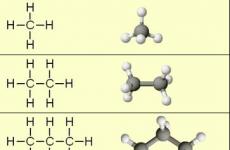
What drill is better to choose household and professional work? Drilling is the type of machine processing of materials. Drilling technology. Equipment for drilling Fastening of the working body
When choosing a drilling tool before a specialist, there are two tasks: to extend the service life of the tool, as well as achieve the specified opening quality parameters. Holes can be obtained in various ways: stamping, casting, forging, laser, or burning, drilling is most often used in metalworking, and if necessary - deployment and reassurance. Whatever the chain of operations, the accuracy of the opening is usually determined by one or more geometrical parameters: straightness (parallelism and perpendicularity of axes), true position, cylindrity (roundness, cone-imagination, barrelness), surface roughness.
There are various factors that can lead in an unsatisfactory result. The choice of drill and how it will be applied is crucial for the accuracy of the opening. Traditional drills from high-speed steel give not the best result on high-speed modes. Cobalt is a bit tougher and more wear-resistant, and can achieve a better result. Then, the powdered solid alloys should, finally, solid carbide, which, with the exception of the rifle drilling, provides the best result in all parameters for determining the quality of the surface. The roughness of the surface Ra is 0.32 μm and less easily achieved using carbide drills, under the conditions of a rigid installation, the lack of beating in the drill and tool holder, the use of high-quality coolant, and the selection of appropriate speeds and feed.
 To improve the quality of the opening and increasing the service life of the tool, use special drills, not a general-purpose drill. Many manufacturers offer a series of drills intended for processing a specific material for drilling to a certain depth, with increased chip control, etc.
To improve the quality of the opening and increasing the service life of the tool, use special drills, not a general-purpose drill. Many manufacturers offer a series of drills intended for processing a specific material for drilling to a certain depth, with increased chip control, etc.
When working on CNC lathes, it is worth paying attention to drills with replaceable plates. In some cases, such drills are used for rough drilling, then shifted the tool for a small distance along the x axis and then use the drill as a bore mandrel. Thus, a smaller tool nomenclature is required, you can save time and get straight and accurate hole in size, with low cleanliness requirements. At the same time, it is better to give preference to drills with a special chipcolom, which will make it possible to form the chips of the necessary form. The pretaching with a special tool, of course, will achieve high hole characteristics - you can easily change the radius, the properties of the cutting edge, the feed rate, thus, the rocketing gives good ability to control. But this processing will require additional time, which essential lengthens the whole process.
Regardless of whether you will need to take or not, the drilling should be carried out with the supply of high-quality coolant concentration - it ultimately improve the quality of the surface and increase the service life of the tool, and make the processing process more predictable. There are various kinds of coolants - it can be an emulsion on an aqueous solution, or a solution of mineral and synthetic oils, the choice depends on the type of material being processed.
It is also important to pay attention to the tool holder. Regardless of what type of tool or tool which manufacturer you will use, on average four years old wear will begin to affect the effectiveness of its work.
Even with the best holders and new carbide drills, drilling often remains the best way to achieve all given requirements. Perhaps the best option will be the use of replaceable plates, which will achieve maximum productivity with the smallest costs. Such sweeps are more economical than solid blades, and can provide high surface quality at a feed rate to 7500 mm / min.
Pops need very accurate alignment, much more accurate than drills and sweeps. The product manager of the Canadian division of ISCAR David Veresin argues that the hydraulic holders, and in some cases, thermosis, it is the best choice so as not to bother the spindle to push when working. About 80% of the problems with the quality of the holes occur due to the wrong setting. Even with the best tool and holders, when installing them in the processing center with a beating of 0.002mm on the spindle, we obtain the error at the end of the scan 0.05mm. That is why it is necessary to use custom holders. They have radial and angular adjusting screws, and with their help it is possible to achieve a beyon to 0.001 mm and less.
 When working on CNC lathes, the turret head and spindle should also be perfectly configured, otherwise the sweeping is required with a floating holder, which allows it to self-center. But it is impossible to apply to work on high flow with replaceable plates or replaceable heads, they can only be used with a solid carbide or high-speed steel tool.
When working on CNC lathes, the turret head and spindle should also be perfectly configured, otherwise the sweeping is required with a floating holder, which allows it to self-center. But it is impossible to apply to work on high flow with replaceable plates or replaceable heads, they can only be used with a solid carbide or high-speed steel tool.
Even more effective is the processing without an operation of drilling and retaching, performed by the alone drill. For example, there are drills equipped with special plates for polishing the surface in the process of cutting, and a self-centriter tip that prevents the course of the tool.
One of the most complex tasks in drilling is the processing of supests based on nickel and cobalt, the problems of chip evacuation and heat generation here are even more acute. Due to the bad properties of heat transfer and high hardness of these materials, it is worth using drills with replaceable plates operating at significantly reduced speeds and feeds, but not too low in order not to encounter the problem of hardening the metal. Those. It is necessary to pick up such a feed rate to find the balance between breakage of the drill and the formation of cracks and the subsequent destruction of the material. At the same time, the service life of the tool is about a quarter in comparison with similar works in the processing of alloy steel, therefore the replacement of the plates will be much more economically beneficial compared to the replacement of the whole drill. In addition, since these materials have the property of rapid hardening, it is important to provide a sufficient amount of high-pressure coolant, and the shag shape should be such that it can be easily passing through the drill grocers. It is necessary to avoid the output of the drill to remove chips or pause during drilling process. For the same reason, it is recommended to choose a process without drilling a preheating.
When processing the superscripts, the method of fastening the tool is of great importance, and herein also preference for hydraulic cartridges, which give a higher clamping force than the collet. In addition, oil contained inside this holder gives some additional vibration quenching, and with such a drilling, any advantage is of great importance.
Of particular difficulty is the drilling of small holes with a diameter of less than 3mm. Drills for processing such holes are called microswits. Coolant, which is used with such drills, should be very low viscosity, desirable on a water basis. Microsowment requires high costs. To avoid breakdown of the drill, a low flow is required, it is also necessary to achieve sufficient spindle rotation. All this is the cause of reducing productivity, and leads to an increase in expenses, not to mention the high cost of the microsurgol.
Alternatively, in certain diameters and lengths, you can use a microcringe from cobalt and powder metal, which will cost three times lower.
If the size of the required microerover does not fall into the standard line of the manufacturer, the reservoir and other secondary operations will cost much expensive. In the case when such drills require quite a lot, it will be more economically profitable to make an order of individually made microsurgolle.
Drill is one of the most commonly used tools for each wizard. But even if a person is not engaged in the manufacture of furniture or construction, the presence of a drill in the household will never be superfluous. Because the drill can not only drill holes in metal, wood, plastic or brick, the range of applications of this tool is much wider:
Shock drills are able to drill holes in concrete walls;
With the help of special drills, you can drill holes in glass and tiled;
Using the mixer nozzle drill can be used to prepare a cement solution and kneading dry construction mixtures;
With special nozzles drill, you can use for cleaning parts from old paint or metal cleaning from rust;
There are even nozzles, converting a drill in a jigsaw, saw or mill;
And the drill can be used in the kitchen instead of a mixer.
List the areas in which drill is used for long: it is used everywhere. But each master has its own working conditions and its tool requirements. There is no universal drill, which will be good at any workplace. And before buying, it should be sought in the characteristics and options of modern drills to get an effective tool for reasonable money.
Characteristics of drills.
Power- The most important characteristic of the drill, in many respects defining the instrument, so power is often given already in the model name. Unfortunately, among inexpensive drills are often frequent in bulking power, so not to be disappointed in the purchase, choose a drill of well-known manufacturers. Either immediately deduct in the mind of 10 percent from the stated power.

