Đề bài hình thang. Kết nối ren GOST để cán ren hình thang
Cấu hình và kích thước chủ đề
(GOST 9484-81)Tiêu chuẩn áp dụng cho ren hình thang và thiết lập các biên dạng và kích thước của các phần tử của nó.
TIỂU SỬ CHÍNH
Ví dụ về ký hiệu cho ren một đầu hình thang có đường kính danh nghĩa là 20 mm, bước răng là 4 mm và trường dung sai có đường kính trung bình là 7e:
Tg 20 x 4 -7e
HỒ SƠ ĐÃ XẾP HẠNG
chủ đề bên ngoài và bên trong
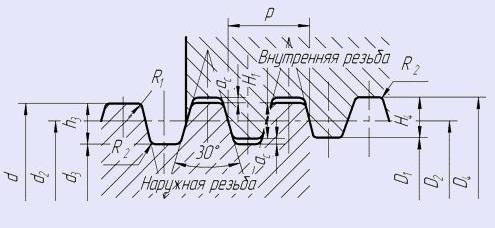
h 3 - chiều cao của biên dạng của ren ngoài; H 4 - chiều cao của biên dạng của ren trong; d 3 - đường kính trong của ren ngoài; D 4 - đường kính bên ngoài luồng nội bộ; R 1 - bán kính làm tròn ở đầu ren ngoài; R 2 - bán kính xoắn trong khoang của ren ngoài và ren trong; a c - khe hở ở đầu ren.

ĐƯỜNG KÍNH VÀ CÁC BƯỚC
chủ đề hình thang bắt đầu đơn theo GOST 24737-81


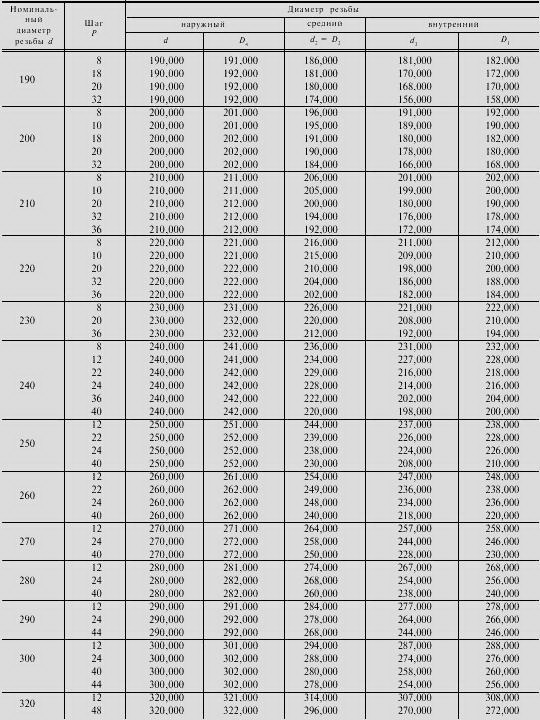
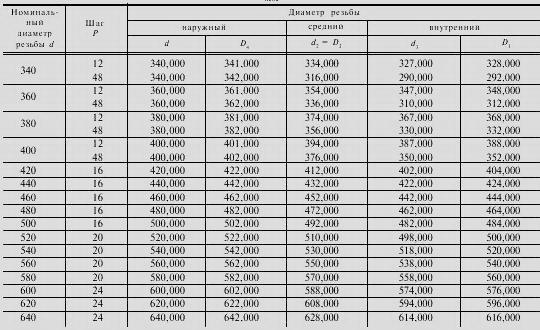
Đường kính và cao độ ưu tiên được quy định trong GOST 24738-81. Các giá trị số của dung sai đường kính và cao độ - theo GOST 9562-81
ĐƯỜNG KÍNH VÀ CÁC BƯỚC
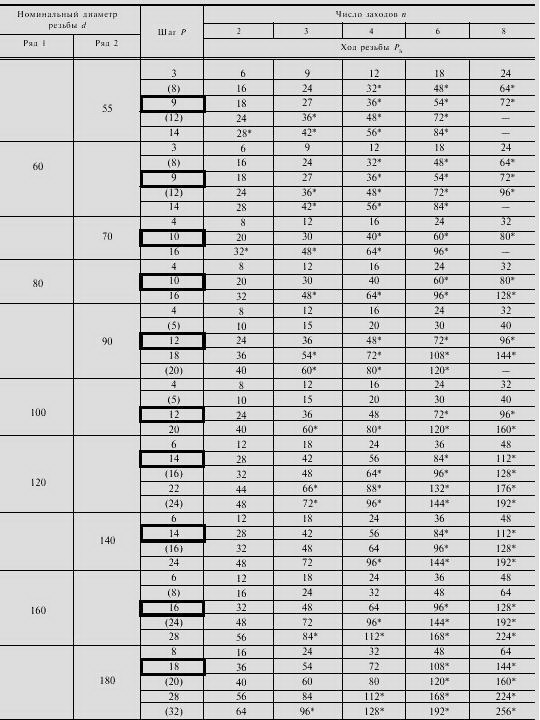
chủ đề đa bắt đầu hình thang theo GOST 24739-81


