Reunalevyn ulostulo. Kuinka paljon jätettä saadaan hakattaessa metsää Pyöreän puun kaupallisen puun tuotannon laskeminen
Puun sahaus on erilaisia teknologioita käyttävä toimintosarja, jonka tavoitteena on saada puutavaraa jatkokäyttöön soveltuvasta pyöreästä puusta. Prosessin kesto ja työpanos riippuvat valitusta pyöreän puun käsittelytavasta sekä vuoden aika.
Työkalut ja välineet
Tuotannossa käytetään runkoja ja suuria oksia. Kaikki materiaali on jaettu ryhmiin paksuuden ja kuoren läsnäolon mukaan. Usein puunjalostusyrityksillä on korjuupaikan lähellä työpajoja, joihin asennetaan koneet puun alkukäsittelyä varten.

Manuaalinen metsän kuorinta
Puutavaraa, joka ei ole läpäissyt kuorintavaihetta, voidaan käyttää lattioiden rakentamisessa tai vastaavan sisustuksen harjapalkkina tai tukilaitteena rakentamisen aikana.

Teollinen metsän kuorinta
Jos puulle suunnitellaan erilaista käyttöä, suoritetaan sahaus, jolloin saadaan seuraavat segmentit:
- reunustamaton ja puolireunattu (karkea materiaali, josta lattian, seinien tai katon perustukset on asennettu);
- reunustettu (suunniteltu hienolle lattialle).
Sahauksen voi suorittaa kenttäorganisaatio, jolla on kaikki tarvittavat työkalut.

Puun sahauskaavio
Materiaalin järkevä käyttö varmistetaan leikkauskaavion noudattamisella. Näin voit vähentää jätteistä aiheutuvia kustannuksia, joiden prosenttiosuutta kortti voi vähentää merkittävästi. Käytettävät työkalut ja puuntyöstölaitteiden tyypit riippuvat valmiin puun tilavuudesta, halutusta laadusta ja koosta.

Yleisimmin käytetyt pyörösahat ja erilaiset koneet:
- pyöreä pyörösahan ansiosta mahdollistaa tarkan leikkauksen eri suuntiin. Sopii sekä ammatti- että kotikäyttöön, kestää täydellisesti pyöreän puun halkaisijan keskiarvon yläpuolella;
- moottorisaha;
- koneet puhtaan kuoren poistoon;
- sahaus vannesahalla mahdollistaa tiheiden tukien käsittelyn, sitä pidetään suosituimpana, koska tuotos antaa korkealaatuista materiaalia ja pienen määrän jätettä;
- levykone: kaksireunaisten palkkien ja reunalevyjen tuotanto;
- runkosaha ei tarvitse perustaa, sitä käyttävä tekniikka mahdollistaa laitteiden asentamisen leikkauspaikan välittömään läheisyyteen;
- pienikokoiset mittarit käsitellään yleiskoneilla, tuotos on korkealaatuisia rakennusmateriaaleja jopa huonolaatuisista hirsistä;
- pyöreän puun sahaus suuressa puunjalostusyrityksessä tulisi suorittaa suurimmalla sahatavaramäärällä, joka eroaa muusta erityislaadussaan ja tarkoissa mitoissaan. Tätä tarkoitusta varten asennetaan erityiset sahauslinjat.
Sahalla saadaan palkki ja särmätty lauta jopa 7 m pitkän ja halkaisijaltaan 15-80 cm halkaisijaltaan pitkittäisviivan halkaisijan ansiosta. Pyörösahassa on yksi tai useampi kiekko, ja se käsittelee eri halkaisijaltaan puutavaraa niiden lukumäärän mukaan.

Jos sinun on käsiteltävä pieni määrä puuta kotona, voit käyttää tavallista moottorisahaa.
Leikkaa puu
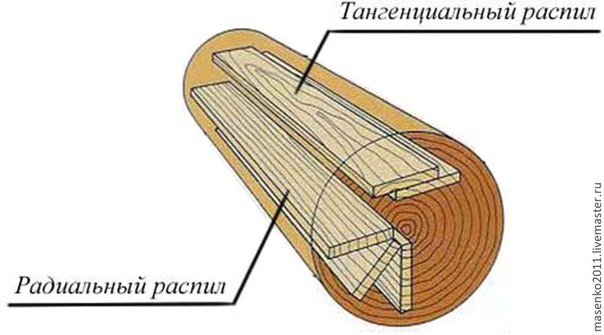
Ennen kuin valitset työkalun, sinun on päätettävä leikkaustyypistä keskittyen tukin vuosirenkaisiin. On olemassa useita tyyppejä:
- säteittäinen (sädettä pitkin);
- tangentiaalinen (sahaus on yhden säteen suuntainen, se koskettaa vuosirenkaita);
- kuidut ovat samansuuntaisia valmistettavan leikkauksen kanssa.
Leikkausmenetelmistä valitaan se, joka sopii parhaiten tiettyyn tapaukseen:
- Otti sen. Puun sahaus tällä tavalla suoritetaan lehtipuille, joiden rungon paksuus on pieni, sitä pidetään yksinkertaisimpana käsittelynä. Uloskäynti: reunustamattomat elementit ja laatat.
- Jos on toinen puuntyöstökone, on mahdollista leikata jopa 65% materiaalista saman leveyden reunalevyjen tuottamiseksi. Ensin leikataan sivuilta kaksireunainen tanko ja laudat, minkä jälkeen tangosta saadaan tietty määrä terästä puutavaraa.
- Tarkempia menetelmiä ovat sektori- ja segmenttisahaukset. Elementtien lukumäärä ensimmäisessä menetelmässä vaihtelee 4:stä 8:aan ja riippuu piipun paksuudesta. Jakamisen jälkeen elementit leikataan jokaisesta sektorista tangentiaalista tai säteittäistä linjaa pitkin. Toinen menetelmä alkaa puun ulostulolla keskiosasta ja laudat sahataan sivusegmenteistä tangentiaalisessa suunnassa.
- Puun yksittäiseen leikkaamiseen pyöreä menetelmä sopii. Se perustuu tukin kääntämiseen pituussuuntaista linjaa pitkin 90 ° jokaisen sahauslaudan jälkeen. Tämän avulla voit seurata puun laatua ja poistaa nopeasti rungon vahingoittuneet alueet.
Käsintehty: moottorisahalla
Useiden runkojen kotileikkaukseen on epäkäytännöllistä ostaa työkalu, jonka hinta on useita kertoja korkeampi kuin valmiiden tuotteiden hinta. Jos sinulla on tarvittava taito, on tehokkaampaa ja halvempaa tehdä kaikki tarvittavat työt tavallisella moottorisahalla tai sähköllä toimivilla ketjulaitteilla. Tietenkin tällainen työ vaatii paljon enemmän fyysisiä kustannuksia ja aikaa, mutta ongelman kustannukset pienenevät huomattavasti.