Drills with a capacity below 600 W are suitable for drilling drywall, aerated concrete and wood. Tree with such drills can be drilled only by spiral drills on a small depth; Use with such a drill pen or forstner drills is not recommended. You can drill holes of a small diameter in thin gland (up to 3mm). Viscous metals (copper, aluminum) by low-power drills drill should not be to establish a small diameter drill. With brick and, moreover, concrete, such drills may also have problems, even if the tool has a shock mode.

600-900 W drill can be considered optimal for use in everyday life and household. With such drills, you can use the entire spectrum of drills and nozzles with the exception of only Levis spirals with a diameter of more than 20 mm and mixer nozzles.

Drills with power from 1 kW will rather fit professionals. Yes, such a tool can drill a through hole of a large diameter in a thick wooden bar or interface 50 putty liters. But for household problems, heavy large-sized drill may be uncomfortable.
Maximum drilling diameter. For the convenience of choice, many manufacturers lead the maximum diameters of the drilling of wood, metal and concrete. Alas, use these values \u200b\u200bwith caution, because nothing is said about the material thickness. Do not secession, seeing in the characteristics of a 400 W drill with a maximum metal drilling diameter of 10 mm - most likely, under the metal, the manufacturer meant foil.

Under maximum patron diameter This refers to the maximum drill diameter, which can be closed in the cartridge. The maximum diameter, as a rule, corresponds to the tool capabilities. Multi-power drills are equipped with a small cartridge for drills with a diameter of up to 10 mm, in the cartridges of powerful drills, you can clamp special nozzles and drills of large diameter
Type of cartridge. The cartridge is designed to attach drills and nozzles. Several types of cartridges are used:

Key patron Until now, remains the most common. It is inexpensive and provides reliable fixation of the drill. But it is not too convenient, and for its clamping and weakening, a special key is needed (which can easily be lost).

Flexible patron It is clamped simply an effort of hands and provides good fixation. Work with it is easy and convenient, but it is more expensive. And when you need to transfer a large torque on the drill, the degree of fixation of such a clamp may not be enough. But for household drills, this type of cartridge is optimal.
The quick-mode cartridge can be bimphs or uniform. Individual cartridge for replacing the drill requires the fixation of the spindle. On different models, the spindle fixation is implemented in different ways: on some it is automatically blocked when the engine is stopped, on the other to lock, press the corresponding button or move the fixing ring. Two-handed two hands.

MK2, MK3 (MT3)it implies the seat under the drill or nozzle with the Morse cone. Such a compound provides reliable fixation and high accuracy of centering heavy nozzles and drills. To use conventional drills, the adapter will be required.

G 1/2 "and 1 1/4" UNC - Specialized cartridge for connecting diamond crowns on concrete, applied in diamond drill drills.

Weldon 19 mm- Special cartridge for reliable fixation of heavy nozzles, cutters and drills of large diameter. For the use of standard drills, adapter is required.
7/16 Hex.- Cartridge under the hexagonal shank size 7/16, "used in Milwaukee's drills and some other manufacturers. To use standard drills, adapter is required.

Drills designed for drilling with crowns and large-diameter drills have a high torque, therefore supply with high shoulders with power handles. But sometimes (when drilling a large diameter holes in concrete or metal), it is simply impossible to keep the drill with hands. In this case, a special type drill is used. When using diamond crowns, drill is attached to drilling stand, and for the drilling of the metal exist teared on a magnetic rack, representing a small boring machine, priming to the manufactured metal.

By view tool Drills are divided by unwindless and drums. In the shock drills there is a drilling mode with a blow - in which the cartridge, in addition to the rotational motion, reports the drill and reciprocating (drum) pulses. This facilitates the drilling of concrete, injection molded and natural stone. But it is not necessary to hope that the shock drill will be able to replace the perforator - the impact force of even the most powerful shock drills significantly loses the strength of the impact of most perforators.