Ghi chú:
1. Các bước có hộp được ưu tiên.
2. Các bước trong ngoặc đơn không được khuyến khích khi phát triển các thiết kế mới.
3. Các ren có giá trị hành trình được đánh dấu * có góc dẫn lớn hơn 10 o. Đối với các ren này, cần tính đến độ lệch của hình dạng biên dạng trong quá trình chế tạo.
4. Trong các trường hợp hợp lý về mặt kỹ thuật và kinh tế, được phép sử dụng các giá trị khác của đường kính ren danh nghĩa phù hợp với GOST 24738-81.
5. Khi chọn đường kính ren, hàng đầu tiên nên được ưu tiên hơn hàng thứ hai.
Ví dụ về ký hiệu cho ren nhiều đầu hình thang có đường kính danh nghĩa 20 mm, hành trình 8 mm, bước răng 4 mm và trường dung sai 8e:
Tg 20-8 (Tr4) - 8e
Giống nhau, bên trái:
Tg 20-8 (P4) LH - 8e
Chiều dài trang điểm, nếu nó khác với chiều dài chỉ, được chỉ định bằng milimét ở cuối ký hiệu chỉ, ví dụ:
Tg 20-8 (P4) LH - 8e - 180
Các giá trị số của độ dài trang điểm liên quan đến nhóm N và L phù hợp với GOST 9562-81.
Đích đến một kết nối có ren được biểu thị bằng một phân số
Tg 20-8 (P4) LH - 8Н / 8е - 180
Các giá trị số của dung sai đường kính d và D 1 - theo GOST 9562-81.
Các giá trị số của dung sai đường kính d 2, d 3 và D 2 - theo GOST 24739-81.
Ứng dụng chủ đề hình thang
Ren vít me hình thang là loại ren bị dẫn có lực ma sát tương đối lớn và có khả năng tự khóa. Ưu điểm cho công nghệ nâng hạ - ở tư thế nằm nghỉ không cần cố định thêm.
Ren hình thang được sử dụng để chuyển chuyển động quay thành chuyển động thẳng và được sử dụng chủ yếu để chuyển động thẳng... Nó cũng được ứng dụng như một vít dẫn trong máy tiện hoặc làm ren truyền động cho máy ép vít trên bàn hoặc cầu xe.
Ví dụ ứng dụng cho chủ đề trục chính hình thang:
Chuyển động ăn dao trên máy công cụ (ví dụ: vít điều chỉnh và vít dẫn);
- chuyển động trên bộ điều khiển;
- quy định chuyển động trên cơ chế nâng và xe nâng;
- chuyển động của cửa chớp khi khóa máy ép phun;
- chuyển động chuyển động trên các thùng thu gom;
- chuyển động thẳng đứng khi làm việc với máy ép.
Tài liệu liên quan:
GOST 3469-91: Kính hiển vi. Chủ đề ống kính. Kích thước (sửa)
GOST 4608-81: Chủ đề hệ mét. Đổ bộ giao thoa
GOST 5359-77: Chỉ thị kính cho dụng cụ quang học. Hồ sơ và kích thước
GOST 6042-83: Sợi Edison tròn. Hồ sơ, kích thước và kích thước giới hạn
GOST 6111-52 - Chủ đề inch hình nón với góc nghiêng 60 độ
GOST 6211-81: Ren ống hình nón
GOST 6357-81: Ren ống hình trụ
GOST 8762-75 - Chủ đề đường kính tròn 40 mm đối với mặt nạ phòng độc và cỡ nòng cho nó. Kích thước cơ bản
GOST 9000-81 - Chỉ hệ mét cho đường kính nhỏ hơn 1 mm. Dung sai
GOST 9484-81: Sợi chỉ hình thang. Hồ sơ
GOST 9562-81: Chỉ một đầu hình thang. Dung sai
GOST 9909-81: Ren của van và xi lanh côn cho khí
GOST 10177-82: Có ren. Hồ sơ và kích thước chính
GOST 11708-82: Chủ đề. Điều khoản và Định nghĩa
GOST 11709-81: Chỉ hệ mét cho các bộ phận bằng nhựa
GOST 13535-87: Chủ đề lực đẩy gia cố 45 độ
GOST 13536-68: Chỉ tròn cho phụ kiện vệ sinh. Hồ sơ, kích thước chính, dung sai
GOST 16093-2004: Chủ đề hệ mét. Dung sai. Giải phóng mặt bằng phù hợp
GOST 16967-81: Chỉ hệ mét để chế tạo dụng cụ. Đường kính và bước
GOST 24737-81: Một đầu ren hình thang. Kích thước cơ bản
GOST 24739-81: Chuỗi nhiều điểm bắt đầu hình thang
GOST 25096-82: Có ren. Dung sai
GOST 25229-82: Sợi côn theo hệ mét
GOST 28487-90: Mối ghép dao côn cho các phần tử dây khoan. Hồ sơ. Các kích thước. Dung sai
Trong các cơ chế cần chuyển chuyển động quay thành chuyển động tịnh tiến, chúng được sử dụng. Ngoài chức năng biến đổi, ren này có thể chịu được tải trọng tăng lên. Đây là một loại ren được yêu cầu trong các đơn vị quan trọng của cơ cấu, máy công cụ. Bạn có thể quan sát nguyên lý hoạt động của ren này khi siết chặt các vít, khi chuyển động quay của vít làm cho nó chuyển động theo phương thẳng. Lực tác dụng để biến đổi chuyển động phụ thuộc vào góc định hình, bước ren và vật liệu bộ phận.
Tên của sợi chỉ là từ giống với hình thang.
Điện thoại liên hệ: Whatsapp.
Đặc điểm chính của ren hình thang
Hình thang được tạo thành bởi góc của biên dạng ren. Ở loại này, góc nghiêng có thể nằm trong khoảng 15 - 40 độ.
Trong quá trình làm việc, ren có thể gây ra ma sát quá mức. Yếu tố này bị ảnh hưởng bởi góc định hình, loại chất bôi trơn và vật liệu được sử dụng. Các khoảng trống xuyên tâm trong ren hình thang có thể được xác định bằng cách định vị ren ở giữa đường kính.
Chỉ hình thang được chế tạo khá đơn giản. Trong hầu hết các trường hợp, góc cấu hình được đặt thành 30 độ. Chất lượng của ren phụ thuộc phần lớn vào độ chính xác của phôi được sử dụng, cũng như vật liệu.