Puutarhan tontilla työskenteleminen vaatii hedelmäpuiden karsimista, ja on myös mahdollista tuottaa lisäksi materiaalia ulkorakennuksiin turvautumatta asiantuntijoiden palveluihin, jotta jokainen innokas omistaja ostaa mieluummin moottorisahan. Useimmiten havupuita korjataan taloon, ja tämä työkalu tekee erinomaisen työn niiden leikkaamiseen. Sileät varret helpottavat leikkauslinjojen merkitsemistä, mikä lisää työnopeutta. Ammattilaiset muuten käyttävät useimmiten moottorisahaa, koska se on tehokkaampi kuin sähköinen ja voit käyttää sitä missä tahansa, riippumatta siitä, onko leikkaus- tai leikkauspaikalla virtalähteitä.

Puun leikkaamiseen tarkoitetulla moottorisahalla työskentelemiseen tarvitset sellaisen laitteen, kuten sahan kiinnikkeen, sekä sahausohjaimia ja rungon rungon kiinnikkeitä. Runkokiinnitys kiinnitetään työkaluun siten, että ketjun ja itse rungon välistä etäisyyttä on edelleen mahdollista säätää. Tämä tehdään valmiin sahatavaran tuottamiseksi, paksuudeltaan erilainen. Ohjaimen rooliin voit ottaa joko tarvittavan pituisen profiilin tai riittävän jäykän tasaisen puulaudan. Työkalulle valitaan erityinen ketju, joka on suunniteltu leikkaamaan runko pitkin. Se eroaa muista hampaissa, jotka on teroitettu tietyssä kulmassa.

Ennen työn aloittamista on välttämätöntä paitsi valmistaa kaikki tarvittavat työkalut. Riippumatta siitä, onko rungon käsittelyyn tarkoitettu puuntyöstökone vai kädessä pidettävä laite, ensimmäinen askel on tutustua leikkauskarttaan. Tämä tehdään jätteen prosenttiosuuden minimoimiseksi ja hyödyllisten tuotteiden saannon lisäämiseksi.
Ensimmäinen huolenaihe repeämisen aikana on valmiiden levyjen tasainen tiheys. Tätä varten pätevä sahamies ohjaa työkalun puun itäpuolelta länteen tai vastakkaiseen suuntaan. Tämä johtuu pyöreän puun tiheydestä sen pohjoisosassa kuin etelässä.
Seuraavaksi laatta poistetaan molemmilta puolilta moottorisahalla siten, että saadaan kaksireunainen tanko. Se puolestaan sahataan työn alussa valitun leikkauskuvion mukaisesti. Tie ulos on reunustamaton lauta. Jos rungossa on tietty prosenttiosuus vioista, pyöreä leikkaus, jossa runko käännetään suorassa kulmassa tai 180 °, on mahdollista.
Valmiin materiaalin määrä, alennettu hinta
Hyödyllisen materiaalin saanto havu- ja lehtipuulajeista vaihtelee prosentteina. Havupuista saadulle sahatavaralle ovat ominaisia seuraavat indikaattorit:
- edellyttäen, että toiminnan suorittaa ammattilainen ja käytetään pyörösahaa, valmiin puun osuus on korkein (80-85%);
- koneiden tuottamaa reunamateriaalia on keskimäärin 55-70 %;
- reunustamaton lauta moottorisahalla työskenneltäessä jättää jopa 30 % jätettä.
Luvut on annettu ottamatta huomioon valmista hylättyä puutavaraa, jonka määrä voi olla 30%. Tällaista materiaalia käytetään kuitenkin tuotteissa, jotka sallivat tietyn vian.

Pyöreä lehtipuu antaa 60 % valmiista reunasta ja noin 40 % särjetystä puusta. Tämä johtuu pyöreän puun alkuperäisestä kaarevuudesta. Voit lisätä vastaanotettujen tuotteiden määrää: tämä vaatii erilaisia puuntyöstökoneita. Tietynlainen laite voi lisätä puutavaran määrää 10-20 %. Yhtä puutavaraa varten tarvitset noin 10 kuutiota lehtipuuta. Lisälaitteiden asennuskustannukset maksavat itsensä valmiin metsän hinnalla. Erikoislinjat antavat lisää tilavuutta, mutta niiden käyttö on suositeltavaa vain suurella alueella. Keskimääräinen puun sahaushinta tavanomaisessa sahassa on noin 150-180 ruplaa lautojen kuutiometriltä.
Kartan sahaus
Sahauskaavio on laskelma optimaalisesta valmiin puun määrästä yhdestä tukkista. Se voidaan laskea itsenäisesti kullekin tietylle puun halkaisijalle tai voit käyttää tietokoneohjelmaa, joka helpottaa laskemista huomattavasti ja jonka hinta on melko edullinen.

Tai tavallinen sahaopas voisi olla lähde. Tuloksena on taulukko, joka otetaan pohjaksi. Sahan tulee aina olla tietopohjainen saadakseen enemmän puutavaraa mistä tahansa puulajista.
Sahatuotannon taloudellinen tehokkuus riippuu pitkälti raaka-aineiden käyttöasteesta. Tuotannossa käytetyt laitteet, rationaalinen hirsien katkaisu optimaalisen toimituksen saavuttamiseksi, asiantunteva sahauksen suunnittelu määräävät tehokkaan resurssien käytön ja sitä kautta korkealaatuiset tuotteet.
Sahatavaran perusleikkauskaaviot
Tukkien katkaisumenetelmät ja -suunnitelmat riippuvat suoraan valmistettujen tuotteiden laatua ja kokoa koskevista vaatimuksista, raaka-aineiden ominaisuuksista ja käytettyjen laitteiden tyypistä.
Tärkeimmät tukkien sahausmenetelmät
a - kahlattu; b - tangolla; b '- saaden kaksi tankoa; b "- heilutti tangoja; в - ala; c '- sektorin leikkaaminen säteittäisiksi levyiksi; в "- tangenttilevyillä; g - segmentti; g' - hajoamissegmentti; g "- tanko-segmentti; d - pyöreä; 1 - reunalevyt; 2 - reunalevyt; 3 - kisko; 4- baarit; 5 - tukkien osat sektoreiden muodossa; 6 - tukkien osat segmenttien muodossa; 7 - yksipuoliset reunalaudat
Avaa lokit heitetty koostuu sen jakamisesta yhdensuuntaisia tasoja pitkin yhdellä tai useammalla leikkaustyökalulla. Tämän järjestelmän avulla voit saada reunustamattomia levyjä, joiden kerrosten sijainti on erilainen verrattuna vuosikerroksiin. Menetelmä on rationaalinen leikattaessa halkaisijaltaan enintään 18 cm tukkeja ja sahatukkeja, joiden rungot ovat kaarevia (käytetään useimmiten koivun raaka-aineiden sahauksessa, jolla on 70 prosentissa tapauksista yksinkertainen tai monimutkainen kaarevuus).
Valssaamalla saadut reunalaudat prosessoidaan reunalaudoiksi tai siirretään leikattavaksi aihioiksi reunustamattomassa muodossa.
