8, -9, -10, -11, -12, -13) 128 226 228 259 269 296 302 306 428 ( , , , -5, -6) 690 732 764 843 898 1000 1007 1073-1 1413 1538 1745 2014 2015 2022 2145 2146 2281 2709 2711 2788 3029 ( , , ) 3307 3602 3864 3977 4031 4157 5776 5964 6166 6344 6346 6425 6429 6438 6523 6709 7001 7002 7388 7736 7810 7811 7812 7813 7816 8000 8217 8571 8652 8691 8807 8820-5 ( , , , , , , , , , -10 , -11 , -12, -13 , -14 , -15 , -16) 9126 9407 9506 9529 9564 9897 9984 9985 9995 |
| 10000 по 19999 |
10006 10118-3 10160 10161 10165 10206 10303 10303-11 10303-21 10303-22 10303-238 10303-28 10383 10585 10589 10664 10746 10861 10957 10962 10967 11073 11170 11179 11404 11544 11783 11784 11785 11801 11898 |
Дюймовая резьба используется преимущественно для создания соединений труб: ее наносят как на сами трубы, так и на металлические и пластиковые фитинги, необходимые для монтажа трубных магистралей различного назначения. Основные параметры и характеристики резьбовых элементов таких соединений регламентирует соответствующий ГОСТ, приводя таблицы размеров дюймовой резьбы, на которые и ориентируются специалисты.
Основные параметры
Нормативным документом, в котором оговариваются требования к размерам цилиндрической дюймовой резьбы, является ГОСТ 6111-52. Как и любая другая, дюймовая резьба характеризуется двумя основными параметрами: шагом и диаметром. Под последним обычно подразумевают:
- наружный диаметр, измеряемый между верхними точками резьбовых гребней, находящихся на противоположных сторонах трубы;
- внутренний диаметр как величину, характеризующую расстояние от одной самой нижней точки впадины между резьбовыми гребнями до другой, также находящихся на противоположных сторонах трубы.

Зная наружный и внутренний диаметры дюймовой резьбы, можно легко посчитать высоту ее профиля. Для вычисления данного размера достаточно определить разницу между такими диаметрами.
Второй важный параметр – шаг – характеризует расстояние, на котором друг от друга расположены два соседних гребня или две соседние впадины. На всем участке изделия, на котором выполнена трубная резьба, ее шаг не меняется и имеет одно и то же значение. Если такое важное требование не будет соблюдено, она будет просто нерабочей, к ней нельзя будет подобрать второй элемент создаваемого соединения.
Ознакомиться с положениями ГОСТ относительно дюймовых резьб можно, скачав документ в формате pdf по ссылке ниже.
Таблица размеров дюймовых и метрических резьб
Узнать, как соотносятся метрические резьбы с различными видами дюймовых резьб, можно с помощью данных из приведенной ниже таблицы.

Сходные размеры метрических и различных разновидностей дюймовых резьб в диапазоне примерно Ø8-64мм
Отличия от метрической резьбы
По своим внешним признакам и характеристикам метрические и дюймовые резьбы имеют не так много отличий, к наиболее значимым из которых стоит отнести:
- форму профиля резьбового гребня;
- порядок расчета диаметра и шага.

При сравнении форм резьбовых гребней можно увидеть, что у дюймовой резьбы такие элементы являются более острыми, чем у метрической. Если говорить о точных размерах, то угол при вершине гребня дюймовой резьбы составляет 55°.
Параметры метрических и дюймовых резьб характеризуются различными единицами измерения. Так, диаметр и шаг первых измеряются в миллиметрах, а вторых, соответственно, в дюймах. Следует, однако, иметь в виду, что по отношению к дюймовой резьбе используется не общепринятый (2,54 см), а специальный трубный дюйм, равный 3,324 см. Таким образом, если, например, ее диаметр составляет ¾ дюйма, то в пересчете на миллиметры он будет соответствовать значению 25.
Чтобы узнать основные параметры дюймовой резьбы любого типоразмера, который фиксируется ГОСТом, достаточно заглянуть в специальную таблицу. В таблицах, содержащих размеры дюймовых резьб, приведены как целые, так и дробные значения. Следует иметь в виду, что шаг в таких таблицах приводится в количестве нарезанных канавок (ниток), содержащихся на одном дюйме длины изделия.