Phương pháp cắt ren hình thang
Sản xuất thuộc loại này Chỉ có thể được chia thành hai loại - một máy cắt và ba máy cắt.
Ví dụ, hãy xem xét ký hiệu này: Tr 26 × 4 LH - chỉ hình thang, một đầu, có đường kính 26 và bước 4, bên trái.
GOST 9484-81 được sử dụng làm tiêu chuẩn chính.
ĐIỂM 9484 - 81
Chủ đề hình thang có biên dạng 30 °. Mũi chỉđược đo bằng milimét.
Chủ đề hình thang nó được sử dụng trong các đơn vị cơ cấu chuyển chuyển động quay thành tịnh tiến, ví dụ: vít dẫn của máy công cụ, vít trợ lực của máy ép, vít nâng, v.v. Chủ đề loại này có thể chịu được tải trọng đáng kể.
Chủ đề hình thang biểu thị bằng các chữ cái Tr- Tiếng Anh. hình thang:
- Tr 28 × 5- đường kính 28mm, bước 5mm
- Tr 28 × 5 LH- đường kính 28mm bước ren trái 5mm
- Tr 20 × 8 (P4)- đường kính 20 mm, bước răng 4 mm và hành trình 8 mm ren đa đầu
- Tr 20 × 8 (P4) LH- đường kính 20 mm, bước răng 4 mm và hành trình 8 mm, ren nhiều đầu bên trái
NS- đường kính ngoài của ren ngoài (vít)
NS- đường kính ngoài của ren trong (đai ốc)
d 2- đường kính trung bình của ren ngoài
D 2- đường kính trung bình của ren trong
d 1- đường kính trong của ren ngoài
D 1- đường kính trong của ren trong
P- mũi chỉ
NS- chiều cao của hình tam giác ban đầu
H 1- chiều cao làm việc của hồ sơ
| Chủ đề hình thang | |||
| Đường kính ren d | Bươc chân | ||
|---|---|---|---|
| Hàng 1 | Hàng 2 | ||
| 10 | 1.5; 2 | ||
| 11 | 2 ; 3 | ||
| 12 | 2; 3 | ||
| 14 | 2; 3 | ||
| 16 | 2; 4 | ||
| 18 | 2; 4 | ||
| 20 | 2; 4 | ||
| 22 | 3; 5 ; 8 | ||
| 24 | 3; 5 ; 8 | ||
| 26 | 3; 5 ; 8 | ||
| 28 | 3; 5 ; 8 | ||
| 30 | 3; 6 ; 10 | ||
| 32 | 3; 6 ; 10 | ||
| 34 | 3; 6 ; 10 | ||
| 36 | 3; 6 ; 10 | ||
| 38 | 3; 7 ; 10 | ||
| 40 | 3; 7 ; 10 | ||
| 42 | 3; 7 ; 10 | ||
| 44 | 3; 7 ; 12 | ||
| 46 | 3; 8 ; 12 | ||
| 48 | 3; 8 ; 12 | ||
| 50 | 3; 8 ; 12 | ||
| 52 | 3; 8 ; 12 | ||
| 55 | 3; 9 ; 14 | ||
| 60 | 3; 9 ; 14 | ||
| 65 | 4; 10 ; 16 | ||
| 70 | 4; 10 ; 16 | ||
| 75 | 4; 10 ; 16 | ||
| 80 | 4; 10 ; 16 | ||
| 85 | 4; 12 ; 18 | ||
| 90 | 4; 12 ; 18 | ||
| 95 | 4; 12 ; 18 | ||
| 100 | 4; 12 ; 20 | ||
| 110 | 4; 12 ; 20 | ||
| 1. Khi chọn một luồng, ưu tiên cho hàng đầu tiên. 2. Ưu tiên mũi chỉ được tô sáng bằng màu. |
|||
Hoạt động của bộ truyền động của nhiều máy móc, thiết bị và cơ chế dựa trên một quá trình như sự biến đổi chuyển động quay thành chuyển động tịnh tiến. Ví dụ, nguyên tắc này được sử dụng bởi các bộ truyền động cho máy và thiết bị đo lường, van cổng và van, bàn quét, rô bốt và máy công cụ.
Để biến đổi chuyển động quay của một bộ phận nào đó thành chuyển động tịnh tiến của bộ phận khác một cách có hiệu quả, người ta thường sử dụng cặp vít me-đai ốc. Các hộp số như vậy là các sản phẩm có các ứng dụng chế tạo máy nói chung và cần lưu ý rằng hiệu suất, chức năng và độ tin cậy của thiết bị đó phần lớn phụ thuộc vào cách chúng được thiết kế và sản xuất. các bộ phận cấu thành chúng là gì.
Do bánh răng đai ốc tăng độ trơn khi ăn khớp nên chúng gần như hoàn toàn không gây tiếng ồn trong quá trình hoạt động. Thiết kế của chúng tương đối đơn giản và một trong những lợi thế chắc chắn là việc sử dụng chúng cho phép bạn đạt được sức mạnh đáng kể. Qua lớn hơn Vít - đai ốc truyền về góc độ kỹ thuật không khác gì so với kết nối ren thông thường, tuy nhiên, vì chúng được sử dụng để truyền chuyển động nên chúng được chế tạo sao cho lực ma sát trong ren là nhỏ nhất.

