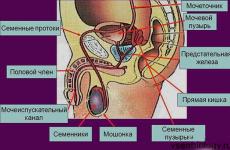
Life cycle of a car. Enterprise life cycle
Operational properties of machines and mechanisms
2. Stages of the machine life cycle
Need identification, planning, design and construction, manufacturing, testing, storage, transportation, operation, repair and maintenance, disposal.
New equipment is too expensive to purchase it “out of nothing to do” or because “the left leg wants it.” It is brought to life only by a very seriously justified need. The need for new technology arises when it is necessary to modernize production (increase its volume, introduce a more advanced technical process) or master the new kind products. It is important to correctly determine the volume of need.
Planning of new technology should be considered as part of research work aimed at selecting and preparing the source material that is necessary for the development of technical specifications for design. In short-term planning (5-10 years), the long-term level of development of the design of the machine being created should be assessed. In medium- and long-term planning (20-30 years), it is necessary to determine the significance of existing new discoveries and inventions, the purpose and technical strategy.
During the planning process you should establish: -functional purpose cars; -main technical and economic parameters; need and expected volume of production; -new materials and types of workpieces; -new technical processes, the need for equipment and technological equipment; -new forms and methods of organizing and managing production; efficiency (economic or otherwise) from creating a new machine.
Planning methods:
Extrapolation method - used for short-term planning;
The method of expert assessments is used if there is no systematized information about the past or when scientific and technological development largely depends on decisions made, and not on technical capabilities;
A modeling method, which should be based on expedient forecasting of the design development process in the future (mathematical modeling).
When designing and constructing, graphic (drawings, diagrams, graphs, etc.) and text ( explanatory notes/PZ/, calculations /RR/, specifications, etc.) design documents. They must determine the composition and structure of the designed product and contain the data necessary for its development, manufacture, control, acceptance, operation and repair.
The manufacturing and testing processes of machines are interconnected and complement each other. In a general and quite important case, serial production is preceded by the production, debugging and fine-tuning of a prototype machine, its industrial testing, the introduction of changes to the design identified during testing, state tests and acceptance of the prototype. Next in the process of mastering a new machine is the production of technical documentation for the head series, production of the head series and its industrial testing. Following this, serial documentation is developed, production is prepared for serial production, and, finally, serial production is organized. Serially produced products after leaving the assembly line are subjected to tests (mass or selective) to objectively assess the reliability and quality of workmanship. Thus, mass-produced cars are subject to mandatory running-in in the amount of 100% of the series.
To carry out testing as a control method, it must be described
Sampling (sampling) methods;
Equipment, materials and reagents;
Preparing for the test;
Testing;
Processing the results.
The manufactured product may not be immediately sold or, after immediate sale, may not be immediately put into operation. In this case, the product must be stored. For proper storage necessary:
Create conditions for storing products in warehouses (storages), ensure the safety of their quality and presentation;
Determine the storage location (shed, closed warehouse, heated room, etc.);
Ensure product protection from influence external environment(moisture, solar radiation, harmful fumes, mold, rodents, etc.);
Determine (if necessary) temperature regime storage; requirements for the timing of periodic inspections of stored products and routine maintenance; preferred preservation methods and preservation materials.
To deliver to a warehouse or consumer, the product must be transported. This involves choosing an acceptable vehicle (under its own power, covered or open wagons, holds or decks of ships, air transport, etc.), methods of fastening and covering products on these vehicles, etc. Judging by the memoirs of academician A.N. Krylova, this is a very responsible job. To maintain the quality and quantity of products, it is necessary to determine the specifics of their loading and unloading, as well as the requirements for handling products after transportation (the need to keep them under normal conditions after transportation at subzero temperatures, the procedure for depreservation, etc.).
