Kierteen nousu 1 2. Putken kierre. Kuparijohtimet, johdot ja kaapelit
Suoria putkikierteitä käytetään pääasiassa putkiliitoksissa, putkiliittimissä ja -liittimissä. Tämä lanka ulottuu 1/16 - 6 "ja 28 - 11 lankaa per 1".
Putken kierteen nimellishalkaisijalla tarkoitetaan tavanomaisesti putken sisähalkaisijaa. Jako- ja halkaisijasuhteen suhteen putken kierre on OST 1260:n mukainen murskattu tuumakierre. Siksi putkikierrettä käytettiin aikoinaan, ennen pienten metristen kierteiden standardointia, paitsi putkiliitoksissa myös kiinnikkeitä, kun oli tarve tehdä kierteitä suhteellisen pienellä askeleella, klo suuret halkaisijat. Putken kierre on Euroopan laajuinen standardi putkille ja putkiliitoksille.
LIERIÖISEN PUTKEN KIERTEEN MITAT
(GOST 6357-81)
Standardi koskee sylinterimäisiä putkikierteitä, joita käytetään lieriömäisissä kierreliitoksissa sekä sisäisen lieriömäisen kierteen liitännöissä ulkoiseen kartiomainen lanka GOST 6211-81 mukaan.
Keskimääräisen kierteen halkaisijan toleranssit (standardin GOST 6357-81 mukaisesti) määritetään kahdessa tarkkuusluokassa - A ja B. Keskimääräisen kierteen halkaisijan toleranssit ovat kumulatiivisia. Halkaisijoiden d 1 ja D toleransseja ei ole määritelty.
mitat, mm
| Langan nimitys | Askelmien lukumäärä z 25,4 mm:n pituudella | Vaihe P | Kierteen halkaisija | Profiilin työkorkeus H 1 | Kaarevuussäde R | H | H/6 | |||
| 1. rivi | 2. rivi | ulompi d = D | keskiarvo d 2 = D 2 | sisäinen d 1 = D 1 | ||||||
| 1/16" 1/8" | - | 28 | 0,907 | 7,723 | 7,142 | 6,561 | 0,580777 | 0,124557 | 0,871165 | 0,145194 |
| 9,728 | 9,147 | 8,566 | ||||||||
| 1/4" 3/8" | - | 19 | 1,337 | 13,157 | 12,301 | 11,445 | 0,856117 | 0,183603 | 1,284176 | 0,214029 |
| 16,662 | 15,806 | 14,950 | ||||||||
| 1/2" | 5/8" | 14 | 1,814 | 20,955 | 19,793 | 18,631 | 1,161553 | 0,249115 | 1,742331 | 0,290389 |
| 22,911 | 21,749 | 20,587 | ||||||||
| 26,441 | 25,279 | 24,117 | ||||||||
| 30,201 | 29,039 | 27,877 | ||||||||
| 1" | 1 1/8" 1 3/4" | 11 | 2,309 | 33,249 | 31,770 | 30,291 | 1,478515 | 0,317093 | 2,217774 | 0,369629 |
| 37,897 | 36,418 | 34,939 | ||||||||
| 41,910 | 40,431 | 38,952 | ||||||||
| 44,323 | 42,844 | 41,365 | ||||||||
| 47,803 | 46,324 | 44,845 | ||||||||
| 53,746 | 52,267 | 50,788 | ||||||||
| 59,614 | 58,135 | 56,656 | ||||||||
| 2 1/2" 3 1/2" | 2 1/4" 3 3/4" |
65,710 | 64,231 | 62,752 | ||||||
| 75,184 | 73,705 | 72,226 | ||||||||
| 81,534 | 80,055 | 78,576 | ||||||||
| 87,884 | 86,405 | 84,926 | ||||||||
| 93,980 | 92,501 | 91,022 | ||||||||
| 100,330 | 98,851 | 97.372 | ||||||||
| 106,680 | 105,201 | 103,722 | ||||||||
| 4" | 4 1/2" 5 1/2" |
113,030 | 111,551 | 110.072 | ||||||
| 125,730 | 124,251 | 122,772 | ||||||||
| 138,430 | 136,951 | 135,472 | ||||||||
| 151,130 | 149,651 | 148,172 | ||||||||
| 163,830 | 162,351 | 160,872 | ||||||||
| Lankakokoja valittaessa tulee suosia 1. riviä 2:n sijaan. | ||||||||||
RUUVIEN PITUUDET GOST 6357-81 mukaan
Meikkipituudet on jaettu kahteen ryhmään: normaali N ja pitkä L.
mitat, mm
| Nimitys langan koko | Vaihe P | Meikin pituus | |
| N | L | ||
| 1/16", 1/8" | 0,907 | CV. 4-12 | CV. 12 |
| 1/4", 3/8" | 1,337 | CV. 5-16 | CV. 16 |
| 1/2", 5/8" | 1,814 | CV. 7-22 | CV. 22 |
| 1", 1 1/8", 1 1/4", 1 3/8" | 2,309 | CV. 10-30 | CV. kolmekymmentä |
| 1 1/2", 1 3/4", 2", 2 1/4", 2 1/2", 2 3/4", 3" | CV. 12-36 | CV. 36 | |
| 3 1/4", 3 1/2", 3 3/4", 4", 4 1/2", 5", 5 1/2", 6" | CV. 13-40 | CV. 40 | |
| Makeup-pituuksien numeeriset arvot määritetään empiirisesti. | |||
Symboli vasenkätisille kierteille sitä täydennetään kirjaimilla LH.
Esimerkkejä kierteen tarkkuusluokan A merkinnöistä:
G 1 1/2-A
vasemmanpuoleisen kierteen tarkkuusluokka B:
G 1 1/2 LH-B
Täytepituutta N ei ole ilmoitettu lankamerkinnässä.
Meikin pituus L on ilmoitettu millimetreinä.
G 1 1/2 LH-B-40
Laskeutuminen osoitetaan murto-osalla: jonka osoittajassa on merkitty sisäkierteen tarkkuusluokka, ja nimittäjässä - ulkokierteen tarkkuusluokan merkintä.
G11/2-A/A; G 1 1/2 LH-A / B
Tämän standardin mukaisen tarkkuusluokan A sisäputken sylinterimäisen kierteen liitos GOST 6211-81:n mukaiseen ulkopuoliseen putken kartiomaiseen kierteeseen on merkitty seuraavasti:
G / R 1 1/2 - A
P.S. Kerran sylinterimäisen putken kierteen profiili (OST 266:n mukaan) ulottui halkaisijaan jopa 18 "kierteiden lukumäärä per 1" välillä 28-8.