Siinä tapauksessa, että suurimmalla osalla valmiista tuotteista on oltava vakiintuneet poikkileikkausmitat, käytetään leikkausmenetelmää baarin kanssa... Tätä järjestelmää käytetään myös halkaisijaltaan suurien hirsien leikkaamiseen yleisen sahatavaran tuotannossa.
Sahaus neliöpalkeilla suoritetaan monisahalaitteistolla kahdessa ajossa. Samanaikaisesti ensimmäisessä vaiheessa palkit saadaan pyöreästä puusta, jonka paksuus on yhtä suuri kuin vaaditun levyn leveys. Sitten nämä palkit jaetaan levyihin, joiden paksuus on vaadittu.
Käytä suurikokoisten hirsien leikkaamiseen segmentti ja sektori menetelmiä. On huomattava, että nämä järjestelmät ovat erityisiä ja niitä käytetään erityisillä teollisuudenaloilla tangentiaalisen ja säteittäisen sahatavaran saamiseksi.
Isojen ja sisämätämäntyneiden hirsien yksittäisleikkaus suoritetaan pyöreällä tavalla.
Pyöreän puun käsittely jyrsimällä
Sahausraaka-aineiden poikkileikkauksen muodostus jyrsimällä tapahtuu yhdistämällä tämä menetelmä sahaukseen. Tässä tapauksessa käytetään kolmea pääleikkausjärjestelmää:
- hankitaan kaksisärmäinen tanko ensimmäisessä solmussa;
- reunustamattomien lautojen ja kaksireunaisten palkkien saaminen pääkoneeseen;
- profiilitangon saaminen, jonka mitat vastaavat reunasahatavaran osan mittoja, tuottamalla levyt yhdellä laitteella.
Kaksiteräinen sahatavara on puolivalmiste, joka on tarkoitettu teräsahatavaran jatkotuotantoon jakamalla puu laudoiksi.

Perusmenetelmät hirsien leikkaamiseen jyrsimällä
a - kaksiteräisen tangon saaminen pääkoneeseen; b - kaksireunaisen tangon ja reunalevyjen hankkiminen; c - profiilitangon hankkiminen; d - pitkäreunaisen sahatavaran saaminen; e - eripituisen teräsahatavaran saaminen; e - eripituisen ja -leveän teräsahatavaran saaminen; 1 - puutavaravyöhyke; 2 - terästetty sahatavara; 3 - kuvioitu tanko; 4 - kaksireunainen puu; 5 - reunaton puutavara
Seisomisen käsite pyöreän puun sahauksessa
Sarja on sarja sahoja, kiinnitys- ja välilevyjä, jotka on asennettu sahan runkoon sahatavaraa varten, jolla on tietyt paksuusparametrit.
Postitus on toisin sanoen suunnitelma tasalaatuisen ja -kokoisen sahatavaran (tukkien) sahaamisesta tietyn parametrin ja -laadun tuotteiksi.
Sahattaessa vaappusarja toteutetaan digitaalisella rivillä, joka näyttää leikattavien lautojen paksuuden millimetreinä:
19-19-32-32-19-19.
Tämä numerorivi tarkoittaa, että puun keskiosasta leikataan kaksi 32 mm:n paksuista lautaa ja sivuosista neljä 19 mm:n paksuista lautaa.
Esimerkiksi tangolla romuttaessa asettelu kirjataan kahdelle numeroriville, puun sahausta varten (ensimmäinen ajo) ja tangon (toinen ajo):
19-19-150-19-19 (ensimmäinen passi);
19-32-40-40-32-19 (toinen passi).
Kuten edellisessä esimerkissä, nämä luvut tarkoittavat, että ensimmäisen rivin pääkoneessa, johon hirsi sahataan, saadaan yksi 150 mm paksu tanko ja vastaavasti neljä 19 mm:n reunalautaa (kaksi kummallakin puolella), ja toisen rivin koneessa saatu puutavara sahataan 40, 32 ja 19 mm paksuiksi laudoiksi.
Tukkia sahattaessa yksisahakoneella asento määrää sahausjärjestyksen.
Toimituksen laatiminen
Sarjan kokoaminen tarkoittaa olennaisesti lautojen optimaalisten mittojen ja mittasuhteiden määrittämistä paksuuden suhteen, varmistaen puun halkaisijan poikkileikkauksen järkevän käytön.
Sarjan laatimisen perussäännöt:
- sarjan on oltava symmetrinen;
- yhdessä sarjassa ei saa olla levyjä, joiden paksuus eroaa alle 5 mm;
- aloita sarjan laatiminen poikkileikkaukseltaan suurimmalla puutavarilla;
- lautojen paksuuden mittojen tulisi pienentyä tukin akselilta kehälle;
- Älä sahaa enempää kuin kaksi ohutta (16, 19 mm) lautaa tolpan reunaan, kun sahaat raaka-aineita sahoilla;
- valitse puun korkeus ensimmäisellä ajokerralla mittojen tiedoissa olevien etulevypaksuuksien leveyden mukaan;
- näki toisessa sahatun lambetin saman paksuisiksi laudoiksi;
- käytä taulukko- tai graafisia menetelmiä, kun laaditaan puutavaratoimituksia ilman erittelyä;
- kun sahaat tankomenetelmällä, määritä tangon paksuus suhteessa (0,06-0,08) tukin ylähalkaisijaan - d;
- sijainti ei saa ylittää tukin halkaisijan enimmäispeittoarvoa;
- keskilevyjen pienin paksuus määräytyy tämä pöytä:

Toimitusten graafinen laadintatapa
On mahdollista laatia rationaalinen toimitus GOST:ien mukaisesti määrittelemättä erityisiä poikkileikkausmittoja (ilman määrityksiä eritelmien muodossa) - käyttämällä erityisiä kaavioita.

Esimerkki puutavaran rajapaksuuksien käyrän käyttämisestä P.P.:n mukaisesti. Aksenov
Maksimipaksuuden määrittämiseksi abskissa-akselilla piirretään etäisyys tausta-akselista halutun levyn taustapinnan sisäosaan. Sitten piirretään pystysuora viiva kaltevan viivan leikkauspisteeseen, joka vastaa annettua halkaisijaa, ja tuloksena oleva leikkauspiste siirretään koordinaattiakselille.

Optimaalisen puun paksuuden aikataulu G.G. Titkov
Ennen pyöreän puun sahausta on laskettava, kuinka paljon tilavuutta jää jatkokäyttöön ja kuinka paljon materiaalia menee käsittelyyn. Tämä on tärkeää, koska se vaikuttaa tuotteen lopulliseen hintaan. Saadun leikkaamattoman määrä riippuu täysin käytetystä puulajista. Samaan aikaan on olemassa tiettyjä toimenpiteitä sahatavaran tuottokertoimen lisäämiseksi katkaisun jälkeen.
Mikä on tuottoprosentti ja sen riippuvuus sahatavaran halkaisijasta
Tämän käsittelemiseksi on välttämätöntä paljastaa itse käsite. Raakapuusta saadun puun prosenttiosuus on sahauksen jälkeen hyödyllistä puuta. Loput ovat jätettä, joka lähetetään jatkokäsittelyyn materiaalien, kuten MDF, kuitulevy, lastulevy, saamiseksi. On ymmärrettävä, että puun leikkaamisen tuloksena saatava tilavuus lasketaan kullekin yksittäiselle halkaisijalle ja valitulle sahausvaihtoehdolle.