The period of operation (use for its intended purpose) of the product begins from the day it is put into operation and ends when a limit state occurs, caused either by a decrease in efficiency or by safety requirements. In this case, the following must be strictly observed:
Rules and requirements reflecting the features of handling the product at all stages of operation;
Precautionary rules that must be observed during preparation of the product for use and during its operation, qualification requirements to personnel ensuring compliance with these rules;
Requirements for the place where the product will be installed for temporary or permanent use;
Operations for installing the product on site;
Rules and procedure for refueling the product, lubricants, liquids, gases, etc.;
Rules for setting up and regulating the product;
Composition of service personnel and other specialists;
The most efficient operating modes of the product;
Rules for measuring parameters, regulating and setting up the product;
Rules for checking the technical condition of a product in order to establish its suitability for further use for its intended purpose.
Maintaining the operational condition of the product throughout its entire service life is ensured through repairs and maintenance intended to detect and eliminate malfunctions and failures (any forced stops /see above/). Repairs can be current or major; their frequency is set for each specific product in accordance with its operating experience. Maintenance products is carried out:
In preparation for work, storage, transportation;
For products working for their intended purpose, in short-term and long-term storage or transported;
After use (operation) of the product or transportation.
Products that have reached the end of their service life must be disposed of. Literally this term means - use with benefit. In this case, a differentiated approach must be observed: the metal structure, as a rule, is sent for scrap; individual parts, components or assemblies that have not exhausted their resource - for further use in other similar products (replacement stock, spare parts); radioactive parts are subject to burial.
Drum mill without grinding media
Analysis of the design and operating principle of the hydrofol autogenous mill W 7x2.3 Autogenous grinding is used for grinding materials with a particle size from 250...500 to 0.3 mm and finer...
Special valve
1) Receiving a task. 2) Analysis technical requirements. 3) Selection of information materials, comparison with existing analogues. 4) Drawing up matrices of optimal solutions. 5) Kinematic calculation. 6) Development of technical specifications...
The concept of CALS technologies in the field of household machines and appliances
Light industry
Technical and economic planning involves the development of a holistic system of indicators for the development of technology and the economy of an enterprise in their unity and interdependence, both in place and in time of action...
Magnetic particle testing method
1. Preparing the part for inspection. Preparing a part for inspection involves cleaning the surface of the part from loose rust, dirt, as well as lubricants and oils...
Mechanical equipment. Main types of gears
In order to find out the cause of the malfunction, you need to consider the operating rules. : The operator presses the “Start” button, as a result of which the magnetic starter turns on, the yellow light comes on...
Organization overhaul rotating kiln 4.5x170m in the conditions of OJSC Sebryakovcement
Table 1 Equipment and brief technical specifications, structure of the repair cycle Repair and maintenance Labor intensity person/hour Type Frequency hour operating time Duration hour...
Optimization parameters for roller feed pneumatic drive
At the previous stages of the experiment, the optimization parameter was the speed of the piston, two adequate models were obtained in the form of polynomials of the first degree...
Biofuel production
Grinding and preparation of raw materials. Raw materials make up a significant part of the cost of bioethanol. Uniform grinding of grain speeds up processing, reduces costs and increases product yield. At the preparation stage, components are also extracted from raw materials...
Production of artificial diamonds
There has always been a need to obtain a diamond using a laboratory method, and preferably inexpensively. The first documented experiments on diamonds date back to 1694...
Development of a tilting device designed to support work as part of a complex of means for loading a transport launch container and auxiliary equipment
Stages and stages of development according to the schedule...
Development of a technical proposal for the modernization of a crusher with simple movement cheeks 1500x2100
For the calculation, you can take the following sequence of actions: conduct a preliminary experiment with the number of measurements n of a given value...
Product certification and quality management system in the food industry
Quality management systems today are a powerful tool...
System improvement non-destructive testing quality of products at machine-building enterprises
Many years of experience Research into failures of machines and mechanisms indicates that the main type of failure of parts made of various metal materials is failure due to fatigue...
One-tone dyeing technology
Selection of dye; - dye susceptibility test; - preparation for painting; - applying paint; - endurance; - washing off paint. Selection of dye. To determine your hair type...