Чтобы проверить, соответствует ли шаг уже выполненной резьбы размерам, которые оговаривает ГОСТ, этот параметр необходимо измерить. Для таких измерений, проводимых как для метрических, так и для дюймовых резьб по одному алгоритму, используются стандартные инструменты – гребенка, калибр, механический измеритель и др.
Проще всего измерить шаг трубной дюймовой резьбы по следующей методике:
- В качестве простейшего шаблона используют муфту или штуцер, параметры внутренней резьбы которых точно соответствуют требованиям, которые приводит ГОСТ.
- Болт, параметры наружной резьбы которого необходимо измерить, вкручивается в муфту или штуцер.
- В том случае, если болт сформировал с муфтой или штуцером плотное резьбовое соединение, то диаметр и шаг резьбы, которая нанесена на его поверхность, точно соответствуют параметрам используемого шаблона.

Если же болт не вкручивается в шаблон или вкручивается, но создает с ним неплотное соединение, то следует провести такие измерения, используя другую муфту или другой штуцер. По аналогичной методике измеряется и внутренняя трубная резьба, только в качестве шаблона в таких случаях применяется изделие с наружной резьбой.
Определить требуемые размеры можно при помощи резьбомера, представляющего собой пластину с зазубринами, форма и другие характеристики которых точно соответствуют параметрам резьбы с определенным шагом. Такая пластина, выступающая в роли шаблона, просто прикладывается к проверяемой резьбе своей зазубренной частью. О том, что резьба на проверяемом элементе соответствует требуемым параметрам, будет свидетельствовать плотное прилегание к ее профилю зазубренной части пластины.

Для того чтобы измерить размер наружного диаметра дюймовой или метрической резьбы, можно использовать обычный штангенциркуль или микрометр.
Технологии нарезки
Резьба трубная цилиндрическая, которая относится к дюймовому типу (как внутренняя, так и наружная), может нарезаться ручным или механическим методом.
Нарезка резьбы вручнуюНарезание резьбы при помощи ручного инструмента, в качестве которого используется метчик (для внутренней) или плашка (для наружной), выполняется в несколько шагов.
- Обрабатываемая труба зажимается в тисках, а используемый инструмент фиксируется в воротке (метчик) или в плашкодержателе (плашка).
- Плашка надевается на конец трубы, а метчик вставляется во внутреннюю часть последней.
- Используемый инструмент вворачивается в трубу или навинчивается на ее конец посредством вращения воротка или плашкодержателя.
- Чтобы сделать результат более чистым и точным, можно повторить процедуру нарезания несколько раз.
Нарезка резьбы на токарном станке
Механическим способом трубная резьба нарезается по следующему алгоритму:
- Обрабатываемая труба зажимается в патроне станка, на суппорте которого фиксируется резьбонарезной резец.
- На конце трубы, используя резец, снимают фаску, после чего выполняют настройку скорости перемещения суппорта.
- После подведения резца к поверхности трубы на станке включают резьбовую подачу.
Следует иметь в виду, что резьба дюймовая нарезается механическим методом с помощью токарного станка только на трубных изделиях, толщина и жесткость которых позволяют это сделать. Выполнение трубной дюймовой резьбы механическим способом позволяет получать качественный результат, но применение такой технологии требует от токаря соответствующей квалификации и наличия определенных навыков.
Классы точности и правила маркировки
Резьба, относящаяся к дюймовому типу, как указывает ГОСТ, может соответствовать одному из трех классов точности – 1, 2 и 3. Рядом с цифрой, обозначающей класс точности, ставят буквы «А» (наружная) или «В» (внутренняя). Полные обозначения классов точности резьбы в зависимости от ее типа выглядят как 1А, 2А и 3А (для наружных) и 1В, 2В и 3В (для внутренних). Следует иметь в виду, что 1-му классу соответствуют самые грубые резьбы, а 3-му – самые точные, к размерам которых предъявляются очень жесткие требования.