Liittyvät dokumentit:
- reiät kierteitystä varten
GOST 3469-91: Mikroskoopit. Linssin lanka. Mitat (muokkaa)
GOST 4608-81: Metrinen kierre. Häiriölaskuja
GOST 5359-77: Okulaarin lanka optisille instrumenteille. Profiili ja mitat
GOST 6042-83: Pyöreä Edison-lanka. Profiilit, koot ja rajakoot
GOST 6111-52 - kartiomainen tuumakierre, jonka profiilikulma on 60 astetta
GOST 6211-81: kartiomainen putken kierre
GOST 6357-81: Lieriömäinen putken kierre
GOST 8762-75 - Lanka pyöreä halkaisija 40 mm kaasunaamareille ja kaliipereille siihen. Perusmitat
GOST 9000-81 - Metrinen kierre halkaisijalle alle 1 mm. Toleranssit
GOST 9484-81: Puolisuunnikkaan muotoinen kierre. Profiilit
GOST 9562-81: Yksialkuinen puolisuunnikkaan muotoinen kierre. Toleranssit
GOST 9909-81: kartiomaisten venttiilien ja kaasupullojen kierteet
GOST 10177-82: Kierrekierre. Profiili ja päämitat
GOST 11708-82: Lanka. Termit ja määritelmät
GOST 11709-81: Metrinen kierre muoviosille
GOST 13535-87: Vahvistettu työntökierre 45 astetta
GOST 13536-68: Pyöreä kierre saniteettiliittimiin. Profiili, päämitat, toleranssit
GOST 16093-2004: Metrinen kierre. Toleranssit. Selvityslaskut
GOST 16967-81: Metrinen kierre instrumenttien valmistukseen. Halkaisijat ja askelmat
GOST 24737-81: Yksialkuinen puolisuunnikkaan muotoinen kierre. Perusmitat
GOST 24739-81: Puolisuunnikkaan muotoinen monikäynnistyskierre
GOST 25096-82: Kierrekierre. Toleranssit
GOST 25229-82: Metrinen kartiomainen kierre
GOST 28487-90: kartiomainen työkaluliitoskierre poranauhaelementeille. Profiili. Mitat. Toleranssit
TUUMAKIERTOJEN PERUSPARAMETRIT
(BSW (Ww), BSF, UNC, UNF standardit)
Tuumaisen kierteen huiput ja laaksot, jotka ovat samankaltaisia kuin metrisen langan, ovat litteitä. Tuumalangan nousu määräytyy kierteiden lukumäärän (kierrosten) mukaan tuumaa kohti 1", mutta sen yläkulma on 55° (Whitworthin kierre on brittiläinen BSW (Ww) ja BSF), kärkikulma on 60 ° (amerikkalainen UNC ja UNF ).
Ulkokierteen halkaisija mitataan tuumina 1" = 25,4 mm- viiva (") tuumalle. Tuumakierteelle on ominaista kierteiden lukumäärä tuumaa kohti. Amerikkalaisten standardien mukaan tuumakierteet valmistetaan karkealla (UNC) ja hienolla (UNF) nousulla.
NPSM- Amerikkalainen standardi tuuman lieriömäiselle putken kierteelle.
NPT- Amerikkalainen standardi tuuman kartiomaiselle kierteelle.
Standardit:
ASME / ANSI B1.1- 2003 Unified Inch Screw Threads, UN & UNR Thread Form
ASME / ANSI B1.10M- 2004 yhtenäiset miniruuvikierteet
ASME / ANSI B1.15- 1995 Unified Inch Screw Threads, UNJ Thread Form
AMERIKAN TUUMINEN KIERTE
Tuumalangan pääparametrit:
d (D)- pultin ja mutterin kierteen ulkohalkaisija;
d p (D p)- pultin ja mutterin kierteen keskimääräinen halkaisija;
Teinkö)- pultin ja mutterin kierteen sisähalkaisija;
n- lankojen lukumäärä tuumaa kohti.
American Coarse Thread - UNS
|
Lankojen koot, tuumaa (mm) |
D |
D s |
D i |
Lankojen koot, tuumaa (mm) |
D |
D s |
D i |
||
|
№1 (1,8542) | |||||||||
|
№2 (2,1844) |
1 (25,4) |
||||||||
|
№3 (2,5146) |
1 1/8 (28,58) |
||||||||
|
№4 (2,8448) |
1 1/4 (31,75) |
||||||||
|
№5 (3,1750) |
1 3/8 (34,925) |
||||||||
|
№6 (3,5052) |
1 1/2 (38,10) |
||||||||
|
№8 (4,1656) |
1 3/4 (44,45) |
||||||||
|
№10 (4,8260) |
|||||||||
|
№12 (5,4864) |
2 (50,8) |
||||||||
|
2 1/4 (57,15) |
|||||||||
|
1/4 (6,3500) |
2 1/2 (63,5) |
||||||||
|
5/16 (7,9375) |
2 3/4 (69,85) |
||||||||
|
3/8 (9,5250) |
|||||||||
|
7/16 (11,1125) |
3 (76,2) |
||||||||
|
1/2 (12,700) |
3 1/4 (82,55) |
||||||||
|
9/16 (14,2875) |
3 1/2 (88,9) |
||||||||
|
5/8 (15,8750) |
3 3/4 (95,25) |
||||||||
|
3/4 (19,0500) |
4 (101,6) |
||||||||
|
7/8 (22,2250) |
|||||||||
American Fine Pitch Thread - UNF
|
Lankojen koot, tuumaa (mm) |
D |
D s |
D i |
Lankojen koot, tuumaa (mm) |
D |
D s |
D i |
||
|
№0 (1,524) |
3/8 (9,525) |
||||||||
|
№1 (1,8542) |
7/16 (11,1125) |
||||||||
|
№2 (2,1844) |
1/2 (12,700) |
||||||||
|
№3 (2,5146) |
9/16 (14,2875) |
||||||||
|
№4 (2,8448) |
5/8 (15,875) |
||||||||
|
№5 (3,1750) |
3/4 (19,050) |
||||||||
|
№6 (3,5052) |
7/8 (22,225) |
||||||||
|
№8 (4,1656) |
|||||||||
|
№10 (4,8260) |
1 (25,4) |
||||||||
|
№12 (5,4864) |
1 1/8 (28,58) |
||||||||
|
1 1/4 (31,75) |
|||||||||
|
1/4 (6,350) |
1 3/8 (34,925) |
||||||||
|
5/16 (7,9375) |
1 1/2 (38,10) |
||||||||
Amerikkalainen kierre erittäin hienolla nousulla - UNEF
|
Lankojen koot, tuumaa (mm) |
D |
D s |
D i |
Lankojen koot, tuumaa (mm) |
D |
D s |
D i |
||
|
№12 (5,4864) |
|||||||||
|
1 (25,4) |
|||||||||
|
1/4 (6,350) |
1 1/16 (26,987) |
||||||||
|
5/16 (7,9375) |
1 1/8 (28,58) |
||||||||
|
3/8 (9,525) |
1 3/16 (30,162) |
||||||||
|
7/16 (11,1125) |
1 1/4 (31,75) |
||||||||
|
1/2 (12,700) |
1 5/16 (33,337) |
||||||||
|
9/16 (14,2875) |
1 3/8 (34,925) |
||||||||
|
5/8 (15,875) |
1 7/16 (36,512) |
||||||||
|
11/16 (17,462) |
1 1/2 (38,10) |
||||||||
|
3/4 (19,050) |
1 9/16 (39,687) |
||||||||
|
13/16 (20,637) |
1 5/8 (41,27) |
||||||||
|
7/8 (22,225) |
1 11/16 (42,86) |
||||||||
|
15/16 (23,812) |
|||||||||
Kierrekoot ovat langan ulkohalkaisija, joka ilmaistaan tuuman murto-osina. Yksi tuuman ruuvikierteen pääominaisuuksista on kierrosten lukumäärä tuumaa kohti kierteen pituutta (n). Kierrosten lukumäärä ja kierteen nousu P liittyvät suhteeseen:
Amerikkalaiset standardit tarjoavat kaksi lankamuotoa:
Tasajuurinen lanka, joka on merkitty kirjaimilla UN;
- säteittäisjuurella varustettu kierre, joka on merkitty kirjaimilla UNR.