The full life cycle of a product refers to the time (and corresponding actions) that passes from setting a clear task to create this product (car, tractor, etc.) to its complete physical or moral wear and tear and disposal.
The full life cycle of a car or tractor includes next steps:
marketing and development of technical specifications for new car;
development design documentation, manufacturing and testing of a prototype and pilot series (design pre-production);
development of technological documentation. Manufacturing, purchasing, installation and debugging of necessary equipment (technological preparation of production);
production of a car or tractor. It is at this stage that the ideas embodied by the designer in drawings are implemented according to the scenario and using methods determined by the technologist;
handling (warehousing, preparation for transportation, delivery to the consumer, storage, etc.);
operation (use of machines in accordance with the operating instructions, maintenance and repair);
recycling (disassembly, sorting, reuse and recycling).
The very idea of creating a particular product arises from the needs of an individual person or society as a whole. Human needs change and grow with the development of society, science, culture, and technology, so ideas to satisfy them constantly appear. But you still need to be able to bring the idea to life. For example, in order to design a new tractor model, you need to at least know its purpose, the required speed range, the traction force on the hook, the characteristics of operating conditions, etc., i.e. have technical requirements or technical specifications that define the initial data for the design, including the required number of machines, i.e. type of production. Consequently, already at this stage the foundations of its manufacturing technology are laid. The life cycle of the machine begins with the approval of technical requirements (or technical specifications). Next, the work of the designers begins on designing the machine (development of a technical proposal, technical specifications, preliminary design, technical and detailed designs, creation of prototypes and prototypes, their testing and fine-tuning). At the same time, all design documentation is coordinated with technologists, especially in terms of original, previously unmanufactured components and parts. Therefore, the designer must have a good understanding of both the technological capabilities existing at a given enterprise and the latest achievements in this area. New Constructive decisions It is not always possible to implement using the methods available at the enterprise, and the designer must see ways to solve this problem.
Based on the design (drawings, technical requirements, etc. developed by the designer) of a car or tractor, technological preparation for production is carried out - development technological documentation, purchased, developed, manufactured and installed necessary equipment, tools and equipment, are ordered necessary materials and semi-finished products, as well as placing orders for the production of purchased components, etc.
Only after this is completed preparatory stage The production of parts, components and systems of the machine, its assembly, adjustment, and control tests begins. It is after the start of mass production that we can say that a new car or tractor has been “born”, but its independent “life” has not yet begun. The car (tractor) still needs to be prepared for delivery to the storage site; it will remain at the site (in storage) for some time. finished products. The car (tractor) still needs to be delivered to the seller (by rail or by car, by water transport, possibly under its own power), it will also be stored there in the warehouse. It still needs to be prepared for sale - re-opened, adjusted, if necessary, equipped, washed - made fully ready for independent “life” with the consumer. This path (after the machine is released from the manufacturer before the start of operation) is called circulation. And this stage should not be forgotten at the design stage either. After all, when loading a tractor or a car onto a sea vessel or a railway platform, it is necessary to lift and secure it, and for this it is necessary to provide convenient and reliable devices, as well as think through the entire technology of loading, transportation and storage.
After passing the path from manufacturer to consumer, the operation stage begins. The machine begins to fulfill its intended purpose and demonstrate all its best (and worst) consumer qualities and service properties. And if it is not convenient for use, maintenance and repair, then bad word they remember precisely the designer who did not take into account, did not provide for, did not think through...