On syytä ymmärtää kysymys, miksi tarkasteltava parametri riippuu metsän halkaisijasta. Tässä kaikki on äärimmäisen yksinkertaista: mitä vähemmän puussa on leikkauksia, sitä suurempi tilavuusarvo. Tietysti paljon riippuu myös leikkaustekniikasta ja siitä, missä järjestyksessä leikkaus suoritettiin. Oikea järjestys näkyy kuvassa. 2. On ymmärrettävä, että pieni puutavara saadaan keskikokoisista puulajeista ja paksut laudat ja palkit valmistetaan suurista puulajeista. On myös syytä harkita keskimääräisiä halkaisijoita tilavuusvirtausnopeuden likimääräisillä nopeuksilla:
- 14 - 45 - 50 %;
- 20 - noin 52 %;
- 25 - keskimäärin jopa 57 %;
- 34 - tällaisella halkaisijalla on neliöpuu, jonka tilavuusosuus on suurin, 66%;
- jos metsän halkaisija on yli 40 cm, vastaanotettujen materiaalien määrä vähenee jyrkästi.
Jätemäärä sahauksen jälkeen
Jotta valmiilla tuotteella olisi suuri prosenttiosuus, kaikki on laskettava ja valmistettava oikein. Ja itse työprosessi on suoritettava täysin tekniikan mukaisesti. On syytä muistaa, että havu- ja lehtipuiden pyöreä puu tuottaa erilaista sahatavaraa kuin reunustamattomissa laudoissa m 3.

Merkintä! Havupuita pidetään parhaana vaihtoehtona, koska niillä on suora runko ja suhteellisen suuri halkaisija. Lisäksi tällainen metsä ei ole niin herkkä lahoprosessille, mikä johtaa vähemmän jätettä.
Kun työskentelet lehtipuiden kanssa, käytetään kahta käsittelymenetelmää:
- Vannesahalla 375 tai 363.
- Romahdukseen. Tämä tekniikka mahdollistaa puolipalkin leikkaamisen, joka johdetaan myöhemmin monisahalaitteen läpi.
Tässä tapauksessa ensimmäinen menetelmä antaa sinun saada noin 40-50% lähdöstä. Mutta romahdustekniikka eroaa hieman suuremmasta tilavuudesta - jopa 70%. Tämän tekniikan haittana on, että sen kustannukset ovat suhteellisen korkeat. Kun sahaat pyöreää sahatavaraa, jonka pituus on 3 m, voit huomata melko korkean romutason. Tässä tapauksessa jäljellä oleva puu ei ole heti hyödyllinen, koska se vaatii lisäkäsittelyprosessin.
Tuotetun sahatavaran määrän suhde V n leikattujen raaka-aineiden määrään Vc prosenttiosuutta kutsutaan tilavuusteho R, %:
Tämä on tärkein indikaattori raaka-aineiden käytön rationaalisuudesta, koska sahatuotteiden kustannuksissa raaka-ainekustannukset muodostavat 80 % kaikista tuotantokustannuksista. Tilavuussaanto on verrannollinen halkaisijaan (esimerkiksi sahattaessa tukkeja, joiden halkaisija on 16 cm ja pituus 6,5 m, se on noin 55%, halkaisija 32 cm - 61,5%, halkaisija 40 cm - yli 63 %) ja kääntäen verrannollinen sen pituuteen (esimerkiksi jokaista 0,5 m:n tukkien pituuden pienenemistä 6,5 m:stä se kasvaa keskimäärin 0,65 %). 1 %:n logaritmillinen kaarevuus vähentää tuottoa 8...12 %. Puutavaralla sahattaessa teho on 2,5 % korkeampi kuin romahdus. Sahan paksuuden lisäys 0,2 mm 7-sahasarjassa johtaa puuhäviön kasvuun ja tuotteen tuoton laskuun 0,3 ... 0,5 %. Sahatavaran tilavuustuotantoon vaikuttavat työn organisointi, työntekijöiden ja insinöörien pätevyys, laitteiden tekninen valvonta sekä tekninen kurinalaisuus kaikilla tuotantopaikoilla.
Sahatavaran tuottoa lajittain prosenttiosuutena sahatun raaka-aineen määrästä kutsutaan luokkakohtainen tulos:
Kaikkien lajikkeiden kokonaissato antaa tilavuusteho sahatavaraa
Sadon jakautuminen lajikkeiden ja lajikkeiden mukaan % sahatavaran kokonaismäärä С, = 100 V ni - V n% - tuotteiden koostumus on monipuolinen. Sahatavaran laadullinen koostumus arvioidaan arvosanatekijä Ks, riippuen puulajista, käyttötarkoituksesta ja laadusta. Kuten perusvalikoima (K c= 1) hyväksytty terästetty havupuu sahatavara, jonka pituus on 2 ... 6,5 m 3 (GOST 8486-86 *), (valitulle lajille K c = 2). Erittelyn sahatavaran tilavuuden prosentuaalista suhdetta niiden kokonaistilavuuteen kutsutaan spesifikaatiolähtö:
Sahojen kannustamiseksi raaka-aineiden integroituun järkevään käyttöön, "ns raaka-aineiden integroidun käytön kerroin- sahatavaran kokonaistilavuuden suhde ( V p), muut sahatut tuotteet (obapola, konttilevyt - V DP), teknisiä siruja (V Щ), teknologinen sahanpuru (Von), myydään jätteen puolelle (V P) ja jätteet, joita käytetään höyryn ja energian tuotantoon ( Vn / e) sahatun raaka-aineen määrään:
Tältä osin ilmestyi laitteita raaka-aineiden kiviaineskäsittelyyn. Sahatavaran käytön asteen ja rationaalisuuden indikaattorit R, Rs, Rep, Kisp, on jaettu suunniteltuihin ja raportoiviin.
Postav
Kaavio hirren tai hirsiryhmän leikkaamiseksi vaadittujen mittojen sahatavaralle, joka määrittää leikkausten järjestyksen ja paikan, saatujen materiaalien paksuuden ja joskus leveyden, on ns. toimitus, (toisin kuin ns. "sahasarja" - sarja sahoja, jotka on asennettu monisahakoneisiin tietylle etäisyydelle toisistaan tietynkokoisten lautojen ja palkkien saamiseksi tukista). Postavy ovat symmetrinen ja epäsymmetrinen... (käytetään harvoin, esimerkiksi ratapölkkyjen leikkaamiseen), jopa ja outo... Parillisissa symmetrisissä asennoissa ydin putoaa keskileikkaukseen ja päätyy kahteen keskilevyyn, parittomissa paikoissa - ydinlevyyn. Murto- ja puuliitokset annettu parametreja kutsutaan ratkaisu: kutsutaan sarjaa, joka tuottaa suurimman sahatavaran tilavuustehon enimmäismäärä, ja sarja, joka tuottaa suurimman tietyn spesifikaation mukaista puutavaraa - optimaalinen... Toimitusten kirjaaminen tapahtuu puutavaran nimellismittojen mukaan (ilman toimitusten laskennassa huomioitua kutistumisvaraa). Tasainen symmetrinen hajoamisjoukko tallennetaan eri tavoin, esim.