Standardi määrittelee kolme kierteen tarkkuusluokkaa. Nämä luokat on nimetty 1A, 2A, 3A, 1B, 2B, 3B. Tarkkuusluokat 1A, 2A, 3A viittaavat ulkokierteisiin; tarkkuusluokat 1B, 2B, 3B viittaavat sisäkierteisiin. Tarkkuusluokka 1A, 1B on karkein ja sitä käytetään tapauksissa, joissa vaaditaan nopeaa ja helppoa asennusta, myös osittain likaisten ja kolhien kierteiden kohdalla. Tarkkuusluokka 2A, 2B on yleisin ja sitä käytetään kierteisiin yleinen tarkoitus... Tarkkuusluokat 3A, 3B asettavat kierteille tiukimmat vaatimukset ja sitä käytetään tapauksissa, joissa vaaditaan vähimmäisvälys kierreliitoksessa.
Langan nimitys... Nimelliskoko tallennetaan ensin, sen jälkeen lankojen lukumäärä langan tuumaa kohti, lankaryhmän symbolit ja tarkkuusluokan symboli. Kirjaimet LH merkinnän lopussa osoittavat vasenta lankaa. Nimelliskoko on ulkohalkaisija, joka määritellään murtokokona tai kierteen numerona tai niiden desimaalilukuna.
Esimerkiksi: 1/4 - 20UNS - 2A tai 0,250 - 20UNC - 2A
BRITTIläiset STANDARDIT TUUMAKIRJAT
(BSW (Ww) ja BSF)
| Tunniste kaiverruksia | BSP koko sisään |
langan nousu | suurin halkaisija | pienin halkaisija | A/F mm |
pituus mm |
putket | kierrereiän halkaisija (poralle) mm |
||||||||
| sisään (TPI) |
mm | mm | sisään | mm | sisään | DN mm |
OD mm |
OD sisään |
paksuus mm |
BSP.PL (Rp) |
BSP.F (G) |
|||||
| -1 | 1 / 16 | 28 | 0,907 | 7,723 | 0,304 | 6,561 | 0,2583 | 4 ± 0,9 | 6,60 | 6,80 | ||||||
| -2 | 1 / 8 | 28 | 0,907 | 9,728 | 0,383 | 8,565 | 0,3372 | 15 | 4 ± 0,9 | 6 | 10,2 | 0,40 | 2 | 8,60 | 8,80 | |
| -4 | 1 / 4 | 19 | 1,337 | 13,157 | 0,518 | 11,445 | 0,4506 | 19 | 6 ± 1,3 | 8 | 13,5 | 0,53 | 2,3 | 11,50 | 11,80 | |
| -6 | 3 / 8 | 19 | 1,337 | 16,662 | 0,656 | 14,950 | 0,5886 | 22/23 | 6,4 ± 1,3 | 10 | 17,2 | 0,68 | 2,3 | 15,00 | 15,25 | |
| -8 | 1 / 2 | 14 | 1,814 | 20,955 | 0,825 | 18,633 | 0,7336 | 27 | 8,2 ± 1,8 | 15 | 21,3 | 0,84 | 2,6 | 18,75 | 19,00 | |
| -10 | 5 / 8 | 14 | 1,814 | 22,911 | 0,902 | 20,589 | 0,8106 | 16 | 2,6 | - | 21,00 | |||||
| -12 | 3 / 4 | 14 | 1,814 | 26,441 | 1,041 | 24,120 | 0,9496 | 32 | 9,5 ± 1,8 | 20 | 26,9 | 1,06 | 2,6 | 24,25 | 24,50 | |
| -16 | 1 | 11 | 2,309 | 33,249 | 1,309 | 30,292 | 1,1926 | 43 | 10,4 ± 2,3 | 25 | 33,7 | 1,33 | 3,2 | 30,40 | 30,75 | |
| -20 | 1 1 / 4 | 11 | 2,309 | 41,910 | 1,650 | 38,953 | 1,5336 | 53 | 12,7 ± 2,3 | 32 | 42,4 | 1,67 | 3,2 | 39,00 | 39,50 | |
| -24 | 1 1 / 2 | 11 | 2,309 | 47,803 | 1,882 | 44,846 | 1,7656 | 57 | 12,7 ± 2,3 | 40 | 48,3 | 1,90 | 3,2 | 45,00 | 45,00 | |
| -32 | 2 | 11 | 2,309 | 59,614 | 2,347 | 56,657 | 2,2306 | 70 | 15,9 ± 2,3 | 50 | 60,3 | 2,37 | 3,6 | 56,75 | 57,00 | |
| -40 | 2 1 / 2 | 11 | 2,309 | 75,184 | 2,960 | 72,227 | 2,8436 | 17,5 ± 3,5 | 65 | 76,1 | 3,00 | 3,6 | ||||
| -48 | 3 | 11 | 2,309 | 87,884 | 3,460 | 84,927 | 3,3436 | 20,6 ± 3,5 | 80 | 88,9 | 3,50 | 4 | ||||
| -64 | 4 | 11 | 2,309 | 113,030 | 4,450 | 110,073 | 4,3336 | 25,5 ± 3,5 | 100 | 114,3 | 4,50 | 4,5 | ||||
| -80 | 5 | 11 | 2,309 | 138,430 | 5,450 | 135,472 | 5,3335 | 28,6 ± 3,5 | 125 | 139,7 | 5,50 | 5 | ||||
| -96 | 6 | 11 | 2,309 | 163,830 | 6,450 | 160,872 | 6,3335 | 28,6 ± 3,5 | 150 | 165,1 | 6,50 | 5 | ||||
Liittyvät dokumentit:
GOST 3469-91: Mikroskoopit. Linssin lanka. Mitat (muokkaa)
GOST 4608-81: Metrinen kierre. Häiriölaskuja
GOST 5359-77: Okulaarin lanka optisille instrumenteille. Profiili ja mitat
GOST 6042-83: Pyöreä Edison-lanka. Profiilit, koot ja rajakoot
GOST 6111-52 - kartiomainen tuumakierre, jonka profiilikulma on 60 astetta
GOST 6211-81: kartiomainen putken kierre
GOST 6357-81: Lieriömäinen putken kierre
GOST 8762-75: Pyöreä kierre, jonka halkaisija on 40 mm kaasunaamareille ja sen mittareille. Perusmitat
GOST 9000-81 - Metrinen kierre halkaisijalle alle 1 mm. Toleranssit
GOST 9484-81: Puolisuunnikkaan muotoinen kierre. Profiilit
GOST 9562-81: Yksialkuinen puolisuunnikkaan muotoinen kierre. Toleranssit
GOST 9909-81: kartiomaisten venttiilien ja kaasupullojen kierteet
GOST 10177-82: Kierrekierre. Profiili ja päämitat
GOST 11708-82: Lanka. Termit ja määritelmät
GOST 11709-81: Metrinen kierre muoviosille
GOST 13535-87: Vahvistettu työntökierre 45 astetta
GOST 13536-68: Pyöreä kierre saniteettiliittimiin. Profiili, päämitat, toleranssit
GOST 16093-2004: Metrinen kierre. Toleranssit. Selvityslaskut
GOST 16967-81: Metrinen kierre instrumenttien valmistukseen. Halkaisijat ja askelmat
GOST 24737-81: Yksialkuinen puolisuunnikkaan muotoinen kierre. Perusmitat
GOST 24739-81: Puolisuunnikkaan muotoinen monikäynnistyskierre
GOST 25096-82: Kierrekierre. Toleranssit
GOST 25229-82: Metrinen kartiomainen kierre
GOST 28487-90: kartiomainen työkaluliitoskierre poranauhaelementeille. Profiili. Mitat. Toleranssit
Kierrekiinnikkeet ovat olleet tunnettuja antiikista lähtien. Tutkijat löytävät edelleen jäänteitä osista, jotka ulkoisesti muistuttavat nykyaikaisia ruuveja ja muttereita. Mutta kaiverrus oli yleisintä 1700-luvun teollisen vallankumouksen aikana. Aluksi irrotettavien kierreliitosten yleistymistä hankaloitti standardoinnin puute, mikä teki mahdottomaksi varmistaa tuotteiden vaihtokelpoisuuden. Lahjakas englantilainen insinööri Charles Whitworth ratkaisi tämän ongelman. Hän kehittyi yhtenäinen järjestelmä koot ja merkinnät, käyttämällä tähän englanninkielistä tuumaa. Näin tuumalanka syntyi. Ja kaikki koot on lueteltu taulukossa GOST: n mukaisesti.