And now the car (tractor) has exhausted its service life, cannot be repaired and is removed from service, but its life cycle does not end there. There is a recycling phase ahead. If we consider that every year in the world tens of millions of cars require recycling (in Moscow alone this figure exceeds 160 thousand, throughout Russia - 1.5 million, and in the USA an order of magnitude more), then the concern of environmentalists about creating a strict system becomes understandable. recycling of used Vehicle. Thus, the European Union Commission for Nature Conservation recommends returning cars that have reached the end of their useful life to the manufacturer for disassembly and recycling. Are also being created special enterprises for recycling old cars. When assessing the environmental safety of a car, its suitability for recycling is taken into account. In particular, the time required to drain the vehicle (free it from residual fuel, oils, coolant, etc.) and dismantle its individual components and parts is estimated, which directly affects the efficiency of recycling. Therefore, when creating a machine, the designer must also take these factors into account.
So, the life cycle of a product is considered complete only after its complete and environmentally safe disposal.
Since the full life cycle of a machine is not limited to its production and operation, each stage requires information about the machine (design and technological documentation, operating instructions, instructions for disassembling and sorting components and parts for their processing, etc.). In this case, the information can relate to a single stage separately, or be general, repeated at several or even all stages. It is possible that some information about a machine may be required at some stage of its life cycle only in certain cases - for example, at the recycling stage, it may be necessary to clarify the grade of material of a part for its optimal processing. All this information is initially available in the design documentation, and it can be requested.
Of course, it is most convenient to use all this information if it is stored electronically and is well structured. That is why the world is now widely developing and implementing CALS -technology, i.e. information uniformly presented in electronic form about the design of the product, its manufacturing technology and technological equipment, about the features of operation, maintenance, repair and about disposal that is safe for society and nature - processing, recycling, disposal, etc.
In accordance with CALS - technology, the full life cycle of a machine must have electronic information support at every stage - from the development of technical specifications to complete disposal.
Automotive and tractor manufacturing technology mainly considers only the stage of technological preparation of production and the actual production (manufacturing) of cars and tractors, bearing in mind that the following stages (handling, operation, repair and disposal) are largely determined by the perfection of production and the sophistication of machine manufacturing technology.
Need identification, planning, design and construction, manufacturing, testing, storage, transportation, operation, repair and maintenance, disposal.
New equipment is too expensive to purchase it “out of nothing to do” or because “the left leg wants it.” It is brought to life only by a very seriously justified need. The need for new technology arises when it is necessary to modernize production (increase its volume, introduce a more advanced technical process) or develop a new type of product. It is important to correctly determine the volume of need.
Planning of new technology should be considered as part of research work aimed at selecting and preparing the source material that is necessary for the development of technical specifications for design. In short-term planning (5-10 years), the long-term level of development of the design of the machine being created should be assessed. In medium- and long-term planning (20-30 years), it is necessary to determine the significance of existing new discoveries and inventions, the purpose and technical strategy.
During the planning process, it is necessary to establish: - the functional purpose of the machine; -main technical and economic parameters; need and expected volume of production; -new materials and types of workpieces; -new technical processes, the need for equipment and technological equipment; -new forms and methods of organizing and managing production; efficiency (economic or otherwise) from creating a new machine.
Planning methods:
Extrapolation method - used for short-term planning;
The method of expert assessments is used if there is no systematized information about the past or when scientific and technological development largely depends on decisions made, and not on technical capabilities;
A modeling method, which should be based on expedient forecasting of the design development process in the future (mathematical modeling).
When designing and constructing, graphic (drawings, diagrams, graphs, etc.) and text (explanatory notes /PZ/, calculations /RR/, specifications, etc.) design documents are developed. They must determine the composition and structure of the designed product and contain the data necessary for its development, manufacture, control, acceptance, operation and repair.
The manufacturing and testing processes of machines are interconnected and complement each other. In a general and quite important case, serial production is preceded by the production, debugging and fine-tuning of a prototype machine, its industrial testing, the introduction of changes to the design identified during testing, state tests and acceptance of the prototype. Next in the process of mastering a new machine is the production of technical documentation for the head series, production of the head series and its industrial testing. Following this, serial documentation is developed, production is prepared for serial production, and, finally, serial production is organized. Serially produced products after leaving the assembly line are subjected to tests (mass or selective) to objectively assess the reliability and quality of workmanship. Thus, mass-produced cars are subject to mandatory running-in in the amount of 100% of the series.