In addition, the features of the drills of drills lead to the fact that with frequent use of this function, the power of the blows falls, and after some time the drill is practically turning into an unstressed. Especially quickly this occurs in low-cost models with a cheap soft metal impact mechanism.

Some drills, however, contain a mechanism similar to what is used in perforators. Such drills are easily distinguished by the presence of a loop mode, in which the cartridge moves reciprocating without rotation.
Maximum speed of idle speed Determines how the maximum speed can rotate the drill cartridge. The high speed of rotation (2500 - 4000 rpm) is necessary for drilling solid materials with thin drills: solid metals, glass, ceramics. Iron is better drilled at the middle speed (500 - 1500 rpm), depending on the diameter of the drill. The tree is drilled at low speed (500-1000 rpm).
On the one hand, a large maximum number of revolutions increases the universality of the instrument, and on the other hand, the bulk of household problems does not require high speed. In addition, the maximum drill power produces at maximum speed. Thus, 600 watt drill with the maximum rotation speed of 4500 rpm at the drilling speed in 2000 rpm will be weaker than 600 watt drings with the maximum rotation speed of 2000 rpm.
Maximum number of strikes Determines, with a frequency in drilling mode with a blow, reciprocating motions are performed. Contrary to popular belief, the frequency of impact drill strikes is poorly related to the performance of the loaves, since the higher the frequency, the less the amplitude of the motion of the cartridge. A large maximum number of strikes is indicated by a small size of the teeth of snoring gears, which are extended faster than large ones. Based on this, it is better to prefer a model with a small maximum number of shocks - this will not affect performance, but the shock mechanism will last longer.

Food Drills, like many other tools, can be both network and rechargeable. Rechargeable drills have all the main functions of network drills, and from battery screwdrivers differ with a greater speed of rotation of the cartridge and - usually - the absence of a ratchet.
But there is a certain amount of accumulator drills of screwdrivers equipped with a ratchet and regulator of speed. At maximum speed, such a tool is able to drill solid metals, and on the minimum - used for mounting / dismantling. Unfortunately, the price of such a tool is quite high.
Availability reverse functions The drill allows you to change the direction of rotation of the cartridge. This facilitates the extraction of drill from deep holes and allows you to free the jammed drill. Also, a drill with a reverse can be used to unscrew the screws and screws.

Drilling depth limiter It may be useful when the hole needs to be drilled not through, but to a predetermined depth. Conveniently, when the limiter also has a markup at which you can set the depth of the opening.
Locking the power button It will not be afraid of the random inclusion of a drill. The presence of this option is practically necessary to household drills if there are children in the house.
Safety clutch Prevents the tool jerk when the drill or nozzle is encins. The option is important for powerful professional drills with a large torque, which in the case of a wedge is simply impossible to keep in hand.
Selection options.

If you need an easy inexpensive tool for drilling small holes in a tree, drywall and other soft materials, you can choose a drill in the lower price range. If you do not give her great loads, it can last long enough.
If you need a universal home drill, able to drill the grooves for door locks in the door canvas, and drill a hole under the cabinet.

If you are important to independence from network electricity, choose from battery drills. True, they cost more than networks with the same characteristics.
If you need a drill to work with the spirals of the Levis of a large diameter, choose among powerful drills with a safety clutch.

To do the neat lathes of a large diameter in the concrete walls you will need a drill for diamond drilling.
To drill a large diameter holes in a metal, you can use a drill on a magnetic rack
Drill is one of the most necessary tools of the wizard. Twisted is required where it is necessary to create a recess or a hole in some material. The selection rolled is huge, they have a different purpose, the working part design, different shanks, can be of various sizes, differ by the method of manufacture.
The classification of the roller should be started with their design. We are talking about the most important thing - working part of the instrument. So, in the design of the working part, all rolled into the following types of:
- Screw or spiral. The most common and demanded option. The diameter of the screw roller can vary from 0.1 to 80 mm, and the length of the working part can reach 275 mm.
- Step. Convenient in that one drill can be used to create holes of different diameters. Applied on sheet materials.
- Flat. They have a cutting part of the plate is a shovel, a pen, so they are also called feathers. Used to create large holes.
- The elongated screws are needed where it is required to create a hole of a sufficiently large depth. They have screw channels for the supply of fluid designed for cooling during drilling.
- Centering. Such swells are needed to create center holes in various details.
- The hollow machines are also called crown or ring. Only the ring narrow part of the material turns into the chips.
- Twisted for one-sided cutting. Such a tool is needed to create a hole with particularly accurate sizes. The drill has a reference plane, both cutting edges are located on one side of the central axis.