Asetukset
Tuumakierre on kolmioprofiilin irrotettava liitos, jonka kärkikulma on 55 astetta. Sen mittayksikkö on tuumaa. On heti huomattava, että Venäjällä tuumakierteiden käyttö uusien tuotteiden suunnittelussa on kielletty. Sen käyttö on sallittu vain silloin, kun valmistetaan varaosia laitteille, joille on jo tehty tuumakierre. Lisäksi tätä kierrettä on sallittua käyttää putkiliitoksena ja tiivistyshydraulisten elementtien valmistuksessa.
Tuumalle, kuten kaikille muille, on ominaista seuraavat pääparametrit:
- Ulkohalkaisija - päällä olevien kierrosten yläosien välinen etäisyys vastakkaiset puolet veistämällä. Mitä suurempi tämän parametrin arvo on, sitä suuremman aksiaalikuorman kierre kestää. Takapuoli mitali on tiiviyden heikkeneminen, joka liittyy kierrevirheiden kertymiseen.
- Nimellinen (keskimääräinen) halkaisija - ympyrä, joka on merkitty kierreprofiiliin, jonka halkaisija riippuu noususta ja joka sijaitsee väliasennossa sisä- ja ulkohalkaisijoiden välillä. Tätä parametria on vaikea mitata normaaleissa olosuhteissa, ja sen määrittämiseksi on säikeiden viitetaulukko.
- Sisähalkaisija - ympyrän halkaisija, joka on merkitty kierreprofiilin juureen.
- Jakoväli on kierreliitoksen vierekkäisten kampasimpukoiden välinen etäisyys. Tämä parametri mitataan kierrosten lukumääränä tuumaa kohti. Askelkoko kuvaa jännityksen arvoa ja jakautumista tuumaisten kierteiden kierrosten välillä. Suunnittelijat käytännössä lisäävät nousua, kun ne altistetaan kierteen suurille mekaanisille kuormituksille. Jos kierteelle asetetaan vaatimuksia kireyden ylläpitämiseksi, nousua pienennetään.
- Käännösten nousukulma on käännösprofiilin sivusivujen välinen kulma. Aluksi sen arvo kaikentyyppisille tuuman kaiverruksille oli 55 astetta. Mutta nyt löytyy yhä enemmän tuumaisia kierteitä, joiden profiilikulma on 60 astetta.
Erilaisia tuuman lankoja
Kierreliitoksia on monen tyyppisiä, joiden mitat ovat tuumaa, mutta niistä Venäjällä erotetaan seuraavat päätyypit:
- Putkimainen lieriömäinen
- Putkimainen kartiomainen
Jokaisella kategorialla on omat ominaisuutensa. Lieriömäisiä putkien kierteitä säätelee GOST 6357-81. Kierrekoot on standardoitu ja merkitty erityiseen taulukkoon. Näille tuuman kierteille on ensisijaisesti ominaista hienompi nousu, mikä tarkoittaa vähemmän kierteitä tuumaa kohti.
Pöytä. Sylinterimäinen putken kierre. GOST 6357-81.
| Langan nimitys | Askelmien lukumäärä z 25,4 mm:n pituudella | Vaihe P | Kierteen halkaisija | Profiilin työkorkeus H 1 | Kaarevuussäde R | H | H/6 | |||
| 1. rivi | 2. rivi | ulompi d = D | keskiarvo d 2 = D 2 | sisäinen d 1 = D 1 | ||||||
| 1/16" 1/8" |
- | 28 | 0,907 | 7,723 | 7,142 | 6,561 | 0,580777 | 0,124557 | 0,871165 | 0,145194 |
| 9,728 | 9,147 | 8,566 | ||||||||
| 1/4" 3/8" |
- | 19 | 1,337 | 13,157 | 12,301 | 11,445 | 0,856117 | 0,183603 | 1,284176 | 0,214029 |
| 16,662 | 15,806 | 14,950 | ||||||||
| 1/2" | 5/8" |
14 | 1,814 | 20,955 | 19,793 | 18,631 | 1,161553 | 0,249115 | 1,742331 | 0,290389 |
| 22,911 | 21,749 | 20,587 | ||||||||
| 26,441 | 25,279 | 24,117 | ||||||||
| 30,201 | 29,039 | 27,877 | ||||||||
| 1" | 1 1/8" 1 3/4" |
11 | 2,309 | 33,249 | 31,770 | 30,291 | 1,478515 | 0,317093 | 2,217774 | 0,369629 |
| 37,897 | 36,418 | 34,939 | ||||||||
| 41,910 | 40,431 | 38,952 | ||||||||
| 44,323 | 42,844 | 41,365 | ||||||||
| 47,803 | 46,324 | 44,845 | ||||||||
| 53,746 | 52,267 | 50,788 | ||||||||
| 59,614 | 58,135 | 56,656 | ||||||||
| 2 1/2" 3 1/2" |
2 1/4" 3 3/4" |
65,710 | 64,231 | 62,752 | ||||||
| 75,184 | 73,705 | 72,226 | ||||||||
| 81,534 | 80,055 | 78,576 | ||||||||
| 87,884 | 86,405 | 84,926 | ||||||||
| 93,980 | 92,501 | 91,022 | ||||||||
| 100,330 | 98,851 | 97.372 | ||||||||
| 106,680 | 105,201 | 103,722 | ||||||||
| 4" | 4 1/2" 5 1/2" |
113,030 | 111,551 | 110.072 | ||||||
| 125,730 | 124,251 | 122,772 | ||||||||
| 138,430 | 136,951 | 135,472 | ||||||||
| 151,130 | 149,651 | 148,172 | ||||||||
| 163,830 | 162,351 | 160,872 | ||||||||
| Lankakokoja valittaessa tulee suosia 1. riviä 2:n sijaan. | ||||||||||
Sen toinen ero on sen pyöristetympi profiili. Se edistää kierrosten tiukempaa kosketusta toisiinsa, mikä vähentää vuotojen todennäköisyyttä kuljetettaessa nestettä tämän läpi kierreliitäntä.
Putken lieriömäiset kierteet leikataan putkiin, joiden halkaisija on enintään 6 tuumaa. Tämän kokoiset putkikoot vaativat erittäin tarkkojen laitteiden käyttöä, mikä lisää tuotantokustannuksia. Tässä tapauksessa on tehokkaampaa, sekä teknisestä että taloudellisesta näkökulmasta, kiinnittää putket hitsaamalla.
Kartioputkien kierteet on esitetty standardissa GOST 6211-81. Mittataulukko, toleranssirajat ja kuormitusarvot on kuvattu tässä standardissa. Kierroksen profiilin tyypistä riippuen kartiomainen kierre on samanlainen kuin tuumakierre, mutta sillä on 2 melko tärkeää eroa.