To carry out testing as a control method, it must be described
Sampling (sampling) methods;
Equipment, materials and reagents;
Preparing for the test;
Testing;
Processing the results.
The manufactured product may not be immediately sold or, after immediate sale, may not be immediately put into operation. In this case, the product must be stored. For proper storage you need:
Create conditions for storing products in warehouses (storages), ensure the safety of their quality and presentation;
Determine the storage location (shed, closed warehouse, heated room, etc.);
Ensure product protection from the influence of the external environment (moisture, solar radiation, harmful fumes, mold, rodents, etc.);
Determine (if necessary) the storage temperature; requirements for the timing of periodic inspections of stored products and routine maintenance; preferred preservation methods and preservation materials.
To deliver to a warehouse or consumer, the product must be transported. This involves choosing an acceptable vehicle (under its own power, covered or open wagons, holds or decks of ships, air transport, etc.), methods of fastening and covering products on these vehicles, etc. Judging by the memoirs of academician A.N. Krylova, this is a very responsible job. To maintain the quality and quantity of products, it is necessary to determine the specifics of their loading and unloading, as well as the requirements for handling products after transportation (the need to keep them under normal conditions after transportation at subzero temperatures, the procedure for depreservation, etc.).
The period of operation (use for its intended purpose) of the product begins from the day it is put into operation and ends when a limit state occurs, caused either by a decrease in efficiency or by safety requirements. In this case, the following must be strictly observed:
Rules and requirements reflecting the features of handling the product at all stages of operation;
Precautionary rules that must be observed during the preparation of the product for work and during its operation, qualification requirements for personnel to ensure compliance with these rules;
Requirements for the place where the product will be installed for temporary or permanent use;
Operations for installing the product on site;
Rules and procedures for refueling the product with fuel, lubricants, liquids, gases, etc.;
Rules for setting up and regulating the product;
Composition of service personnel and other specialists;
The most efficient operating modes of the product;
Rules for measuring parameters, regulating and setting up the product;
Rules for checking the technical condition of a product in order to establish its suitability for further use for its intended purpose.
Maintaining the operational condition of the product throughout its entire service life is ensured through repairs and maintenance intended to detect and eliminate malfunctions and failures (any forced stops /see above/). Repairs can be current or major; their frequency is set for each specific product in accordance with its operating experience. Product maintenance is carried out:
In preparation for work, storage, transportation;
For products working for their intended purpose, in short-term and long-term storage or transported;
After use (operation) of the product or transportation.
Products that have reached the end of their service life must be disposed of. Literally this term means - use with benefit. In this case, a differentiated approach must be observed: the metal structure, as a rule, is sent for scrap; individual parts, components or assemblies that have not exhausted their resource - for further use in other similar products (replacement stock, spare parts); radioactive parts are subject to burial.
The full life cycle of a product refers to the time (and corresponding actions) that passes from setting a clear task to create this product (car, tractor, etc.) to its complete physical or moral wear and tear and disposal. After all, when loading a tractor or a car onto a sea vessel or a railway platform, it is necessary to lift and secure it, and for this it is necessary to provide convenient and reliable devices, as well as think through the entire technology of loading, transportation and storage. All this information is initially available in the design documentation, and it can be requested. Fast filling market during the five pre-crisis years is explained by the rapid growth of incomes of Russians and the fact that the purchase of real estate in the country is practically prohibited, which gives the purchase of a car (partly) the character of an investment. Today, the saturation of the market with cars is only half as high as the same saturation of European markets, and just five years ago the Russian market was three times behind. The cost of owning a car for a Russian family is significantly higher in percentage terms (up to 20% of income) than in Europe, Japan and the USA (3-6%), despite the fact that Russia has certainly become a motorized nation. In the scenario of owning a car, it is still significant feature is do-it-yourself repair, because This service is practically absent on the market, or it is inadequately expensive and of poor quality; the service network in most Russian markets has not yet developed Characteristic feature There are still significant flows of cars from the saturated markets of megacities (primarily from Moscow) “to the regions.” Another wave is a tsunami of right-hand drive Japanese cars moving towards each other with Far East While there are virtually no developed automotive market institutions such as auction systems and networks of used car dealers, civilized trade-in practices (based on civilized systematic work with a permanent client base), insurance and, to a large extent, credit products remain poor.Vital cycle organizations it doesn't seem that much important factor in the development of the enterprise, because everything goes on as usual, the company is developing, you just need to work. But in practice, every organization, like a person, goes through certain cycles. It is the ability to determine the current situation that allows us to understand the current situation and predict its future development.