On this photo, almost all types of roller are clearly represented. They are divided into destination, that is, the material with which is intended to work:
- A - drill on metal;
- B - on wood;
- C - on concrete;
- D - flat, it is a feathery drill, also on a tree;
- E is a universal drill, can also be used in concrete and metal;
- F - to work with sheet metal;
- G is another universal drill, and successfully used on plastic, both on wood and metal.
Also separately highlighted swelling for working with glass and ceramics, diamond spraying is usually applied to their tip.

As for the difference, it turned out the species of shanks, that is, the parts that is attached to the electric tool or handle, they are:
- 1 and 2 in the scheme-cylindrical shanks;
- 3 - marked as SDS-Plus;
- 4 - hexagonal shank;
- 5 - shank with four edges;
- 6 - trothed shank;
- 7 - Such swells are intended for screwdrivers.

They also differ also in the form of a hole that can be created with them:
- cylindrical;
- conical;
- stepped;
- square.

If we talk not about the scope of application and types of design, but about the peculiarities of the manufacture of the instrument, then rolled down on the following types:
- Whole. It is always spiral, screw roped. It uses steel to create them, which refers to the high-speed type. These are the brands P18, P9, P6M5, P9K15, P6M5K5. A solid alloy can also be used.
- Welded. The working part of such a spiral drill is made of high-speed steel, and carbon steel is used for the shank.
- With carbide plates. Such swells are with oblique, straight and screw grooves.
- Possessing replaceable carbide plates or replaceable carbide heads. The first appearance is also called corpus cut.

It seems that the quality of the drill is difficult to determine. However, for this you do not need to be a specialist. Much as a tool can tell his color.
If the drill is a conventional inconspicuous gray, it will talk about its low quality. These tools are widespread, but they are rapid enough. The black drill color suggests that at the end of the manufacturing process it was treated with overheated steam. The quality of the black drill will be slightly higher than that of gray.

The light shade of gold will be drill, which was treated with vacation. This is carried out to remove the internal voltage. Brightly brilliant gilded drill was covered with titanium nitride. The highest quality rolled, although their price will be noticeably higher than that of ordinary gray, but also will serve a tool for a long time.

Differ rolled and size. What is the minimum and maximum diameter can have rolled, we have already written above. From the size of the tool, of course, the diameter of the hole created by them will be dependent.

Usually rolled bought in the kit. In fact, you cannot say for sure when and which tool you need. Convenient sets in the form of a suitcase do not occupy a lot of space and allow you to choose the desired drill.

Wizards, which often use various dried, usually create convenient storage locations in the form of a stand on the desktop. So the tool always turns out to be at hand and definitely not lost in the workshop.