Kapeneva putken kierre. GOST 6211-81.
| Langan koon merkintä | Vaihe P | Askelmäärä per pituus 25,4 mm |
H | H 1 | C | R | Kierteiden halkaisijat päätasossa | Langan pituus | |||
| d = D | d 2 = D 2 | d 1 = D 1 | l 1 | l 2 | |||||||
| 1/16" | 0,907 | 28 | 0,870935 | 0,580777 | 0,145079 | 0,124511 | 7,723 | 7,142 | 6,561 | 6,5 | 4,0 |
| 1/8" | 9,728 | 9,147 | 8,566 | ||||||||
| 1/4" | 1,337 | 19 | 1,283837 | 0,856117 | 0,213860 | 0,183541 | 13,157 | 12,301 | 11,445 | 9,7 | 6,0 |
| 3/8" | 16,662 | 15,806 | 14,950 | 10,1 | 6,4 | ||||||
| 1/2" | 1,814 | 14 | 1,741870 | 1,161553 | 0,290158 | 0,249022 | 20,955 | 19,793 | 18,631 | 13,2 | 8,2 |
| 3/4" | 26,441 | 25,279 | 24,117 | 14,5 | 9,5 | ||||||
| 1" | 2,309 | 11 | 2,217187 | 1,478515 | 0,369336 | 0,316975 | 33,249 | 31,770 | 30,291 | 16,8 | 10,4 |
| 1 1/4" | 41,910 | 40,431 | 38,952 | 19,1 | 12,7 | ||||||
| 1 1/2" | 47,803 | 46,324 | 44,845 | ||||||||
| 2" | 59,614 | 58,135 | 56,656 | 23,4 | 15,9 | ||||||
| 2 1/2" | 75,184 | 73,705 | 72,226 | 26,7 | 17,5 | ||||||
| 3" | 87,884 | 86,405 | 84,926 | 29,8 | 20,6 | ||||||
| 3 1/2" | 100,330 | 98,851 | 97,372 | 31,4 | 22,2 | ||||||
| 4" | 113,030 | 111,551 | 110,072 | 35,8 | 25,4 | ||||||
| 5" | 138,430 | 136,951 | 135,472 | 40,1 | 28,6 | ||||||
| 6" | 163,830 | 162,351 | 160,872 | ||||||||
Ensinnäkin profiilikulmia on kahta tyyppiä: 55 ja 60 astetta. Toinen ero on, että lanka leikataan kartiomaisesti, minkä vuoksi kartiomaisilla kierteillä on sellainen laatu kuin itsetiivistyminen (taulukko, jossa on kartioarvot, on esitetty viitekirjallisuudessa). Siksi niitä käyttävät kiinnikkeet eivät vaadi ylimääräisten tiivistyselementtien käyttöä: pellavalankaa, lankaa punaisella lyijyllä jne.
Merkintä- ja tarkkuusluokat
Kierretarkkuusluokkaa on 3: ensimmäinen (karkea), toinen ja kolmas (tarkin). Tämän tai sen luokan valinta riippuu kahdesta tekijästä: taulukosta otetun kierteen halkaisijan mitat, nesteen paine putkilinjassa. Mitä korkeampi lankaluokka, sitä enemmän painetta nestettä hän kestää.
Mitat tarkastetaan tietyn tarkkuusluokan mukaisiksi erityisillä mittareilla. Tämän menetelmän avulla voit luotettavimmin määrittää langan vastaavuuden vaadituille mitoille, mutta se on työläämpää. Tämä menetelmä on tehokas sellaisten osien monierätuotannon olosuhteissa, jotka edellyttävät saatavuutta korkean tarkkuuden... Kun sarjatuotanto ei ole niin suurta eikä tarkkuusvaatimuksia ole kohonnut, kierteiden mittoja ohjataan seuraavasti:
- Ulkohalkaisijan mitat mitataan noniersatalla, mikrometrillä ja muulla mekaanisella laitteella mittauslaitteet... Sitten lukemat tarkistetaan vertailutaulukkoon.
- Askelkoot määritetään käyttämällä erikoiskampoja, esimerkiksi tuuman kierremitta. Sitten tuloksena saatu lankojen lukumäärä tuumaa kohti korreloidaan tuuman lankakokotaulukon arvon kanssa. Helpoin tapa mitata kierteen nousu on ottaa viivain, merkitä siihen 25,4 millimetriä ja laskea kuinka monta lankaa tiettyyn segmenttiin kuuluu. Huomaamme välittömästi, että tämä menetelmä on karkein eikä sovellu kierteiden mittaamiseen kolmannella ja toisella tarkkuusluokalla.

Analysoimme tuuman kierteen merkintää teknisessä dokumentaatiossa esimerkin avulla:
Kirjain "G" tarkoittaa, että putken kierre on sylinterimäinen. Venäjän standardien mukainen kartioputki on merkitty kirjaimella "K".
Numero "2" osoittaa ulkohalkaisijan koon. Mittayksikkö on tuumaa. Kierteiden kokoja ja niiden vaihtoehtoja säätelevät täysin GOST:t, ja ne on lueteltu erityisissä taulukoissa.
Kirjaimet "LH" osoittavat, että kierteellä on vasenkätinen ruuvaussuunta. Tämän symbolin puuttuminen osoittaa oikean suunnan.
Numero "2" kuvaa tarkkuusluokkaa. Poikkeamarajojen taulukko on esitetty GOSTissa. Luku "40" on ruuvien pituutta kuvaava koko.

Langan teko
Tuumaleikkauksen saamiseksi käytetään kahta päämenetelmää:
- nystyrä;
- Viipalointi.
Pyälletyt valmistetaan erityisillä kierreteloilla, joiden profiili seuraa langan muotoa. Työkappale asetetaan telojen väliin ja kierteet rullataan vaadittuihin mittoihin.
Tällä menetelmällä valmistetuille kierteille on ominaista korkeammat mekaaniset ominaisuudet johtuen jännitysaaltojen tasaisemmasta jakautumisesta kierrosten välillä. Myös pyälletyksellä on korkea suorituskyky, mikä mahdollisti sen laajan käytön massatuotannossa.
Valssausmenetelmän haittana on telojen valmistuksen monimutkaisuus. Niiden tarkkuuden pitäisi olla päällä korkeatasoinen... Muuten vaadittujen lankakokojen takaaminen on erittäin vaikeaa. Toinen kohta on videoiden materiaali. Sillä on oltava paremmat mekaaniset ominaisuudet. Yleensä tähän käytetään korkeaseosteisia leimattuja teräksiä. Kaikki tämä tekee uurretusta menetelmästä taloudellisesti erittäin kalliiksi.
Katkaistut langat ovat helpompia valmistaa, mutta mekaanisilta ominaisuuksiltaan, erityisesti kestävyydeltä, ne ovat huomattavasti huonompia kuin valssatut langat. Tämä johtuu profiilin terävämpien reunojen läsnäolosta ja vastaavasti suuremmasta jännitystekijän arvosta.
Tuote leikataan kahdella tavalla:
- Käsin.
- Sorvin käyttö.
Käytä käsin leikkaamiseen hanaa (sisälle r.) ja meistiä (ulompaa). Putki on kiinnitetty. Yksi ilmoitetuista tyypeistä laitetaan päälle ja ruuvataan päänsä alle käsityökalu lankatyypistä riippuen. Suorita leikkaus. Tämä prosessi toistetaan puhtauden ja tarkkuuden parantamiseksi.
Sorvissa toimintojen algoritmi on melko samanlainen. Vain putket ei ole kiristetty ruuvipuristimeen, vaan koneen istukkaan. Seuraavaksi leikkuri tuodaan sisään, langansyöttö kytketään päälle ja kone aloittaa valmistusprosessin. Tämä menetelmä tehokkaampi kuin manuaalinen leikkaus, mutta vaatii sorvaajalta tietyn pätevyyden.