Concept life cycles this is a certain model of the company’s development, it makes it possible to make a forecast of a future event and its occurrence, that is, the likelihood of being prepared for this type of situation in the future. Also, using this model, you can see what is happening inside the company, detect deviations that enable the manager to solve real problems.
General model of an organization's life cycle
Life cycle is represented by a broken line with inflection points - stages, which are divided into long, short and intermediate.
Model presented 4 stages:
1. Emergence;
2. Growth;
3. Stability;
4. Recession;
5. Liquidation.

Stage creation implies registration of a company. At this moment, it is determined in which area the company will operate, a strategy and goal are selected, the structure of the enterprise is developed, and personnel, equipment, and materials are selected.
Stage growth occurs in connection with the expansion of the enterprise’s activities, the product already occupies a certain position in the market, a customer base is being developed, its own market segment is selected and measures are taken to ensure profitability.
Stage maturity or stability means successful work based on already used technology, forms and methods of management and active development of marketing activities. If a company quickly responds to changes and also adapts to changing needs, then for a long time it can not be afraid of bankruptcy and function successfully.
Conditions, at execution which Can stay on afloat And Not become bankrupt:
- It’s realistic to look at the situation and not take everything too optimistically, even if everything is great in the company.
- It is important to highlight marketing activities and define goals.
- Carry out forecasts of cash income and expenses.
- Actively study market needs.
- Try to quickly identify moments that contribute to the emergence of threats to the company’s activities.
On stages recession exist various options its manifestations. It will be least harsh reorganization- in order to revive the company's activities. A plan is being developed to exit a critical state, which can be represented by a merger, accession, or transformation of an enterprise, as a result of which the organizational and legal form of the company changes.
One form of reorganization would be restructuring- that is, measures aimed at improving management, production efficiency, competitiveness, labor productivity, reducing production costs and optimizing financial results. This process helps restore the solvency and liquidity of the enterprise.
If the company is approaching bankruptcy, then the company is reorganized. Sanitation- these are measures aimed at preventing bankruptcy and liquidation of an enterprise. The essence of this process is the transfer of enterprise management functions to a state authorized body.
Sanitation promotes:
- Ensuring the company can stay afloat;
- Concluding a transaction between creditors and debtors;
- Achieving the sale of company property is better than liquidation.
Methods implementation rehabilitation:
- Organizational - the management composition is changing, unprofitable structural divisions are being reduced.
- Financial - issuing shares to raise capital, increasing loan amounts, reducing interest on shares, transferring short-term debt to long-term debt.
If the reorganization turns out to be invalid, then bankruptcy proceedings are carried out. Bankruptcy called the inability to pay one’s obligations to creditors, as well as to the state for tax calculations and mandatory payments to the budget and extra-budgetary funds.
Stage liquidation enterprise means the termination of activities due to bankruptcy by decision of the owner of the company or by a court decision.
Greiner method
This model was described in 1972 by Larry Greiner; he believed that 5 factors influence the construction of an organization's life cycle model:
- age of the enterprise;
- organization size;
- stages of evolution;
- stages of revolution;
- the rate of growth of the scope of action.