Về nguyên tắc, điều này có thể đạt được bằng cách sử dụng ren hình chữ nhật, nhưng nó cũng có những hạn chế. Ví dụ, nó không thể được cắt trên máy ren tiêu chuẩn, và so với ren hình thang, nó có độ bền thấp hơn nhiều. Những yếu tố này dẫn đến một thực tế là trong bánh răng trục vít, ren hình chữ nhật ít được sử dụng. Trong đó, phổ biến nhất chủ đề hình thang, có âm vực thô, trung bình và tốt, cũng như một sợi dai.
Thông thường nhất trong các bánh răng, một đai ốc có thể được tìm thấy chủ đề hình thang với cao độ trung bình. Nó giống nhau, nhưng với một bước nhỏ, được sử dụng khi cần cung cấp một chuyển động nhỏ và với một bước lớn - khi thiết bị được vận hành trong Điều kiện khó khăn... Ngoài ra, do các tính năng của hồ sơ, chủ đề hình thang có thể được sử dụng thành công trong các cơ chế yêu cầu chuyển động ngược lại. Các chủ đề như vậy là đơn và đa bắt đầu, bên phải và bên trái.
Vật liệu dùng trong truyền động trục vít - đai ốcCác yêu cầu chính đối với những vật liệu được sử dụng trong bánh răng đai ốc là khả năng chống mài mòn, độ bền và khả năng gia công tốt. Đối với những con vít không cứng, chúng được làm từ thép A50, St50 và St45 và những loại được làm cứng - từ thép 40HG, 40X, U65, U10... Quả hạch thường làm bằng đồng BrOCS-6-6-3 hoặc BROFYU-1.
Các bộ phận trong máy móc, cơ chế, thiết bị, cũng như bộ máy và cấu trúc được kết nối với nhau theo một cách nào đó. Các kết nối này thực hiện các chức năng khác nhau và trước hết được chia thành hai loại: di động và cố định.
Kết nối cố định - kết nối của các bộ phận, đảm bảo bất biến về vị trí tương đối của chúng trong quá trình hoạt động. Ví dụ, mối nối hàn, mối nối sử dụng ốc vít, ... Mối nối di động là mối liên kết trong đó các bộ phận có khả năng chuyển động tương đối với nhau trong điều kiện làm việc. Ví dụ, một kết nối răng cưa.
Đến lượt mình, các mối nối cố định và di chuyển được chia thành các mối nối có thể tháo rời và một mảnh, tùy thuộc vào khả năng tháo dỡ kết nối.
Kết nối một mảnh là kết nối không thể ngắt mà không phá vỡ hình dạng của các bộ phận hoặc phần tử kết nối của chúng. Ví dụ, kết nối được hàn, bện, tán đinh, v.v.
Kết nối có thể tháo rời - kết nối có thể được ngắt và kết nối nhiều lần mà không làm biến dạng các chốt được kết nối hoặc ốc vít. Ví dụ, kết nối ren với bu lông, vít, nêm, rãnh then, bánh răng, v.v.
Bài viết này dành để giới thiệu tổng quan về các kết nối có ren, một loạt các kết nối mà bạn thường gặp trong cuộc sống hàng ngày.
Kết nối bằng ren - kết nối các bộ phận bằng cách sử dụng một sợi. Mọi người đều biết thread là gì, mọi người đã từng xem qua. Nhiều người cũng biết rằng các chủ đề khác nhau, vì chúng có kích thước khác nhau, bước và như vậy. Tuy nhiên, không nhiều người hình dung ra điều này được quy định như thế nào, và cũng không chỉ có chủ đề số liệu quen thuộc với chúng ta hình trụ, mà còn nhiều loại khác của nó.
1. Khái niệm về luồng
Ren là một bề mặt được hình thành bởi chuyển động xoắn của một đường bao phẳng dọc theo một bề mặt hình trụ hoặc hình nón, hay nói cách khác là một đường xoắn ốc có bước sóng không đổi được hình thành trên bề mặt này.
Hình 1 - Chủ đề
Theo mục đích, các luồng được chia thành buộc (trong một kết nối cố định) và chạy hoặc động học (trong một kết nối di động). Thông thường, ren buộc có chức năng thứ hai - làm kín mối nối ren, đảm bảo độ kín của nó, những ren như vậy được gọi là buộc và làm kín. Cũng có những chủ đề đặc biệt có một mục đích đặc biệt.
Tùy thuộc vào hình dạng của bề mặt mà ren được cắt, nó có thể là hình trụ hoặc hình côn.
Tùy thuộc vào vị trí của bề mặt, ren có thể ở bên ngoài (cắt trên thanh) hoặc bên trong (cắt trong lỗ).
Tùy theo hình dạng của biên dạng mà có các loại ren hình tam giác, hình thang, hình chữ nhật, hình tròn và đặc biệt.
Chủ đề hình tam giác được chia nhỏ thành hệ mét, ống, inch côn, chủ đề hình thang- về hình thang, cố định, bướng bỉnh.
Theo kích thước của bước, các chủ đề được phân biệt lớn, nhỏ và đặc biệt.
Theo số lần bắt đầu, các chủ đề được chia thành một lần bắt đầu và nhiều lần bắt đầu.
Theo chiều của đường xoắn, người ta phân biệt sợi bên phải (sợi được cắt theo chiều kim đồng hồ) và sợi bên trái (sợi được cắt ngược chiều kim đồng hồ).
Trong Hình 2, toàn bộ phân loại các luồng được trình bày dưới dạng sơ đồ:

Hình 2 - Phân loại chủ đề
Ngoài cách phân loại trên, tất cả các luồng được chia thành hai nhóm: tiêu chuẩn và phi tiêu chuẩn; đối với các luồng tiêu chuẩn, tất cả các tham số của chúng được xác định bởi GOST. Các thông số chính của luồng được xác định bởi GOST 11708-82. Đây là những cái gọi là chủ đề tiêu chuẩn. mục đích chung... Ngoài chúng ra, còn có khái niệm về sợi đặc biệt. Chủ đề đặc biệt là chủ đề có cấu hình tiêu chuẩn nhưng khác với kích thước tiêu chuẩnđường kính hoặc bước ren, và ren có biên dạng không tiêu chuẩn. Các ren phi tiêu chuẩn - hình vuông và hình chữ nhật - được thực hiện theo các bản vẽ riêng, trên đó tất cả các thông số ren được chỉ định. (Để biết thêm chi tiết, hãy xem phần 5. Mục đích hoạt động của luồng và ứng dụng của nó).
3. Cấu hình và thông số của luồng
Cấu hình chủ đề được đặc trưng bởi Các tính năng sau đây:
. chủ đề hệ mét có thiết diện là một tam giác đều với góc ở đỉnh là 60 °. Các phần lồi và chỗ lõm của chỉ bị cùn (GOST 9150-2002).
Chủ đề hệ mét có hình trụ và hình côn.

. đường ống có thiết diện là một tam giác cân với góc ở đỉnh bằng 55 °. Các ren ống cũng có thể là hình trụ và hình côn.


. ren inch thon có thiết diện là một tam giác đều.

Chủ đề hình nón inch
. sợi tròn có dạng hình bán nguyệt.

. chủ đề hình thang có thiết diện là hình thang cân với góc giữa các cạnh bên bằng 30 0.

. sợi đẩy có mặt cắt là hình thang không cân với góc nghiêng của mặt làm việc là 3 ° và mặt không làm việc - 30 °.

. sợi hình chữ nhật có dạng hình chữ nhật. Chủ đề không được tiêu chuẩn hóa.

Chủ đề hình chữ nhật không tiêu chuẩn
Tham số chủ đề
Các tham số chủ đề chính là:
Đường kính đề(d) là đường kính của bề mặt mà ren sẽ được tạo thành.

Hình 3 - Đường kính ngoài
Mũi chỉ(P) là khoảng cách dọc theo một đường song song với trục ren giữa các điểm giữa của các cạnh bên gần nhất của cùng tên của biên dạng ren nằm trong cùng một mặt phẳng trục ở một phía của trục quay (GOST 11708-82) .
Chủ đề(Рh) - chuyển động dọc trục tương đối của chi tiết có ren trong một vòng quay (360 °), bằng tích nР, trong đó n là số lần bắt đầu ren. Với một sợi chỉ khởi động, hành trình bằng với cao độ. Một luồng được hình thành bởi chuyển động của một cấu hình được gọi là khởi động đơn, được hình thành bởi chuyển động của hai, ba hoặc nhiều cấu hình giống nhau, nó được gọi là đa điểm bắt đầu (hai, ba điểm bắt đầu, v.v.). Nói cách khác, không phải một đường xoắn ốc được cắt cùng một lúc trên bu lông và đai ốc, mà là hai hoặc ba đường xoắn ốc. Nhiều luồng thường được sử dụng trong thiết bị có độ chính xác cao, ví dụ, trong thiết bị chụp ảnh, để định vị vị trí duy nhất của các bộ phận trong quá trình quay lẫn nhau. Một chuỗi như vậy có thể được phân biệt với một chuỗi thông thường bằng hai hoặc ba lần bắt đầu ở phần cuối.