19-25-50-50-25-19 tai 50 / 2-25 / 2-19 / 2 tai:
2kpl 50 mm levyjä
2 lautaa 25 mm
2 lautaa 19 mm.
Tankosarja tallennetaan kahdessa erässä, esimerkiksi:
a) 1. passi - 16-16-175-16-16, 2. pass - 16-16-50-50-50-16-16;
b) 1. passi - 175/2 - 16/2 - 16/2, 2. pass - 50/1 - 50/2 - 16/2 - 16/2;
c) 1. läpimeno - 1 bar 175 mm, 2. läpimeno - 1 lauta 50 mm
2 lautaa 16 mm 2 lautaa 50 mm
2 lautaa 16 mm, 2 lautaa 16 mm
2 lautaa 16 mm.
Myös muut toimitustallennuksen muodot ovat mahdollisia.
Sahanvälisen nauhan paksuus on yhtä suuri kuin levyn nimellispaksuuden, sen paksuuden kutistumisen ja sahan hampaiden kaksipuolisen leventämisen arvojen summa tasoittamalla tai levittämällä.
Toimitusta laadittaessa ja laskettaessa tulee tietää toimitusleveyden kulutus A, mm - sarjan äärimmäisten sivulevyjen symmetristen ulkopintojen välinen etäisyys, joka on lautojen nimellispaksuuden, kutistumisvarausten ja leikkausten leveyden summa e(at P laudat paikoillaan):
Tarvikkeiden laatiminen tietylle eritelmälle puutavaralle, jonka hirsien halkaisija tunnetaan, koostuu lautojen lukumäärän määrittämisestä ja niiden paksuuden peräkkäisestä valinnasta (sovittamisesta) tiettyyn hirsien halkaisijaan. Ensin valitaan hirsien edullisin halkaisija tietyn kokoisen palkin saamiseksi, ja sitten valitaan lautojen paksuudet ensimmäiselle ja toiselle läpikäynnille. Toimitusten valmistelua koskevat säännöt seuraavat:
a) raaka-aineiden massaleikkauksessa tarvikkeiden on oltava symmetrisiä;
b) kokoonpanojen valmistelu tulee aloittaa tukin akselista;
c) tukista leikattujen osien lukumäärän tulee olla minimaalinen - tukista ei saa saada enempää kuin 1-2 paksuutta paksua sahatavaraa ja kaksi paksuutta ohutta puutavaraa;
d) ei pitäisi sisällyttää toimitukseen vierekkäisten levyjen paksuudet, joiden ero on alle 5 mm, koska niitä on vaikea lajitella;
e) älä leikkaa keskilevyjä hirsistä, joiden paksuus on 36 ... 62 cm tai korkeampi, ja ydinlaudoista, joiden paksuus on enintään 40 ... 100 mm, ja hirsistä, joiden keskihalkaisija on 14 ... 34 cm 16 .. 44 mm ja ytimen 32 .. .50 mm;
f) Vältä monisahan "raskaita" asennuksia: tukkien halkaisijalla 14 ... 16 - 30. ..32 lautasten lukumäärä sarjassa tulee ottaa välillä 4 ... 7 - 8 ... 12;
g) ota puun korkeus 0,6 ... 0,8 etäisyydeltä tukin ylähalkaisijasta (kuva 3.17);
h) hanki saman paksuiset sivulaudat 1. ja 2. kierroksen päälle;
i) sarjan leveyden on oltava yhtä suuri tai lähellä tukkisarjan halkaisijan rajaa, riippuen vähimmäisleveydestä b min laudan pituus l min(otettu 1,5 m), tukin halkaisijan ja pituuden perusteella D ja L:
j) tukkeja sahattaessa romahtamiseen asetetaan lautojen maksimi- ja optimipaksuudet kaavioiden (kuva 3.18) tai kaavojen mukaan;
l) ulompien lautojen paksuus aukkojen välttämiseksi on suositeltavaa ottaa hirsien halkaisijan mukaan: 16 ja 19 mm halkaisijaltaan 14-18 cm; 19 ja 22 mm 20-24 cm:n kohdalla; 19, 22 ja 25, halkaisija 26-36 cm; 22 ja 25 halkaisijaltaan 38-42 cm; 25 ja 32 halkaisijaltaan 34-56 cm; 32 mm klo 
halkaisija 58 cm ja enemmän.
Toimitusten laskeminen- tämä on leikattavien lautojen leveyden, pituuden, tilavuuden, tilavuuden ja lajittelun määrittäminen kullekin laudalle ja yleensä puulle. Lautojen pituus ja leveys selviää graafisesti tai analyyttisesti. Paperiarkille levitetään puun ylä- ja takapäiden ympärysmitat tietyssä mittakaavassa ja keskeltä alkaen syötetään tarvittavat sahatavaraosat, mitataan leveys ja määritetään lautojen pituus. , ottaen huomioon lokin poistumisen. Joskus käytetään läpinäkyvästä muovista valmistettuja malleja. Laajalle levinnyt menetelmä asetusten laskemiseen kvadranttigraafin avulla (kuva 3.19).
 |
Reunaamattomien ja särjettyjen lautojen pituuden ja leveyden sekä puun mittojen abskissa-akselilla määrittämiseksi selvitetään etäisyys asennuksen akselista laudan tarkasteltavaan pintaan. Saadusta pisteestä vedetään pystysuora viiva leikkauspisteeseen lasketun halkaisijan kanssa ja leikkauspiste viedään alas ordinaatta-akselille, josta löytyy laudan laskettu leveys. Siitä vähennetään leveyden kutistumisvara ja tulos pyöristetään laudan vakioleveyteen. Yläosan halkaisijaa voidaan käyttää tukin laskennallisena halkaisijana. d tai minkä tahansa osan halkaisija d x, erillään yläpäästä etäisyydellä x. Tukin halkaisija missä tahansa osassa määritetään kaavoilla:
missä b x - poikkileikkauslevyn leveys, cm; α - etäisyys tukin akselista lautakerrokseen, cm;
S- puun juoksu, cm/m.
Lyhennetyn levyn pituus määräytyy kaavan mukaan
Tarvikkeiden laatiminen ja laskeminen on erittäin tärkeä ja ratkaiseva vaihe raaka-aineiden leikkaamisen suunnittelussa. Se määrittää puun käytön järkevyyden sahauksessa. Kunkin sarjan laatimisen ja laskemisen jälkeen on välittömästi määritettävä leikattavien raaka-aineiden määrä sekä siitä saatava sahatavara ja syötettävä ne leikkaussuunnitelman luetteloon (lomake 3.1).