Sylinterimäinen putken kierre, G (BSPP)
Sylinterimäinen putkikierre, jota käytetään sylinterimäisissä kierreliitoksissa sekä sisäisen sylinterimäisen kierteen liitännöissä ulkoisen kartiokierteen kanssa GOST 6211-81... Langan perusteella BSW(eng. Brittiläinen standardi Whitworth, laajalle levinneitä tuuman putkikierteitä, tunnetaan myös Whitworth-kierteinä) ja kierreyhteensopivia BSP(eng. Brittiläinen standardi putkikierre) ja merkitty BSPP.
- GOST 6357-81. Vaihdettavuuden perusnormit. Sylinterimäinen putken kierre.
- ISO R228
- EN 10226
- DIN 259
- BS 2779
- JIS B 0202
Säikeen parametrit
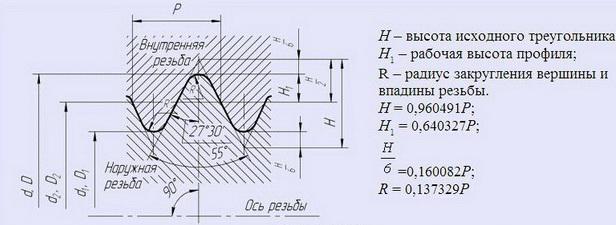
Tuumakierre profiilikulman yläosassa 55°, profiilin teoreettinen korkeus H = 0,960491P.
Se leikataan putkiksi kokoon 6" asti, yli 6" putket hitsataan.
Nimitys GOST 6357-81:n mukaan: kirjain G, nimellisputken koon numeerinen arvo tuumina, keskimääräisen halkaisijan tarkkuusluokka ( A, V) ja kirjaimet LH vasenkätisille kierteille. Esimerkiksi lanka, jossa on nimellishalkaisija 1 1/8 tarkkuusluokka A- merkitty seuraavasti: G 1 1/8-A.
GOST 6357-81:n mukaan lieriömäinen putken kierre. Lieriömäisen putken kierrevälin vaihdettavuuden perusstandardeja on neljä arvoa.
| Langan koon merkintä | Vaihe P | Kierteiden halkaisijat | |||
|---|---|---|---|---|---|
| Rivi 1 | Rivi 2 | d = D | d 2 = D 2 | d 1 = D 1 | |
| 1/16" | 0,907 | 7,723 | 7,142 | 6,561 | |
| 1/8" | 9,728 | 9,147 | 8,566 | ||
| 1/4" | 1,337 | 13,157 | 12,301 | 11,445 | |
| 3/8" | 16,662 | 15,806 | 14,950 | ||
| 1/2" | 1,814 | 20,955 | 19,793 | 18,631 | |
| 5/8" | 22,911 | 21,749 | 20,587 | ||
| 3/4" | 26,441 | 25,279 | 24,117 | ||
| 7/8" | 30,201 | 29.0З9 | 27,877 | ||
| 1" | 2,309 | 33,249 | 31,770 | 30,291 | |
| 1⅛" | 37,897 | 36,418 | 34,939 | ||
| 1¼" | 41,910 | 40,431 | 38,952 | ||
| 1⅜" | 44,323 | 42,844 | 41,365 | ||
| 1½" | 47,803 | 46,324 | 44,845 | ||
| 1¾" | 53,746 | 52,267 | 50,788 | ||
| 2" | 59,614 | 58,135 | 56,656 | ||
| 2¼" | 65,710 | 64,231 | |||
| 2½" | 75,184 | 73,705 | 72,226 | ||
| 2¾" | 81,534 | 80,055 | 78,576 | ||
| 3" | 87,884 | 86,405 | 84,926 | ||
| 3¼" | 93,980 | 92,501 | 91,022 | ||
| 3½" | 100,330 | 98,851 | 97,372 | ||
| 3¾" | 106,680 | 105,201 | 103,722 | ||
| 4" | 113,030 | 111,551 | 110,072 | ||
| 4½" | 125,730 | 124,251 | 122,772 | ||
| 5" | 138,430 | 136,951 | 135,472 | ||
| 5½" | 151,130 | 148,651 | 148,172 | ||
| 6" | 163,830 | 162,351 | 160,872 | ||
| missä d on ulkokierteen (putken) ulkohalkaisija; D on sisäkierteen (kytkimen) ulkohalkaisija; D 1 - sisäkierteen sisähalkaisija; d 1 - ulkokierteen sisähalkaisija; D 2 - sisäkierteen keskimääräinen halkaisija; d 2 - ulkokierteen keskimääräinen halkaisija. Kun valitset putken kierteen koon ensimmäinen rivi pitäisi suosia toinen. | |||||
Kierrekoon merkintä vastaa putken sisähalkaisijaa jonkin standardin mukaan (en: Nimellinen putkikoko).
Kartioputkikierre, R (BSPT)
Kartioputkikierre, jota käytetään kartiokierreliitoksissa sekä liitännöissä ulkoisella kartiokierteellä, jossa on sisäinen sylinterimäinen kierre standardin GOST 6357-81 mukaisesti. Langan perusteella BSW(eng. Brittiläinen standardi Whitworth) ja lanka yhteensopiva BSP(eng. Brittiläinen standardi putken kartiomainen kierre ) nimeltään BSPT(tiivistys saadaan aikaan murskaamalla kierre kierreliitoksessa kiinnitystä ruuvattaessa).
- GOST 6211-81. Vaihdettavuuden perusnormit. Kartiomainen putken kierre.
- ISO R7
- DIN 2999
- BS 21
- JIS B 0203
Säikeen parametrit
Tuumainen kierre, jonka kartiosuhde on 1:16 (kartiokulma φ = 3 ° 34'48 "). Yläkulma 55 °.
Merkintä: R-kirjain ulkokierteelle ja Rc sisäkierteelle (GOST 6211-81. Vaihdettavuuden perusstandardit. Kartioputkikierre.), Kierteen nimellishalkaisijan numeroarvo tuumina (tuumina), kirjaimet LH vasemmalle kierteelle. Esimerkiksi kierre, jonka nimellishalkaisija on 1 1/4, on merkitty nimellä R 1 1/4.
| Kokomerkintä kaiverruksia |
Vaihe P | Langan pituus | ||||
|---|---|---|---|---|---|---|
| Toimii | Ulompi d = D |
Keskiverto d 2 = D 2 |
Sisustus d 1 = D 1 |
|||
| 1/16" | 0,907 | 6,5 | 4,0 | 7,723 | 7,142 | 6,561 |
| 1/8" | 6,5 | 4,0 | 9,728 | 9,147 | 8,566 | |
| 1/4" | 1,337 | 9,7 | 6,0 | 13,157 | 12,301 | 11,445 |
| 3/8" | 10,1 | 6,4 | 16,662 | 15,806 | 14,950 | |
| 1/2" | 1,814 | 13,2 | 8,2 | 20,955 | 19,793 | 18,631 |
| 3/4" | 14,5 | 9,5 | 26,441 | 25,279 | 24,117 | |
| 1" | 2,309 | 16,8 | 10,4 | 33,249 | 31,770 | 30,291 |
| 1¼" | 19,1 | 12,7 | 41,910 | 40,431 | 38,952 | |
| 1½" | 19,1 | 12,7 | 47,803 | 46,324 | 44,845 | |
| 2" | 23,4 | 15,9 | 59,614 | 58,135 | 56,565 | |
| 2½" | 26,7 | 17,5 | 75,184 | 73,705 | 72,226 | |
| 3" | 29,8 | 20,6 | 87,884 | 86,405 | 84,926 | |
| 3½" | 31,4 | 22,2 | 100,330 | 98,851 | 97,372 | |
| 4" | 35,8 | 25,4 | 113,030 | 111,551 | 110,072 | |
| 5" | 40,1 | 28,6 | 138,430 | 136,951 | 135,472 | |
| 6" | 40,1 | 28,6 | 163,830 | 162,351 | 160,872 | |
Pyöreä kierre saniteettiliittimiin, Kr
Pyöreä kierre saniteettiliittimiin. Kierrettä käytetään karoissa, venttiileissä, hanoissa, wc- ja vesihanoissa.