Hình 4 - Bước ren và đường dẫn ren
Ren được đặc trưng bởi ba đường kính: d ngoài (D), d1 trong (D1) và d2 giữa (D2). Đường kính ren đực là d, d1 và d2, và đường kính lỗ khoan cái là D, D1 và D2.

Hình 5 - Đường kính ren
- đường kính ngoài (danh nghĩa) d (D) - đường kính của hình trụ tưởng tượng được mô tả xung quanh các đỉnh của ren ngoài (d) hoặc các rãnh của ren trong (D). Đường kính này là quyết định đối với hầu hết các chủ đề và được bao gồm trong Biểu tượng chủ đề;
- đường kính trung bình d2 (D2) - đường kính của hình trụ, đường sinh của nó cắt biên dạng ren sao cho các đoạn của nó được tạo thành tại giao điểm với rãnh bằng một nửa bước ren danh nghĩa;
- đường kính trong d1 (D1,), đường kính của hình trụ ghi trong máng của ren ngoài (d1,) hoặc đỉnh của ren trong (D1).
Việc xây dựng bề mặt xoắn trong bản vẽ là một quá trình lâu dài và phức tạp, do đó, trong bản vẽ của sản phẩm, ren được mô tả có điều kiện, phù hợp với GOST 2.311-68. Trên thanh, ren được mô tả bằng đặc chính. các đường dọc theo đường kính ngoài và các đường mảnh đặc dọc theo đường kính trong.

Hình 6 - Một ví dụ về hình ảnh một sợi trên thanh và trong lỗ
4. Chỉ định chủ đề
Chỉ định chủ đề thường bao gồm chỉ định thư loại chỉ và đường kính danh nghĩa... Ngoài ra, ký hiệu có thể chứa bước ren (hoặc TPI - luồng trên inch - số luồng trên inch), số lần bắt đầu cho một luồng nhiều đầu, đường kính của lỗ cho ren, hướng (trái, đúng).
Chủ đề hệ mét- với bước và các tham số ren cơ bản tính bằng milimét. Nó được sử dụng rộng rãi với đường kính danh nghĩa từ 1 đến 600 mm và bước răng từ 0,25 đến 6 mm. Ren hệ mét là ren buộc chính. Chủ đề này là bắt đầu đơn, chủ yếu là bên phải, với cao độ lớn hoặc nhỏ. Ký hiệu của ren hệ mét bao gồm chữ M và đường kính danh nghĩa của ren, và bước ren thô không được chỉ định: M5; M56. Đối với ren có bước ren nhỏ, ghi thêm bước ren M5 × 0.5; M56 × 2. Ở cuối ký hiệu luồng bên trái, các chữ cái LH được đặt, ví dụ: М5LH; LH: M56 × 2. Ký hiệu chỉ cũng cho biết cấp độ chính xác: M5-6g.

Ví dụ về chỉ định:
M 30 - ren hệ mét có đường kính ngoài 30 mm và bước ren lớn;
M 30 × 1,5 - ren hệ mét có đường kính ngoài 30 mm, với bước nhỏ 1,5 mm.
Mặc dù ren hệ mét không được sử dụng rộng rãi trong các mối nối kín, tuy nhiên, khả năng như vậy đã được trình bày trong tiêu chuẩn. Đây là các ren dạng côn và hình trụ theo hệ mét.
Chủ đề thuôn theo hệ mét thực hiện với độ côn 1:16 và đường kính danh nghĩa từ 6 đến 60 mm phù hợp với GOST 25229-82 (ST SEV 304-76). Nó được thiết kế cho các kết nối ren côn tự hàn kín, cũng như cho các kết nối của ren côn ngoài với ren hình trụ bên trong có biên dạng danh nghĩa phù hợp với GOST 9150-2002. Ký hiệu của ren côn theo hệ mét bao gồm loại ren (chữ MK), đường kính danh nghĩa của ren, bước ren. Các chữ cái LH được đặt ở cuối biểu tượng sợi bên tay trái.
Ví dụ về chỉ định:
MK 30 × 2 LН - ren côn bên trái hệ mét với đường kính ngoài 30 mm, bước ren 2 mm.
Chủ đề thẳng hệ mét (có biên dạng)dựa trên ren hệ mét (M) với đường kính danh nghĩa từ 1,6 đến 200 mm và góc định hình 60 °. Sự khác biệt chính của nó là ở trục vít, có bán kính gốc trên ren tăng lên (từ 0,15011P đến 0,180424P), mang lại kết nối ren dựa trên ren hệ mét hình trụ có đặc tính chịu nhiệt và mỏi cao hơn. Ren hình trụ hệ mét được ký hiệu bằng các chữ cái MJ, tiếp theo là giá trị số của đường kính ren danh nghĩa tính bằng milimét, trị số của bước răng, trường dung sai của đường kính trung bình và trường dung sai của đường kính phần nhô ra.
Ren MJ bên trong tương thích với ren M bên ngoài nếu đường kính danh nghĩa và bước ren phù hợp, tức là có thể vặn vít hệ mét thông thường vào đai ốc có ren như vậy.
Ví dụ về chỉ định:
MJ6 × 1-4h6h - ren ngoài trên bề mặt của trục có đường kính danh nghĩa 6 mm, bước răng 1 mm, trường dung sai đường kính trung bình là 4h và trường dung sai đường kính chiếu 6h.
Sự khác biệt về luồng inch từ hệ mét trong đó góc ở đầu sợi chỉ là 55 độ đối với tiêu chuẩn BSW (Ww) và BSF của Anh hoặc 60 độ (theo hệ mét) trong Hệ thống của Mỹ(UNC và UNF), và bước ren được tính bằng tỷ số giữa số lượng sợi chỉ trên một inch chiều dài của sợi chỉ. Không thể kết hợp ren hệ mét và ren, do đó, ở các quốc gia có hệ mét, chỉ sử dụng ren ống inch.
Đối với ren inch, tất cả các thông số của ren được biểu thị bằng inch (thường được biểu thị bằng một số nguyên tố kép được đặt ngay sau giá trị số, ví dụ: 3 "= 3 inch), bước ren tính bằng phân số của inch (inch = 2,54 cm). Đối với ren ống inch, kích thước tính bằng inch không có nghĩa là kích thước của ren mà là khe hở có điều kiện trong ống, trong khi đường kính ngoài thực tế lớn hơn nhiều. Đặc tính đường ống thực tế chính xác là nó tính đến độ dày của thành ống, có thể dày hơn hoặc mỏng hơn, tùy thuộc vào vật liệu sản xuất và áp suất làm việc mà ống được thiết kế. Do đó, tiêu chuẩn inch cho ren ống được hiểu và chấp nhận trên toàn thế giới như một ngoại lệ đối với các quy tắc hệ mét.
Đường kính ren inch không phải là thông số duy nhất quan trọng khi chọn ống. Cần xem xét: chiều sâu ren, bước ren, đường kính ngoài và trong, góc của biên dạng ren. Cần lưu ý rằng bước ren trong trường hợp này không được tính bằng inch hoặc thậm chí bằng milimét mà bằng ren. Một sợi là một rãnh cắt. Do đó, tính toán dựa trên có bao nhiêu rãnh được cắt trong một đoạn ống đo được một inch. Ví dụ, ống nước thông thường chỉ có hai loại bước ren: 14 ren, tương ứng với bước ren là 1,8 mm và 11 ren - bước theo hệ mét là 2,31 mm.
Bảng 2 cho thấy sự khác biệt chính giữa ren hình trụ "inch" và "ống" liên quan đến ren "hệ mét" cho các kích thước phổ biến nhất của các loại ren trên.