Lajittele puutavaran tuotto C t,% eri laatuluokkien raaka-aineista määritetään määritellyn luokan puutavaran tuotantostandardien mukaisesti R, R 2 Rz R 4,%, tilavuudeltaan (tai määrältään) I, II, III ja IV luokan tukista Q 1, Q 2, Q 3, Q 4 m 3 (tai kpl) ja lasketaan kaavalla
Puutavaran tilavuusmäärän määritys kullekin lajitelmalle ja yleensä toimitukselle suoritetaan kuutiometreinä ja prosentteina tukin tilavuudesta.
Hakkuusuunnitelma laaditaan koko jalostettaviksi tarkoitetulle raaka-ainemäärälle kuukauden sisällä tai 1 000 m 3:lle (säilyttäen eritelmässä ilmoitetut tukkien koko- ja laatusuhteet kuukauden ajaksi) (lomake 3.3). Sen perusteella laaditaan raaka-aineiden sahausaikataulu, jossa otetaan huomioon sen lajittelumahdollisuus ja sahatuotteiden toimitusaika kuluttajille.
Kaikki raaka-aineiden leikkaamisen suunnittelutoimenpiteet voidaan suorittaa tietokoneella.
Puun tasapaino raaka-aineita leikattaessa tämä on puun koko volyymin jakautuminen tuotelajeihin, jätteisiin ja hävikkiin, mikä kuvastaa puun käytön rationaalisuutta ja riippuen sahausmenetelmistä, raaka-aineiden koosta ja laadusta, sahatavaran käyttötarkoituksesta. , käytetyt tarvikkeet, sahojen paksuus ja muut tekijät. Puutavara on suunniteltu (laskettu) ja raportoitu (todellinen). Esimerkiksi GOST 24454-80 * ja 8486-86 mukaisen teräsahatavaran valmistuksessa käytetty havusahatavaran saldo sisältää: sahatavaraa 60%, teknistä lastua 18%, sahanpurua 14 %, jäte (lastujen seulonta) 2 %; kutistuminen 6 %. (Tämä ei sisällä taseen ulkopuolista jätettä - kuori 10 ... 12% ja tukien pituus 1 %).
Taulukko 3.3
Lomake 3.1. Sahatavaran raaka-aineiden katkaisusuunnitelma
kuukauden ajan 20 g.
| Nro tarvikkeiden määrä | Puun halkaisija, cm | Tukin arvosana | Raaka-aineen sahattu tilavuus, m 3 | Puun erittely | |||||||||||||||
| Paksuus, mm Leveys, mm Pituus, m Laatu Tilavuus, m 3 | |||||||||||||||||||
| Yhteensä, m | Vastaanotettu puutavara laskennallisesti, m | ||||||||||||||||||
| Kaikki yhteensä | m 3 % m 3 % | ||||||||||||||||||
| Ylitäyttö | |||||||||||||||||||
| Ali suorituskyky | |||||||||||||||||||
Puuntyöstö nykyään se on yksi johtavista kotimaisista teollisuudenaloista likviditeetin suhteen. Ei ole ihme, että yhä useammat yrittäjät ja ennen kaikkea aloittelijat pyrkivät valloittamaan markkinaraon tällä alalla.
Sahalla kun taistelu on ohi täydellinen puun geometria, laitteiden laadun, suorituskyvyn ja hinnan yhdistelmä on avain kaupalliseen menestykseen. On erittäin tärkeää valita työ- ja laitetekniikka, joka täyttää kaikki nämä indikaattorit optimaalisesti.
Sahan tyypin valinta
Nyt niitä on Venäjän markkinoilla nauha, levy, yhtä hyvin kuin kehys sahat. Vertaaksemme heidän työnsä tehokkuutta, käytämme sellaista parametria kuin prosenttiosuus valmiista puutuotosta... Vertailun maksimiluku on vannesahoilla, jotka antavat 82-88 %. Vertailun vuoksi: runkosahalla - vain 61%.
Toinen erittäin tärkeä kohta: millä metsätyyppejä yksi tai toinen saha toimii parhaiten. Vannesahoille tämä on pieni ja keskikokoinen puu, pyörösahat leikkaavat ison puun hyvin, mutta pienikokoisia sahattaessa on suuria ongelmia, eikä runkosaha pysty sahaamaan yli 480 puuta. mm halkaisijaltaan.
Sahatekniikan valinta
Gater-tekniikka (sahat)
Moraalisesti vanhentunutta tekniikkaa... Laite vaatii usean tonnin perustuksen asennuksen. Ja meidän on myös lajiteltava tukit vähintään 12 vakiokoon mukaan, jotta voidaan optimoida käyttökelpoisen materiaalitekijän tuotto. Vaatii jatkuvaa konfigurointi uudelleen joi. Siinä on huono levygeometria ja korkea pinnan karheus. Leikkauspaksuus 5-6 mm. Yleisimmillä sahoilla on vaikeuksia selviytyä usein kohtaavasta paksusta leveydestä (tukin halkaisija yli 70 cm). Terästetylle sahatavaralle sopiva tuottokerroin on noin 50-55 %.
On kuitenkin erinomainen leikkausvakaus, hyvä suorituskyky, vaatimaton huollossa, ei vaadi sahan korkeaa pätevyyttä. Se nauttii edelleen ansaittua suosiota ja tuottaa tuotteita pääasiassa vaatimattomille kotimarkkinoille, missä mitä halvempi sen parempi. Säteittäistä levyä ei voi leikata pääasiassa huonon tarkkuuden vuoksi.
Suositeltava hae, jos sinulla on oma hakkuu ja suuri määrä halpoja keskipaksuisia raaka-aineita. Kiistaton johtaja kaikkien teknologioiden joukossa keskilaatuisen reunustamattoman sahatavaran tuotantoon.
Vannesahatekniikka 
Suhteellisen nuori tekniikka. Renkaaksi hitsatussa teräsnauhassa on hampaat, jotka on leikattu toiselta tai molemmilta puolilta. Se asetetaan kahdelle pyörivälle rummulle, joiden halkaisija on 0,5-1 m. Pääasia, että teippi on riittävän joustava pyöriäkseen pitkään ja samalla riittävän kova leikata pitkään eikä tylsä. Joskus hampaat on karkaistu, hampaat hitsataan eri metallista. On tehtävä ero työskentelykoneiden välillä kapea nauha leveys 20-60 mm ja kanssa leveä nauha 100-300 mm. Kapean nauhan hampaat on asetettu erilleen. Leveässä vyössä on poimutetut tai tähtimäiset hampaat.
Monet vannesahat pystyvät katkaisemaan halkaisijaltaan yli 1 metrin tukia. Perustuksia ei tarvita. Leikkauspaksuus 2-3 mm. Käsittelee helposti kovaa puuta. Ne vaativat voitelun: kesällä - vettä, talvella - dieselpolttoainetta. Niissä on pääsääntöisesti yksittäinen leikkaus, eivätkä ne vaadi tukkien alalajittelua. Korkein kaikista teknologioista tuotantosuhde sopii teräsahatavaralle - jopa 75%.