NPSM-kierre (kansallinen putkikierre)
Sylinterimäinen tuuman putken kierre (eng. NPSM) - Amerikkalainen kierrestandardi ANSI / ASME B1.20.1:n mukaan. Standardi tarjoaa kierrekoot 1/16 "24" putkille ANSI / ASME B36.10M, BS 1600, BS EN 10255 ja ISO 65 -standardien mukaisesti.
| Kokomerkintä kaiverruksia |
Kierteet tuumalla | Langan pituus | Kierteen halkaisija päätasossa | |||
|---|---|---|---|---|---|---|
| Toimii | Putken päästä päätasoon | Ulompi d = D |
Keskiverto d 2 = D 2 |
Sisustus d 1 = D 1 |
||
| 1/16" | 27 | 6,5 | 4,064 | 7,895 | 7,142 | 6,389 |
| 1/8" | 7,0 | 4,572 | 10,272 | 9,519 | 8,766 | |
| 1/4" | 18 | 9,5 | 5,080 | 13,572 | 12,443 | 11,314 |
| 3/8" | 10,5 | 6,096 | 17,055 | 15,926 | 14,797 | |
| 1/2" | 14 | 13,5 | 8,128 | 21,223 | 19,772 | 18,321 |
| 3/4" | 14,0 | 8,611 | 26,568 | 25,117 | 23,666 | |
| 1" | 11½ | 17,5 | 10,160 | 33,228 | 31,461 | 29,694 |
| 1¼" | 18,0 | 10,668 | 41,985 | 40,218 | 38,451 | |
| 1½" | 18,5 | 10,668 | 48,054 | 46,287 | 44,520 | |
| 2" | 19,0 | 11,074 | 60,092 | 58,325 | 56,558 | |
| 2½" | 8 | 72,699 | ||||
| 3" | 88,608 | |||||
| 3½" | 101,316 | |||||
| 4" | 113,973 | |||||
| 5" | 141,300 | |||||
| 6" | 168,275 | |||||
| 8" | 219,075 | |||||
| 10" | 273,050 | |||||
| 12" | 323,850 | |||||
NPT-kierre (kansallinen putkikierre)
Tuumaisen putken kartiokierre (eng. NPT) - Amerikkalainen standardi kierteelle, jonka kartio on 1:16 (kartiokulma φ = 3 ° 34'48 ") tai lieriömäinen (eng. NPS) lanka päälle ANSI / ASME B1.20.1... Lanka NPT vastaa GOST 6111-52:ta. Kartiomainen tuumakierre, jonka profiilikulma on 60 astetta. Siinä on myös NPTF-kierre - tiiviste tapahtuu murskaamalla kierteet. Standardi tarjoaa standardien mukaisille putkille kierrekoot 1/16 "-24". ANSI / ASME B36.10M, BS 1600, BS EN 10255 ja ISO 65.
Profiilin kulma yläosassa on 60°, profiilin teoreettinen korkeus H = 0,866025P.
| Kokomerkintä kaiverruksia |
Kierteet tuumalla | Langan pituus | Kierteen halkaisija päätasossa | |||
|---|---|---|---|---|---|---|
| Toimii | Putken päästä päätasoon | Ulompi d = D |
Keskiverto d 2 = D 2 |
Sisustus d 1 = D 1 |
||
| 1/16" | 27 | 6,5 | 4,064 | 7,895 | 7,142 | 6,389 |
| 1/8" | 7,0 | 4,572 | 10,272 | 9,519 | 8,766 | |
| 1/4" | 18 | 9,5 | 5,080 | 13,572 | 12,443 | 11,314 |
| 3/8" | 10,5 | 6,096 | 17,055 | 15,926 | 14,797 | |
| 1/2" | 14 | 13,5 | 8,128 | 21,223 | 19,772 | 18,321 |
| 3/4" | 14,0 | 8,611 | 26,568 | 25,117 | 23,666 | |
| 1" | 11½ | 17,5 | 10,160 | 33,228 | 31,461 | 29,694 |
| 1¼" | 18,0 | 10,668 | 41,985 | 40,218 | 38,451 | |
| 1½" | 18,5 | 10,668 | 48,054 | 46,287 | 44,520 | |
| 2" | 19,0 | 11,074 | 60,092 | 58,325 | 56,558 | |
| 2½" | 8 | 72,699 | ||||
| 3" | 88,608 | |||||
| 3½" | 101,316 | |||||
| 4" | 113,973 | |||||
| 5" | 141,300 | |||||
| 6" | 168,275 | |||||
| 8" | 219,075 | |||||
| 10" | 273,050 | |||||
| 12" | 323,850 | |||||
Huomautuksia (muokkaa)
Katso myös
| ISO-standardit | |
|---|---|
| Listat: Luettelo ISO-standardeista Luettelo ISO-latinisaatioista Luettelo IEC-standardeista Luokat: Luokka: ISO-standardit Luokka: OSI-protokollat |
|
| 1 päällä 9999 |
1 2 4 7 16 (-0, -1, -2, -3, -4, -5, -6, -7, -8, -9, -10, -11, -12, -13) 128 226 228 259 269 296 302 306 428 ( , , , -5, -6) 690 732 764 843 898 1000 1007 1073-1 1413 1538 1745 2014 2015 2022 2145 2146 2281 2709 2711 2788 3029 ( , , ) 3307 3602 3864 3977 4031 4157 5776 5964 6166 6344 6346 6425 6429 6438 6523 6709 7001 7002 7388 7736 7810 7811 7812 7813 7816 8000 8217 8571 8652 8691 8807 8820-5 ( , , , , , , , , , -10 , -11 , -12, -13 , -14 , -15 , -16) 9126 9407 9506 9529 9564 9897 9984 9985 9995 |
| 10000 päällä 19999 |
10006 10118-3 10160 10161 10165 10206 10303 10303-11 10303-21 10303-22 10303-238 10303-28 10383 10585 10589 10664 10746 10861 10957 10962 10967 11073 11170 11179 11404 11544 11783 11784 11785 11801 11898 |
Tuumakierrettä käytetään pääasiassa putkiliitosten luomiseen: sitä käytetään sekä itse putkiin että metalliin ja muoviset liittimet tarvitaan putkistojen asennukseen eri tarkoituksiin... Tällaisten liitosten kierreelementtien pääparametreja ja ominaisuuksia säätelee vastaava GOST, joka antaa tuuman kierrekokojen taulukot, joita asiantuntijat ohjaavat.
pääparametrit
Normaali asiakirja, joka määrittelee sylinterimäisen tuuman kierteen mittoja koskevat vaatimukset, on GOST 6111-52. Kuten kaikilla muillakin, tuumakierteillä on kaksi pääparametria: nousu ja halkaisija. Jälkimmäinen tarkoittaa yleensä:
- ulkohalkaisija mitattuna putken vastakkaisilla puolilla olevien kierteitettyjen harjanteiden välistä;
- sisähalkaisija arvona, joka kuvaa etäisyyttä kierreharjanteiden välisen syvennyksen alimmasta pisteestä toiseen, joka sijaitsee myös putken vastakkaisilla puolilla.