Nếu có thể, không sử dụng các chủ đề được đánh dấu *.
Đương nhiên, các tiêu chuẩn đặc biệt như vậy để tính toán đường kính và bước chỉ gây thêm sự nhầm lẫn cho việc xác định các giá trị cần thiết. Do đó, các bảng đã được phát triển để xác định số lượng ren và đường kính của ống khi có ren inch. Ngoài ra, bất kỳ bao bì nào cũng luôn ghi rõ giá trị và tiêu chuẩn của nó. Nhưng tất cả đều giống nhau, dữ liệu là gần đúng và bạn không bao giờ được loại trừ lỗi có thể xảy ra.

* Khi xác định kích thước, nên ưu tiên các giá trị của hàng 1.
Nó có mặt cắt ở dạng tam giác cân với góc đỉnh là 55 °, đỉnh và đáy được làm tròn (GOST 6357-81).

Chú thích ren bao gồm chữ G, ký hiệu cho đường kính danh nghĩa của ren tính bằng inch và cấp chính xác cho đường kính trung bình. Đối với chủ đề bên trái, ký hiệu được bổ sung bằng các chữ cái LH.
Ví dụ về chỉ định:
G 1 1/2-A - ren ống hình trụ có kích thước 1 1/2 ", cấp chính xác A;
1 / 4-20 BSP - Ren ống song song Whitworth theo tiêu chuẩn B. S.93 (Anh).
có cấu tạo tương tự như cấu tạo của ren ống hình trụ. Kết nối đường ống với sợi côn(côn 1:16), với các sản phẩm có ren ống hình trụ GOST 6211-81.

Chú thích ren bao gồm các chữ cái R, kích thước của đường kính danh nghĩa tính bằng inch. Ký hiệu Rc được sử dụng cho các ren ống cái côn. Biểu tượng sợi bên tay trái được bổ sung bằng các chữ cái LH.
Ví dụ về chỉ định:
R 1 1/2 - ren ống hình nón bên ngoài có kích thước 1 1/2 ”;
R 1 1/2 LH - ren ống hình nón bên trái;
Rс 1/2 - ren ống hình nón cái;
BSPT 1 1/2 - ren ống côn cái theo tiêu chuẩn B. S.93 (Anh).
Với góc nghiêng 60 °, GOST 6111-52 được cắt trên bề mặt côn với độ côn 1:16.