Työstökoneet maanviljelijäluokka kapealla hihnalla, jonka tuottavuus on noin 5 kuutiometriä vuorossa, ne ovat melko halpoja. Keskiluokan koneet 100-130 mm leveällä hihnalla leikkaavat jopa 10-15 kuutiometriä vuorossa ja ovat useita kertoja kalliimpia.
Kapeahihnaiset koneet huono sahaus likainen ja jäätynyt puu. Ne antavat aaltoilevan laudan, ja saha muuttuu tylsäksi kirjaimellisesti yhden sahauksen jälkeen likaiseen puuhun. Kunnollisen sahan hinta on yli 25 dollaria, mutta se voi leikata noin 10 kuutiometriä tukia ja siitä tulee käyttökelvoton. Tekniikka sisältää eniten korkea yksikköhinta työkaluja tehon kuutiometriä kohden ja keskimääräinen leikkausvakaus.
Kahden tunnin sahauksen jälkeen vannesaha on poistettava ja ripustettava lepäämään vuorokaudeksi väsymislujuuden säilyttämiseksi. Todellisuudessa käy ilmi, että koneen kaksivuoroisen toiminnan varmistamiseksi kapealla hihnalla noin 100 joi vuonna! Edellytetään korkea pätevyys teroittimen ja sahan varovaisuuden vuoksi pieninkin virhe on täynnä nauhan katkeamista. Sen korjaamiseen käytetään melko kalliita tuontituotannon hitsauskoneita. Niiden käyttö mahdollistaa nauhan hitsauksen kirjaimellisesti metrin pituisista kappaleista, mikä pidentää sen käyttöikää ja vähentää merkittävästi työkalukustannuksia.
Vannesahat kapealla hihnalla, alhaisten kustannustensa vuoksi, useimmat pienimmät sahot ja maanviljelijät ovat. Kapean hihnan suurin haittapuoli on aaltoileva leikkaus, joka rajoittaa voimakkaasti tuotantomahdollisuuksia. Siksi tämä tekniikka soveltuu vain pienyritysten tuotantoon, ja lisäksi ilman kasvumahdollisuutta.
On parempi käyttää vaakasuorat vannesahat 80-100 mm leveällä teipillä. Näissä hihnoissa on teräshampaat, eivätkä ne pelkää likaista ja jäätynyttä metsää. Nämä sahat maksavat 200 dollarista ja enemmän. He pystyvät katkaisemaan elämänsä aikana jopa 300 kuutiometriä sahatavaraa. Nämä sahat vaativat kuitenkin koko joukon laitteita pitääkseen ne toimintakunnossa, ja niiden kustannukset ovat verrattavissa itse koneeseen.
Vaakasuorat sahat hihnan leveydellä 80-100, on suositeltavaa käyttää ensimmäisen rivin koneina riittävän paksujen ja kalliiden raaka-aineiden läsnä ollessa, kun sen käsittelyn taloudellisuus tulee etusijalle. Näihin tarkoituksiin kannattaa tietysti käyttää koneita, joiden hihnan leveys on 100 mm tai enemmän.
Asianmukainen käyttö vannesahatekniikka kapeilla hihnoilla e toisen rivin koneina. Nämä ovat Avangard-tuotemerkin neli- ja viisipäisiä monisahoja. Tämä työstökoneluokka täydentää täydellisesti nykyään laajalti levinneitä pyörösahakoneita, kuten "Kara", "Magistral", CDS. Leveän vannesahan valmistaminen ja viimeistely on hankalaa. Yritys "Pilotech" on saavuttanut korkean taidon leveävannesahojen valmistuksessa ja työhön valmistelussa.
Pyörösahatekniikka
Tätä tekniikkaa käyttävät koneet jaetaan kolmeen tyyppiin.
1. Pystypyörösahat
Markkinauudistusten alkaessa Suomesta meille tuli isolla sahalla varustetut pyörösahakoneet, kuten "Kara", "Laimet", "Slidetek", joiden avulla pystyimme valmistamaan sahaa. vientilaatua 1-2 mm tarkkuudella. Venäjällä he alkoivat tuottaa prototyyppejä: "Magistral SPR-1100", CDS-1100 jne.
Ne kaikki käyttävät yleensä sahoja, joiden halkaisija on 900-1100 mm. Hinta yksi saha vaihtelee sen valmistusasteesta riippuen 300 - 700 dollaria. Yhdellä sahalla voidaan leikata jopa 3000 kuutiometriä teräspuutavaraa, se teroitetaan suoraan koneeseen. Mutta kerran viikossa saha vaatii hampaiden tasapainottamista ja muotoilua. Tätä varten tarvitset pyörösahojen teroituskoneen tai puoliautomaattisen teroituskoneen, esimerkiksi Kirovin työstökonetehtaan TchPA-7. Terässahat tylsistyvät tarpeeksi nopeasti. Talvella ne vaativat teroitusta 2 kertaa vuorossa ja kesällä jopa 4-5 kertaa vuorossa.
Käyttö on mahdollista kovametalli ja stellitti joi. Lisäksi kovametallisahoja käytetään parhaiten kesällä ja stelloituja - talvella. Työkalun pitäminen hyvässä toimintakunnossa ja vientigeometrisen levyn valmistaminen vaatii pätevän sahanterän. Useimmilla sahoilla ei ole sellaista, ja ne tuottavat levyä, joka voidaan myydä vain Venäjän vaatimattomilla markkinoilla.
4 mm:n paksuisen sahan leikkuuleveys on 6-10 mm. Leikkaus on yksilöllinen, halkaisijoiden lajittelua ei tarvita. Terästetylle sahatavaralle sopivan sahan tuottokerroin on itse asiassa 52-56 %. Jos sahasit kurkkuaidan läpi - 56-58%.
Pyöreätekniikka on korkein leikkausnopeus: Kuusimetrinen puu katkaistaan 8-14 sekunnissa, lauta leikataan 4 sekunnissa. Tuottavuus on melko korkea (jopa 15 kuutiometriä kahdeksan tunnin työvuorossa). Mahdollistaa työskentelyn jopa -30 C lämpötiloissa noin.
Vastaavasti on alhaiset työkalukustannukset: 3-4 sahaa voidaan sahata kahden vuoden ajan. Leikkuuvakaus on hyvä, kun puu ei ole kovin likainen. Kone suorittaa työpajassa tuotteiden kuljettimen toimintoja, mikä ei ole merkityksetöntä. Venäläisessä koneessa ei ole kovin luotettavia, mutta helposti saatavilla olevia ja edullisia hydraulielementtejä: hydraulimoottorit, pumput, jakajat. Ja mikä tärkeintä, se on 3-4 kertaa halvempi kuin tuodut kollegansa, mutta tietysti se on heikompi luotettavuudessa.
Suositellaan luomiseen pieniä ja keskisuuria tuotantolaitoksia ensimmäisen rivin peruselementteinä. Se soveltuu sekä valmiin teräsahatavaran valmistukseen että hirsien murtamiseen suuriksi paloiksi jatkokäsittelyä varten erittäin taloudellisilla vannesahakoneilla.