As you can see, the classification swell is quite extensive, as well as the types of work for which they are intended. Choose a high-quality tool, you can universal, but experts advise nevertheless to give preference to the rods that are intended for a particular material.
29. Drilling. The essence of the process, purpose and scope used equipment (machine), tool, fixtures, accuracy of dimensions and roughness of the surface being processed.
Drilling- The main method of obtaining through and deaf holes in a solid material of the workpiece. As toolused drill. Processing produced by drilling and lathes. On drilling machines, the drill makes the rotational movement and longitudinal along the axis of the opening, and the blank is fixed on the table of the machine. On the lathes, the processed item is fixed in the cartridge and performs a rotational movement, the drill is attached to the rear student of the machine and performs translational movement along the axis of the hole.
Fig.2. Schemes: A, B - drilling, in - drilling, M-centers, D- Deployment
The diameter of the drilled hole can be increased by a larger drill. Such operations are called mussellery. When drilling, relatively low accuracy and surface quality is ensured.
To obtain holes of higher accuracy and lower surface roughness, hydrocarization and deployment are performed. Zenkerovaniaprocessing pre-obtained holes with a multi-society tool zenkerwhich has a tougher working part. The number of teeth at least three.
Deployingyou can fix the inaccuracy of the hole shape. Scan- multi-season tool that cuts very thin layers from the surface treated.
Appointment of drilling:Drilling the necessary operation to produce holes in various materials when processing them, the purpose of which is:
Production of holes for threading, cenching, deployment or rocketing.
Production of holes (technological) for placing electrical cables, anchor bolts, fasteners, etc.
Department (segment) blanks from sheets of material.
Weakening of the destroyable structures.
Bookmark the charge of an explosive during the extraction of natural stone.
Drilling operations are made in the following machines:
Vertical drilling machines.
Horizontal drilling machines.
Vertical boring machines.
Horizontal boring machines.
Vertical milling machines.
Horizontal milling machines.
Universal milling machines.
Turning machines (drill fixing and the processed billet rotates).
Turning machines (drilling auxiliary operation, drill stationary).
To facilitate the cutting processes, apply the following:
Cooling (water, emulsion, oleic acid, carbon dioxide, graphite).
Ultrasound (Ultrasonic drill vibrations increase the productivity and crushing chips).
Heated (weakens the hardness of difficult materials).
Blow (with shock-rotary drilling (drilling) of stone, concrete).
30. Stretching. The essence of the process, purpose and scope used equipment (machine), tool, fixtures, accuracy of dimensions and roughness of the surface being processed.
Stretching- high-performance method for processing parts of various forms providing high accuracy of shape and sizestreated surface. Due to high cost tool - stretchStretching is used in large-scale production. In a broach, every cutting tooth is more subsequent for a certain amount. The cutting process during stretching is made on long vertical and horizontal versions of machineswith the inverted movement of the tool relative to the fixed billet for one pass.
Holes of different geometric shapes stretched on horizontal length machines for internal stretching. Hole dimensions from 5 to 250 mm.