Ký hiệu bao gồm chữ K và kích thước của ren tính bằng inch với chỉ dẫn về kích thước, nó được áp dụng trên giá của dây dẫn, như trong trường hợp ren ống. Ví dụ về chỉ định:
K 3/4 ″ phù hợp với GOST 6111-52. 3 / 8-18 chỉ định NPT theo ANSI / ASME B 1.20.1 (Mỹ).
Phục vụ để truyền chuyển động và nỗ lực. Biên dạng của ren hình thang là hình thang cân có góc giữa các cạnh là 30 °. Đối với mỗi đường kính, ren có thể là một đầu và nhiều đầu, phải và trái GOST 9484-81.
Kích thước chính, đường kính, cao độ, dung sai ren một lần khởi động được tiêu chuẩn hóa theo GOST 24737-81, 24738-81, 9562-81. Đối với chủ đề nhiều lần bắt đầu, các tham số này nằm trong GOST 24739-81.
Ký hiệu của ren một đầu bao gồm các chữ Tr, giá trị đường kính danh nghĩa của ren, bước răng, trường dung sai.
Ví dụ về chỉ định:
Tr 40 × 6-8e - ren ngoài một đầu hình thang có đường kính 40 mm với bước răng 6 mm; Tr 40 × 6-8e-85 - cùng chiều dài trang điểm 85 mm;
Tr 40 × 6LH-7H - bên trái bên trong tương tự.
Giá trị số của khách hàng tiềm năng được thêm vào chú thích chuỗi nhiều điểm bắt đầu:
Tr 20 × 8 (P4) -8e - ren ngoài đa đầu hình thang có đường kính 20 mm với hành trình 8 mm và bước răng 4 mm.
Có dạng hình thang không đều. Các chỗ lõm biên dạng được làm tròn, đối với mỗi đường kính có ba các bước khác nhau... Làm nhiệm vụ truyền chuyển động với tải trọng dọc trục lớn GOST 10177-82.
Các ren lực đẩy được ký hiệu bằng các chữ cái S, sau đó cho biết đường kính ren danh nghĩa tính bằng milimét, bước ren (chì và mũi chỉ, nếu ren này là nhiều đầu), hướng ren (đối với ren bên phải, không biểu thị, đối với bên trái -cơ chỉ tay, LH), và lớp chính xác của chỉ.
Ví dụ về chỉ định:
S 80 × 10 - ren lực đẩy một lần khởi động có đường kính ngoài 80 mm và bước răng 10 mm;
S 80 × 20 (P10) - ren lực đẩy khởi động kép có đường kính ngoài 80 mm, hành trình 20 mm và bước răng 10 mm.
Chủ đề đặc biệt có biên dạng tiêu chuẩn, nhưng đường kính hoặc cao độ không tiêu chuẩn, ký hiệu: Cn M40 × 1,5 - 6 gam.
Sợi hình chữ nhật (hình vuông)... Ren có biên dạng không chuẩn là hình chữ nhật (hoặc hình vuông), do đó, tất cả các kích thước của nó đều được chỉ ra trên bản vẽ. Nó được sử dụng để truyền chuyển động của các kết nối ren có thể di chuyển được tải nặng. Thường được thực hiện trên vít tải hàng hóa và chì.
Có cấu hình thu được bằng cách nối hai cung có cùng bán kính. ĐIỂM 13536- 68 xác định biên dạng, kích thước cơ bản và dung sai của ren tròn. Ren này được sử dụng cho trục van của máy trộn và vòi toilet GOST 19681-94 và vòi nước. Chỉ có một đường kính d = 7 mm và bước răng P = 2,54 mm.
Ví dụ về chỉ định:
Kr 7 × 2,54 GOST 13536-68, trong đó 2,54 là bước ren tính bằng mm, 12 là đường kính ren danh nghĩa tính bằng mm.
Một biên dạng tương tự có một ren tròn (nhưng đối với đường kính 8 ... 200 mm) theo ST SEV 3293-81, được đưa vào hiệu lực trực tiếp như Tiêu chuẩn nhà nước... Sợi chỉ được sử dụng cho móc của cần trục, cũng như trong môi trường khắc nghiệt.
Ví dụ về chỉ định:
Rd 16 - ren tròn có đường kính ngoài 16 mm; Rd 16LH - chỉ tròn có đường kính 16 mm, bên trái.
5. Mục đích hoạt động của luồng và ứng dụng của nó
Kết nối ren phổ biến rộng rãi trong kỹ thuật cơ khí (trong hầu hết các máy móc hiện đại, hơn 60% tất cả các bộ phận đều có ren). Theo mục đích hoạt động, các luồng được phân biệt Sử dụng chung và đặc biệt, được thiết kế để kết nối một loại bộ phận của một cơ chế nhất định. Nhóm đầu tiên bao gồm các chủ đề:
1.) Chốt- hệ mét, inch, được sử dụng cho kết nối có thể tháo rời của các bộ phận máy. Mục đích chính của họ là cung cấp đầy đủ và kết nối đáng tin cậy các bộ phận ở nhiều tải khác nhau và ở nhiều điều kiện nhiệt độ trong quá trình hoạt động lâu dài.
2.) Thiết bị chạy hoặc động học - hình thang và hình chữ nhật, được sử dụng cho vít chì, máy công cụ và vít đỡ bàn dụng cụ đo lường vv Mục đích chính của chúng là đảm bảo chuyển động chính xác với ít ma sát nhất, và đối với ren hình chữ nhật cũng để loại trừ khả năng tự tháo xoắn dưới tác dụng của một lực tác dụng; Lực đẩy (trong máy ép và kích) và tròn, được thiết kế để chuyển chuyển động quay thành chuyển động thẳng. Họ nhận thấy những nỗ lực tuyệt vời ở tốc độ tương đối thấp. Mục đích chính của chúng là đảm bảo quay trơn tru và cao dung tải(đối với các dụng cụ đo vi lượng chính xác, một ren hệ mét tăng độ chính xác được sử dụng). Ren tròn được sử dụng rộng rãi cho các vòi nước phù hợp với GOST 20275-74 và trong các bộ phận như máy trộn, vòi, van, trục xoay phù hợp với GOST 19681-94 (Phụ kiện gấp nước vệ sinh kỹ thuật).
3.) Chốt và niêm phong (đường ống và cốt thép) - hình trụ và hình nón, hệ mét và hình nón, được sử dụng cho đường ống và phụ kiện, mục đích chính của chúng là đảm bảo độ kín của các mối nối (không tính đến tải trọng xung kích) ở áp suất thấp.
Các ren ống hình trụ phù hợp với GOST 6357-81 được sử dụng trên ống dẫn nước và khí đốt, các bộ phận cho kết nối của chúng (khớp nối, khuỷu tay, chữ thập, v.v.), phụ kiện đường ống(van cổng, van, v.v.).
Ren ống côn phù hợp với GOST 6211-81 được sử dụng trong các mối nối ống khi áp lực cao và nhiệt độ (trong van và Bình gas), khi yêu cầu tăng độ chặt của kết nối.
Được giới thiệu đến nhóm thứ hai, chủ đề đặc biệtcó mục đích đặc biệt và được sử dụng trong các ngành chuyên biệt nhất định. Chúng bao gồm những điều sau:
1.) chủ đề chặt chẽ theo hệ mét- chỉ được tạo trên thanh (trên kẹp tóc) và trong lỗ (trong ổ cắm) theo các kích thước giới hạn lớn nhất; nhằm mục đích hình thành các kết nối ren với khớp nối chống nhiễu.
2.) chủ đề giải phóng mặt bằng hệ mét- ren cần thiết để đảm bảo dễ dàng tạo ra và nới lỏng các kết nối ren của các bộ phận hoạt động dưới nhiệt độ cao khi các điều kiện được tạo ra để đông kết (nối) các màng oxit, lớp màng này bao phủ bề mặt của chỉ.
3.) chuỗi xem (số liệu)- ren dùng trong ngành đồng hồ (đường kính từ 0,25 đến 0,9 mm).
4.) chủ đề cho kính hiển vi- sợi được thiết kế để kết nối ống với thấu kính; có hai kích thước:
4,1) inch - đường kính 4/5 "" (20,270 mm) và bước răng 0,705 mm (36 luồng trên 1 "");
4.2) hệ mét - đường kính 27 mm, bước răng 0,75 mm;
5) chủ đề đa khởi động mắt- được khuyến nghị cho các thiết bị quang học; biên dạng ren - hình thang cân với một góc 60 °.
Các yêu cầu về hiệu suất cho luồng phụ thuộc vào mục đích của kết nối luồng. Phổ biến cho tất cả các ren là các yêu cầu về độ bền và trang điểm mà không cần lắp các bộ phận ren được sản xuất độc lập trong khi duy trì màn biểu diễn kết nối. Tóm tắt ngắn gọn các luồng được sử dụng chính cho các mục đích hoạt động, bạn có thể suy luận dưới dạng bảng sau:

6.Xác định kích thước ren
Thông thường, các ren trên các phụ kiện khác nhau trông giống nhau nên khó xác định bằng mắt thường loại ren. Ren trên phụ kiện được xác định bằng cách đo các thông số chính bằng thước đo ren và thước cặp vernier và so sánh kết quả thu được với bảng ren.