2. Pyörösahat
On olemassa koko luokka pyörösahoja, joita kutsutaan "Kulmat"... Se voi olla kaksi tai kolme sahaa kerralla asennettuna 90 asteen kulmaan toisiinsa nähden. Esimerkiksi koneet "Grizzly", "Bobr-2000", DP-1200, "Vyatka 600", "Alpha". Ja myös koneet, joissa on yksi pyörivä sahanterä, esimerkiksi Slovakian UH500 ja UP700. Bars-koneessa on kaksi erillistä sahaa, jotka on asennettu 90 asteen kulmaan ja jotka, toisin kuin tuodut prototyypit, suorittavat sahatavaran kuljettamisen työpajan ympärillä.
Tämän luokan koneissa on useita kiistattomia etuja: ne voivat leikata halkaisijaltaan yli metrin tukkeja, joiden K-saanto on jopa 70 %; käytä sahoja, joissa on kovametallikärki D = 500-800 mm suhteellisen edullisia; ne selviävät hyvin likaisista tukkeista, koska niissä on kovametallikärjet; vaativat teroitusta kerran päivässä tai harvemmin; niillä on ylivoimainen 1 mm:n leikkaustarkkuus.
Suositellaan hakemaan paksun sahatavaran käsittelyyn ja ensisijaisesti säteittäisen sahatavaran tuotantoon. Erityisesti Slovakian koneet ja venäläiset "Bars" ovat erittäin hyviä lehtikuusien säteittäiseen sahaukseen lamelliaihioksi.
Venäjän markkinoilla on myös edullisia pyörivällä levyllä varustettuja kulmasahakoneita, jotka korvaavat kokonaan pienyrityksen vannesahan, mutta niillä ei ole ongelmia sahatavaran geometrian kanssa - "Sever 550", PDU1.
 3. Vaakapyörösahat
3. Vaakapyörösahat
On olemassa toisen tyyppisiä pyörösahakoneita, mikä vahvistaa, että pyörösahatekniikan mahdollisuudet eivät ole läheskään loppuneet. Nämä ovat koneita, joissa kahden sahan vaakasuora järjestely yhdessä tasossa. Edustajia täällä ovat Slovakian KP58-kone ja venäläiset Bars DG ja Toyma 600.
Edut: koneet ovat riittävän tehokkaita ja pystyvät käsittelemään halkaisijaltaan jopa 500 mm puuta; sahoja ei tarvitse vaihtaa usein, ne toimivat vähintään 24 tuntia ilman teroitusta; Tukkikuormaajaa ja -kallistinta käytettäessä tuottavuus voi olla 6-12 ja enemmän kuutiometriä 8 tunnin työvuorossa; tarjoavat hyvän pinnanlaadun ja puutavaran geometrian.
Kuten saatat arvata, ei ole olemassa universaalia puuntyöstötekniikkaa. Saha tulee valita sahattavien raaka-aineiden ja valmistamien tuotteiden mukaan.
Vladislav Permin, erityisesti sivustoa varten
ASIANTUNTIJAN LAUSUNTOJA
Dmitri Bychkov, Kamsky Bereg LLC:n johtaja (www.kbstanok.ru):
Pääasiallinen valintakriteeri on käyttökustannukset 1 kuutiometriä sahatavaraa kohden. Vastaavasti (muiden asioiden ollessa samat), mitä korkeampi tuottavuus, sitä pienemmät kustannukset.
Etsi ammattilaisia, tutki muiden teollisuudenalojen kokemuksia, tutki sahatavaramarkkinoiden tilannetta - kysyntä on alttiina kausivaihteluille, kannattavuus on keskimäärin alhainen, ostettujen raaka-aineiden työstäminen on erittäin vaikeaa. Kannattavuus riippuu myös puun käsittelyn syvyydestä. Ja muista: teroitin on tärkein työntekijä, sillä puutyöläisen voitto on sahanhampaan reunalla.
Mainitsen myös sellaisen laiteluokan, kuten ensimmäisen rivin pyörösahat ja toisen rivin monisahatut pyörösahat, jatkuvatoiminen tyyppi. Venäjän federaatiossa raskaita palkkeja (halkaisijaltaan enintään 500 mm) valmistaa nyt vain kaksi yritystä - Ekodrev-Machinery (Arctant) ja me, Kamsky Bereg-Stankostroy (Vityaz 640M). Jos joudut käsittelemään 100 kuutiometristä vuoroa kohden, kotimaiseen tuotantoon ei ole muita vaihtoehtoja. Jos tukkipuut ovat korkeintaan 300 mm (ohutmittainen), voit käyttää ohutpalkkeja ("Vepr 700").
Pyörösahat ovat luotettava ja laajalle levinnyt ratkaisu vakavaan liiketoimintaan. Niiden käyttö vaatii työmaan korkeaa mekanisointiastetta, mutta koneellisen integroidun pyörösahauslinjan kustannukset ovat nopeasti perusteltuja suuren virtausnopeuden, alhaisten käyttökustannusten ja laitteiden korkean luotettavuuden vuoksi.
Artur Zainutdinov, OOO TF ExpoFormin pääjohtaja (www.expoform.ru):
Nyt Venäjän markkinoita hallitsee laaja valikoima puuntyöstölaitteita, sekä tunnetuilta että vähemmän tunnetuilta valmistajilta. Kun valitset sitä, sinun on ensinnäkin tarkasteltava ostetun laitteen huoltotukea. Usein laitteet ostetaan erittäin edullisella hinnalla tai kokonaisuudella, ja sitten ongelmat alkavat varaosien toimituksesta ja huoltotuesta. Sinun tulee aina valita toimittajaksi markkinoilla tunnettu yritys, joka toimittaa luotettavat laitteet luotettavalta valmistajalta.
Toinen huomionarvoinen seikka on rakennuslaatu, tiettyjen laitteiden valmistuksessa käytetyt materiaalit ja komponentit. Edullisilla laitteilla on etu siinä vaiheessa, kun tuotanto on vasta avautumassa ja edistämiseen tarvitaan varoja ja tuotanto halutaan varustaa kaikilla tarvittavilla laitteilla mahdollisimman paljon. Mutta sinun on aina muistettava, että jonkin ajan kuluttua herää kysymys laitteiden korjaamisesta tai vaihtamisesta.
Ei ole mikään salaisuus, että useimmiten kohtaamme huonoa laatua ostaessamme laitteita Kaakkois-Aasiasta, erityisesti Kiinasta. Valituksia tulee myös eurooppalaisille valmistajille, joiden tuotanto- tai kokoonpanopaikat sijaitsevat edellä mainituilla alueilla.
On tärkeää muistaa, että laadukkaita laitteita arvostetaan myös jälkimarkkinoilla ja ne on aina helpompaa ja nopeampaa myydä. Siksi joskus on parempi ostaa haluttu kone tunnetulta valmistajalta jälkimarkkinoilla kuin ostaa uusi kone, joka on maalattu kirkkailla väreillä, kiiltävillä kahvoilla ja monilla epäilyttävän laadukkailla kelloilla ja pillillä.