Fig. 6. Stretching schemes: 1-processed detail, 2 - broach; a ... d- internal stretching; s ... zh- exterior stretching
Cylindrical holes are stretched after drilling, picking or cencing. The keyproof and slotted grooves are stretched by broaching, the shape of which in cross section corresponds to the profile of the extended hole.
The outer surfaces of various geometric shapes stretch on vertically-extended machines for external stretching.
The stretching is used in the large-scale and mass production of metal products, and rarely in small-sector and single. Serve various designs - external, internal, and dorn, are one of the most expensive tools for performing metalworking. Sometimes every broach, with its manufacture, requires the highest accuracy and correct calculation. This is due to the fact that the tool is working in the most severe and harsh conditions of huge loads (stretching, compression, bending, abrasive and adhesive decoration of broach blades). Stretching is preceded by the preparatory operations of metalworking, such as drilling, cenching, deployment, deforestation (i.e., for holding stretching, a fairly precisely treated surface of the workpiece is required).
Dornival(Dornation) - type of processing of blanks without lifting chips. The essence of the darning is reduced to moving in the opening of the workpiece with tension of the hard tool - Dorna. The dimensions of the cross section of the tool are greater than the size of the cross section of the billet hole by the magnitude of the tension.
Machines for stretching:
Horizontal-broaching machines: all types of internal and external stretching of blanks.
Press: Hole processing Dornow (firmware, shaping, calibration).
Types of stretching:
Internal stretching. Outdoor stretching. Dornation. Incandescence.
Wood drilling is perhaps one of the most common operations in carpentry and carpentry work. The drilling of the holes is necessary both for components of parts and for the sample of unnecessary wood and to organize access of other tools, such as the canvas of the pendulum saw or the chisel. The drilling is chosen in the wood round holes for agrees, round spikes, bolts, screws, and also removed (drill) the swirls of wood, followed by their sealing wooden corks. It is much faster to hollow out various nests, pre-drumped holes.
Drill is a working body of any drill machine, be it a hand drill or stationary machine.
Depending on the nature and conditions of the work performed, the drills of different species are used. The cutting elements of the drill must provide a free cutting process, the resulting chips should be easily removed from the opening. The design of the drill must be such that the cutting parameters do not change when sharpening.
In each drill, the rod, the shank and the work part distinguish.
The rod may have a different length; From the length of the rod depends on the possible depth of drilling. Many drills rod has a special form and special processing and adapted: a) for the direction of drill; b) for stripping the side sides of the resulting hole; c) for throwing chips.
The shank is called the upper, usually thickened part of the rod of a square or hexagon pyramidal shape, which drill is inserted into the cartridge of the drilling device (Kollet, drill).
Working (cutting) part of the drill consists of cutters. By the design of the cutting part, you can divide the drills for three main groups: spoons, centers and spirals.
Spoonful drill (it is also called peel) is a rod, in the lower (working) part of which the longitudinal groove is made ending with a pointed stale. With the help of sting, the drill is deployed deep into wood and, in addition, centered. One edge of the groove is sharpened for the whole length and is a cutting, the second edge serves as a guide. Such a drill works when rotating one way. The joiners are often sharpened and the second edge - the drill then works when rotating in any direction.
Spoonful drill works when pressed on top of it. It is not adapted to throw in chips, and to clean the chips, you have to remove the drill from the hole. From this decreases cutting performance. The spoonful drill is used to drive holes under bent, screws, screws.
The street drill is a kind of spoonful drills. He has a cutting edge on the conical screw line; At the bottom of the drill ends with a centering end in the form of a corkscrew. A long-time drill is easier to work than spoonful, since his lower Kennets knows the drill in the wood, and the screw-shaped groove contributes to the ejection of the chips.
The disadvantages of this drill is a frequent breakdown of a thin end, a complex sharpening, work when rotating one way. The appointment of the street drill is the same as anyphan down drill.