Hình 7 - Phép đo các thông số ren
Có hai loại thước đo ren: có tem M 60® - dành cho ren hệ mét có góc định hình 60 ° và có tem D 55® - dành cho ren inch và ren ống có góc định hình 55 °. Trên mỗi ống góp của thước đo ren cho ren hệ mét, một con số được đóng dấu cho biết bước ren tính bằng mm cho inch và ren ống - số bước trên chiều dài 25,4 mm (1 "= 25,4 mm).
7. các phương thức phân luồng
Các phương pháp chính để tạo chủ đề là:
- cắt chúng bằng máy cắt và lược trên máy tiện;
- khai thác bằng khuôn với các đầu cắt ren;
- cán nguội và nóng với khuôn phẳng hoặc khía tròn;
- phay bằng máy phay ren đặc biệt;
- mài bằng bánh mài.
Việc lựa chọn phương pháp ren phụ thuộc vào loại sản xuất ren, độ chính xác của vật liệu phôi, v.v.

Hình 8 - Công cụ tạo ren
1. Cắt chỉ với răng cửa. Sử dụng máy cắt ren và lược trên máy tiện cắt vít trên máy móc, cả ren ngoài và ren trong đều được cắt (ren trong bắt đầu từ đường kính 12 mm trở lên). Phương pháp tiện ren bằng máy cắt có đặc điểm là năng suất tương đối thấp nên hiện nay chủ yếu được sử dụng trong sản xuất quy mô nhỏ và riêng lẻ, cũng như chế tạo các loại vít chính xác bằng thước kẹp chì, ... Ưu điểm của phương pháp này là sự đơn giản của nó công cụ cắt và tương đối độ chính xác cao luồng kết quả.
2. Cắt chỉ với khuôn và vòi. Xúc xắc của riêng họ tính năng thiết kếđược chia thành vòng và trượt. Khuôn tròn được sử dụng cho phôi lắp ráp và các công việc khác được thiết kế để cắt ren ngoài với đường kính lên đến 52 mm trong một lần. Đối với ren lớn hơn, khuôn thiết kế đặc biệt được sử dụng, thực tế chỉ dùng để làm sạch chỉ sau khi cắt sơ bộ bằng các công cụ khác. Khuôn trượt gồm hai nửa hội tụ dần dần trong quá trình cắt. Vòi là một thanh thép có ren được chia theo các rãnh thẳng hoặc rãnh xoắn dọc tạo thành các cạnh cắt. Các rãnh giống nhau phục vụ cho việc thoát phoi. Theo phương pháp áp dụng, vòi được chia thành thủ công và máy.
3. Cán ren. Phương pháp sản xuất ren công nghiệp chính ở thời điểm hiện tại là cán trên máy cán ren đặc biệt. Bộ phận được kẹp trong một cơ phó. Trong trường hợp này, với năng suất cao sẽ thu được sản phẩm chất lượng cao (hình dạng, kích thước và độ nhám bề mặt). Quá trình cán ren bao gồm việc tạo ren trên bề mặt của một chi tiết mà không loại bỏ phoi do biến dạng dẻo của bề mặt phôi. Về mặt sơ đồ, nó trông như thế này. Chi tiết được cán giữa hai khuôn phẳng hoặc con lăn hình trụ có biên dạng ren và ren có cùng biên dạng được ép đùn trên thanh. Đường kính lớn nhất ren cuộn 25 mm tối thiểu 1 mm; chiều dài của cuộn chỉ là 60 ... 80 mm.
4. Phay ren. Phay ren ngoài và ren trong được thực hiện trên máy phay ren đặc biệt. Trong trường hợp này, một máy cắt lược xoay, với nguồn cấp hướng tâm, sẽ cắt vào thân của bộ phận và xay sợi trên bề mặt của nó. Định kỳ, có một chuyển động dọc trục của chi tiết hoặc dao cắt từ một máy photocopy đặc biệt với một lượng bằng bước ren trong một vòng quay của chi tiết.
5. Mài các chủ đề chính xác. Mài như một phương pháp tạo ren chủ yếu được sử dụng để có được ren chính xác trên các chi tiết có ren tương đối ngắn, ví dụ, phích cắm ren - đồng hồ đo con lăn ren, v.v. Bản chất của quá trình này là đá mài nằm đối với chi tiết ở góc nhô lên của chỉ trong quá trình quay nhanh và quay chậm đồng thời của chi tiết có tiến dao dọc trục bằng lượng bước ren trên mỗi vòng quay, sẽ cắt (mài) một phần của bề mặt chi tiết. Tùy thuộc vào thiết kế của máy và một số yếu tố khác, ren được mài từ hai đến bốn lần hoặc nhiều hơn.
8. Các loại chủ đề nước ngoài
Một số tiêu chuẩn đáng được tôn trọng của các nước như Anh (BS), Đức (DIN), Pháp (NF), Nhật Bản (JIS), Mỹ (UNC) đã được áp dụng trên thế giới. Những lý do chính cho sự khác biệt của họ theo truyền thống các hệ thống khác nhau các biện pháp và phương pháp thiết lập kích thước của các chủ đề trong Những đất nước khác nhau cũng như các ứng dụng đặc biệt cho luồng. Tuy nhiên, trong hơn một thế kỷ qua, tiêu chuẩn đo lường ISO, Tổ chức Tiêu chuẩn hóa Quốc tế, đã khẳng định được vị thế của mình trên thế giới, do đó đã góp phần vào sự hiểu biết lẫn nhau của các chuyên gia kỹ thuật.
Các loại chủ đề nước ngoài phổ biến nhất là:
- ISO hệ mét
- Chủ đề Whitword
- Chủ đề hình thang
- Sợi tròn
- Lực đẩy chủ đề
Bảng tóm tắt trên mô tả sự tương ứng của hơn hai mươi loại chủ đề (các loại dầu khí chế tạo máy nói chung) và đề cập đến các tài liệu quy định và kỹ thuật trong và ngoài nước quy định về lĩnh vực này. 




Vì Bảng 8 ở trên chỉ đưa ra một ý tưởng chung về sự phong phú loại khác chủ đề và các văn bản quy định chúng và lượng dữ liệu lớn không cho phép đối chiếu và so sánh đầy đủ các chủ đề của các tiêu chuẩn trong nước và nước ngoài, ví dụ, xem xét sự tuân thủ các loại khác nhau ren tam giác thường được tìm thấy nhất trong kỹ thuật cơ khí nói chung.

và các khớp nối với chúng. Điều kiện kỹ thuật "
OST NKTP 1260 "Sợi chỉ inch với góc nghiêng 55 độ"