Greiner identified 5 stages of growth, each of these stages is a consequence of the previous one and the cause of the future stage.

Stage 1. Height through creativity . Entrepreneur provides creativity in presenting and implementing your idea. After some time of operation, the enterprise develops and grows, and at this time only creativity is not enough, professional leadership is needed. The need to distribute responsibilities and authority is becoming increasingly important. And at this stage a leadership crisis occurs.
Stage 2. Development based on manual . This stage is characterized by management defining the functions of subordinates, as well as defining areas of responsibility in the organizational structure. Systems of communications, rewards and punishments, and a control system begin to take shape. This rigid structure begins to lose ground over time, and its negative sides appear. The lower levels of the organization become uninformed and stop responding quickly to changes. As a result, a crisis of autonomy ensues, which can only be resolved by proper delegation of authority.
Stage 3. Height through delegation . In a developing company, new systems for motivating workers appear, these are bonuses and participation in the company’s profits. Middle management, structural managers, have enough authority to develop new products and enter new markets. The management of the enterprise tries to determine strategic development and gradually loses control over the organization. Managers, as a rule, take longer to carry out their work to achieve the company's goals, and as a result of these actions, a crisis of control occurs, the solution to which will be the implementation of coordination.
Stage 4. Development through coordination . This stage is characterized by the allocation of strategic structural, independent divisions, which are strictly controlled in the use of company resources. This is a kind of impetus for development, but at the same time a factor leading to the formation of boundaries between the headquarters and structural divisions, which lead to a border crisis.
Stage 5. Development through cooperation . The company sees how bureaucratic the management system is, so it makes it more flexible by introducing consultants and personnel to help managers professional advice. The company will develop if like-minded people appear in the company. This stage will not be the last, but only the completion of the enterprise’s life cycle. This stage can end, according to Greiner, with a crisis of psychological fatigue, when the staff gets tired of working as a single team.
Adizes model

IN this models allocate ten stages life cycle organizations.
1) Origin . This stage is characterized by the fact that the founder surrounds himself with people who support his idea, agree to help and bring it to life.
2) Infancy . At this stage, the enterprise does not yet have an organizational structure and does not distribute powers and responsibilities among personnel. This period is the transition from idea to action. The results of production and satisfaction of consumer needs are taken into account.
3) Childhood . The company is still without distribution of their duties and responsibilities between structural units. At the same time, the first difficulties appear that the enterprise copes with. People see that the idea has begun to work for its founder, so their opinion about it also changes. future activities companies.
4) Youth . This stage is significant because the organizer understands that he cannot cope with managing the company on his own, so it is necessary to change the structure and delegate powers. The company is growing due to new employees and professional managers. There is a conflict between new workers and old specialists.
5) Bloom . The organization is already presented structurally, functions are outlined, as well as reward and punishment systems. The success of the activity is represented by meeting the needs of consumers and achieving strategic goals. At this stage, they can create affiliated companies, going through the life cycle from the very beginning.
6) Stabilization . From this stage the aging of the enterprise begins. The company does not want to strive for change and therefore pays attention interpersonal relationships in a team than to the risks arising in business.
7) Aristocratism . The company already has accumulated capital, which is used to strengthen the control system and organize its activities. Rules are developed related to the traditions of society, and exist only because others have them. The company buys new ideas, absorbs companies located in early stages life cycle.
8) Early bureaucracy . Conflicts in the structure begin to appear in the company, which are resolved by dismissing personnel, but not by changing the structure itself. It is the creation internal problems distracts the company from meeting consumer needs.
9) Late bureaucracy . The organization tries to solve its problems and complies with all necessary principles and procedures. The company is not inclined to efficient work, changes, it implements a rigid control system, which does not contribute to labor efficiency in any way.
10) Death . Once customers stop using the company's services, death occurs. This is a long process that is accompanied by the withdrawal of investments.
Stay up to date with everyone important events United Traders - subscribe to our