Shilot drill. It has the shape of a triangular selection with a shank, works in both directions. Used to drive the nests for the screws.
Center drill. The working part of this drill has the form of a shovel with a tip-like edge - a center, a side arcuate cutter, called a roadboat, and a slightly inclined flat knife located along the radius. Assigning a tidworm is to center the drill, the roadboat - crop wood around the circle of the drilled nest, a flat knife - removed the wood cropped around the circle in the form of a screw tape.
The center drill works only in one direction when the nanite is on top of it. Use it mainly for drilling holes for round spikes.
Screw drill. He has a 2/3 length rod made twisted.
Spiral drill. The rod on 2/3 of the length is covered by a screw-like spiral.
Spiral-ribbon, or corkscrew, drill. The rod on 2/3 of length is a steel tape, twisted corkscrew.
The drills of the last three species have a conical screw-shaped burst in the working part, two road builders and two flat knives. The chips are easily ejected. These drills work across the fibers with a slight naja on them and even without push. Serve for drilling various holes with a diameter of 6 to 40 mm.
The cork drill is used to drive the bitch under the sealing of the plugs, works when pressed on it from above. The working part of the drill is a steel cylindrical box with a diametrical partition - a cutter.
Cencle Drill (Zenkovka). The working part of this drill has a view of a cone with longitudinal grooves on the side surface; It serves a centered drill for a conical resulting from the top of the holes under the screws of the screws.
For drilling holes in various breeds of wood across the fibers, the drills of spiral wood cutting with the center and the cutter (Fig. 1, a) with a diameter of 4 ... 32mm, 80 ... 200mm long.
Fig. 1. Drills
a-spiral wood cutting with a center and a presender, b - spiral with a conical sharpening, in a cylindrical pink with an ejector and a cylindrical shank, r - the same, with a conical shank, d - diameter of the drill, and - diameter of the shank, L - working part length , L - drill length.
For drilling holes in wood along the fibers, drills are used with a conical sharpening (Fig. 1, b) long and short series. The short series drills have a diameter of 2 ... 12mm, a length of 45 ... 145mm, a long series - a diameter of 5 ... 2 mm, a length of 130 ... 210mm.
To cut the plugs and seal bitch, cylindrical pinks with an ejector (Fig. 1, B, d) are used. In addition, drills spiral with a cylindrical shank, equipped with solid alloy plates, with a diameter of 5 ... 16mm, length for a shortened series 70 ... 138mm, for a normal series - 66 ... 178mm, are used to drill the holes in the wood.
Spiral drills with a conical shank, equipped with solid alloy plates, are produced with a diameter of 10, 30mm, a length of 140 ... 275mm for a shortened series and 168 ... 324mm for a normal series.
The simplest drilling machine is the usual hand drill. The drill is clamped in the cartridge, the transmissions are adjusted manually either by an electronic speed regulator. Drills in which there is a revolt regulator can be used as screwdrivers.
To drill a large number of blanks, or performing precisely defined in the depths of the holes as a supplement to the electric drill, the face is used in which the drill is fixed. The bed allows, as stated above, drill the exactly defined in the depth of the hole, but its functions are not exhausted. The bed also allows you to drill holes at a certain angle, which sometimes it is necessary, for example, for compounds of bulky parts.
The drilling machine is a box with an electric motor, the drive from which transfers rotation to the cartridge with a drill. Typically, the drilling machine is equipped with a large amount of speeds compared to the electric drill, and greater possibilities.
Mechanical drilling is carried out using electrical operator or special drilling machines. In carpentry and carpentry work, the electrical dispenser is mainly used.
When drilling it is necessary to press with hands on the body of the electrical operator, as a result of which it is lowered through the guide racks, compressing the springs. After the end of drilling, the pressure stops and the housing under the action of straightening springs rises upwards. If you need to drill a hole elsewhere, the electrical dispenser is transferred, installed to its original position and the entire process is repeated to perform significant amounts of work on drilling a hole in the conditions of woodworking workshops, drilling machines are used. They are divided into vertically drilling and horizontally-worn, according to the number of spindles - on one and multi-spindle, and according to the flow method - on mechanical and manual.