Kun tiedät tuuman kierteen ulko- ja sisähalkaisijat, voit helposti laskea sen profiilin korkeuden. Tämän koon laskemiseksi riittää, että määritetään tällaisten halkaisijoiden välinen ero.
Toinen tärkeä parametri - askel - kuvaa etäisyyttä, jolla kaksi vierekkäistä harjannetta tai kaksi vierekkäistä painaumaa sijaitsevat toisistaan. Tuotteen koko osassa, johon putken kierre on tehty, sen nousu ei muutu ja sillä on sama merkitys. Jos näin tärkeä vaatimus ei täyty, se yksinkertaisesti ei toimi, siihen ei ole mahdollista poimia luodun yhteyden toista elementtiä.
Voit tutustua GOSTin tuumakierteitä koskeviin säännöksiin lataamalla pdf-dokumentin alla olevasta linkistä.
Kokotaulukko tuumaisille ja metrisille kierteille
Selvitä, miten metrisiä lankoja verrataan erilaisia tuuman kierteet käyttämällä alla olevan taulukon tietoja.

Samanlaiset metriset mitat ja erityyppiset tuumakierteet alueella noin Ø8-64 mm
Erot metrisistä lankoista
Heidän mukaansa ulkoisia merkkejä ja metristen ja tuumaisten kierteiden ominaisuuksissa ei ole niin paljon eroja, joista merkittävimmät ovat:
- kierteitetyn harjanteen profiilin muoto;
- halkaisijan ja nousun laskentamenettely.

Kun verrataan kierteitettyjen harjanteiden muotoja, voidaan nähdä, että tuuman kierteet ovat terävämpiä kuin metriset. Jos puhua tarkat mitat, silloin tuuman langan harjanteen yläosassa oleva kulma on 55°.
Metri- ja tuumakierteillä on eri mittayksiköt. Joten ensimmäisen halkaisija ja nousu mitataan millimetreinä ja toisen vastaavasti tuumina. On kuitenkin syytä muistaa, että tuumakierteen suhteen ei käytetä yleisesti hyväksyttyä (2,54 cm), vaan erikoisputken tuumaa, joka on 3,324 cm. Näin ollen, jos esimerkiksi sen halkaisija on ¾ tuumaa, niin millimetreinä se vastaa arvoa 25.
GOSTin vahvistaman minkä tahansa vakiokoon tuuman langan pääparametrien selvittämiseksi riittää, että katsot erityistä taulukkoa. Taulukoissa, jotka sisältävät tuuman kierrekoot, on annettu sekä kokonaisluku- että murtolukuarvot. Muista, että näiden taulukoiden jako on leikattujen urien (kierteiden) lukumääränä tuotteen pituuden tuumaa kohti.



Tämä parametri on mitattava, jotta voidaan tarkistaa, vastaako jo valmistetun kierteen nousu GOST:n määrittämiä mittoja. Tällaisissa mittauksissa, jotka suoritetaan sekä metrisille että tuuman kierteille saman algoritmin mukaisesti, käytetään vakiotyökaluja - kampaa, mittaria, mekaanista mittaria jne.
Helpoin tapa on mitata tuuman putken kierteen nousu seuraavalla menetelmällä:
- Yksinkertaisina mallina käytetään kytkintä tai liitosta, jonka sisäkierteen parametrit vastaavat tarkasti GOST:n antamia vaatimuksia.
- Pultti, jonka ulkokierteen parametrit on mitattava, ruuvataan kytkimeen tai liittimeen.
- Siinä tapauksessa, että pultti on muodostanut tiiviin kierreliitoksen kytkimen tai liitoksen kanssa, sen pintaan levitettävän kierteen halkaisija ja nousu vastaavat tarkasti käytetyn mallin parametreja.

Jos pulttia ei ole ruuvattu malliin tai ruuvataan sisään, mutta se muodostaa löysän liitoksen siihen, niin tällaiset mittaukset tulee tehdä toisella kytkimellä tai toisella liittimellä. Putken sisäkierre mitataan vastaavalla tekniikalla, mallina käytetään vain ulkokierteellä varustettua tuotetta.
Voit määrittää tarvittavat mitat käyttämällä kierremittaria, joka on sahalaitainen levy, jonka muoto ja muut ominaisuudet vastaavat tarkasti tietyllä nousulla olevan kierteen parametreja. Tällainen mallina toimiva levy kiinnitetään yksinkertaisesti testattuun kierteeseen sen sahalaitaisella osalla. Se, että valitun elementin lanka täyttää vaaditut parametrit, osoittaa tiukka istuvuus sen levyn sahalaitaisen osan profiiliin.

Mitataksesi tuuman ulkohalkaisijan koon tai metrinen lanka, voit käyttää tavanomaista jarrusatulaa tai mikrometriä.
Viipalointitekniikka
Sylinterimäinen putken kierre, joka kuuluu tuumatyyppiin (sekä sisä- että ulkopuolelta), voidaan leikata käsin tai mekaaninen menetelmä.
Manuaalinen langoitusKierteitys käsityökalulla, jota käytetään hanaan (sisäiseen) tai muotina (ulkoiseen), suoritetaan useissa vaiheissa.
- Käsiteltävä putki kiristetään ruuvipuristimeen ja käytetty työkalu kiinnitetään avaimeen (hanaan) tai muotinpitimeen (suulake).
- Suulake asetetaan putken päähän ja hana työnnetään sisään sisäosa kestää.
- Käytetty työkalu ruuvataan putkeen tai ruuvataan sen päähän nuppia tai suulakkeen pidikettä kääntämällä.
- Jotta lopputulos olisi puhtaampi ja tarkempi, voit toistaa viipalointitoimenpiteen useita kertoja.
Pujotus sorviin
Putken kierre leikataan mekaanisesti seuraavan algoritmin mukaan:
- Käsiteltävä putki kiinnitetään koneen istukkaan, jonka tukeen on kiinnitetty kierreleikkuri.
- Putken päässä leikkurilla poistetaan viiste, jonka jälkeen jarrusatulan liikenopeus säädetään.
- Kun leikkuri on tuotu koneen putken pinnalle, kierresyöttö kytketään päälle.
On pidettävä mielessä, että tuumakierre katkaistaan mekaanisesti käyttämällä sorvi vain putkimaisille tuotteille, joiden paksuus ja jäykkyys mahdollistavat sen. Putken tuuman kierteen teko mekaanisesti mahdollistaa korkealaatuisen tuloksen, mutta tällaisen tekniikan käyttö vaatii sorvaajalta asianmukaista pätevyyttä ja tiettyjä taitoja.
Tarkkuusluokat ja merkintäsäännöt
GOSTin osoittama tuumatyyppiin liittyvä lanka voi vastata yhtä kolmesta tarkkuusluokasta - 1, 2 ja 3. Laita tarkkuusluokkaa ilmaisevan numeron viereen kirjaimet "A" (ulkoinen) tai "B". (sisäinen). Kierteiden tarkkuusluokkien täydelliset tunnukset sen tyypistä riippuen näyttävät 1A, 2A ja 3A (ulkoiselle) ja 1B, 2B ja 3B (sisäiselle). On pidettävä mielessä, että karkeimmat langat vastaavat 1. luokkaa ja tarkimmat langat, joiden mitoille 3:lle asetetaan erittäin tiukat vaatimukset.