Drilling machines
a - vertically drilling; B-- Horizontal drilling.
The vertically drilling machine, the table moves up and down with the handwheel, and the drilling head with the help of a foot pedal.
The vertically-drilling machine of SPE with automatic feed is universal, as it allows you to drill any holes. This machine has another modification that allows you to use manual feed. When you connect to the desktop, the drilling machine platform (caliper) with side movement and installation of the terminal cutter instead of drill is possible a sample of longitudinal sockets.
The horizontal drilling machine of SVGD-3 is designed for sampling horizontal longitudinal sockets. It has a bed, a working tree, spring, desktop and caliper. The processed part is fixed by the spring, coming on it a spindle with a drill. The desktop in the horizontal direction move the handle, in the vertical - flying. The feeding mechanism in individual machines is arranged differently - the working shaft with a drill that manufacturing the part is fixed fixed.
Horizontal - the drilling machine consists of an electric motor, spindle, carriages, carriage and drill levers, clips to strengthen the workpiece. The spindle can be moved along the axis of the drill, and the carriage in the transverse direction.
Only round holes can be drilled on this machine, but also rectangular. To obtain rectangular holes, it is necessary to first drill a row of round, and then the transverse movement of the carriage to combine them into the total oblong hole. When working on machines and electrified tools, it is necessary to follow the safety regulations.