Mis puuri parem valida majapidamises ja professionaalne töö? Puurimine on materjalide töötlemise tüüp. Puurimistehnoloogia. Töökeha puurimise seadmed
Puurimisvahendi valimisel enne spetsialisti on olemas kaks ülesannet: tööriista kasutusiga pikendada ning saavutada kindlaksmääratud avamise kvaliteedi parameetrid. Augud on võimalik saada mitmel viisil: stantsimine, valamine, sepistamine, laser või põletamine, puurimine kõige sagedamini kasutatakse metallitööstuses ja vajadusel - kasutuselevõtu ja kindlustunne. Sõltumata toimingute ahelast määrab avamise täpsus tavaliselt ühe või mitme geomeetrilise parameetriga: sirgeduse (telgede paralleelsus ja perpendilus), tõeline positsioon, silindrilisus (ümardus, koonuse kujutlusvõime, barrelness), pinna karedus).
On mitmeid tegureid, mis võivad kaasa tuua ebarahuldava tulemuse. Puuri valik ja kuidas seda rakendatakse, on avamise täpsuse seisukohalt ülioluline. Kiire terasest traditsioonilised külvikud annavad parimat tulemust kiirrežiimide kohta. Cobalt on natuke karmim ja kulumiskindel ja suudab saavutada parema tulemuse. Siis pulbrilised tahked sulamid peaksid lõpuks tahkekarbiidi, mis, välja arvatud püssi puurimine, annab parima tulemuse kõik parameetrid määramiseks kvaliteedi pinna. Pinna RA karedus on 0,32 μm ja vähem kergesti saavutatud karbiidpuuride abil jäiga paigaldamise tingimustes, külvamise ja tööriista hoidikus peksmise puudumine, kvaliteetse jahutusvedeliku kasutamine ja sobivate kiiruste valik ja sööda.
 Tööriistade avamise ja kasutusea suurendamise kvaliteedi parandamiseks kasutage spetsiaalseid harjutusi, mitte üldotstarbelist puurimist. Paljud tootjad pakuvad mitmeid küllaid, mis on ette nähtud konkreetse materjali töötlemiseks teatud sügavusele puurimiseks, suurendava kiibi juhtimisega jne.
Tööriistade avamise ja kasutusea suurendamise kvaliteedi parandamiseks kasutage spetsiaalseid harjutusi, mitte üldotstarbelist puurimist. Paljud tootjad pakuvad mitmeid küllaid, mis on ette nähtud konkreetse materjali töötlemiseks teatud sügavusele puurimiseks, suurendava kiibi juhtimisega jne.
CNC treipingite tegemisel tasub pöörata tähelepanu vahetatavate plaatide külvikutele. Mõnel juhul kasutatakse selliseid harjutusi karmide puurimiseks, seejärel nihutati tööriista väikese vahemaaga piki X-teljel ja seejärel kasutage puurimist puurkandjana. Seega on vaja väiksemat tööriista nomenklatuuri, saate säästa aega ja saada sirge ja täpse augu, millel on madalad puhtuse nõuded. Samal ajal on parem eelistada spetsiaalse Chipcolomiga harjutusi, mis võimaldavad moodustada vajaliku vormi kiipe. Eriline vahend, muidugi saavutab kõrge augu omadused - saate hõlpsasti muuta raadiuseid, tipptasemel omadusi, söötamiskiirust, seega annab raketit hea kontroll. Kuid see töötlemine nõuab lisaaega, mis oluliselt pikendab kogu protsessi.
Sõltumata sellest, kas peate võtma või mitte, tuleb puurimine läbi viia kvaliteetse jahutusvedeliku kontsentratsiooni pakkumisega - see parandab lõppkokkuvõttes pinna kvaliteeti ja suurendada tööriista kasutusiga ja muuta töötlemisperioodiks rohkem prognoositav. On mitmesuguseid jahutusvedelikke - see võib olla vesilahuse emulsioon või mineraalsete ja sünteetiliste õlide lahus, valik sõltub töödeldava materjali tüübist.
Samuti on oluline pöörata tähelepanu tööriista omanikule. Sõltumata sellest, millist tüüpi tööriista või tööriista kasutamist kasutate, hakkab keskmiselt neli aastat vana kulumist mõjutama selle töö tõhusust.
Isegi parimate omanike ja uute karbiidpuuridega jääb puurimine sageli parimaks viisiks kõigi konkreetsete nõuete saavutamiseks. Võib-olla on parim valik vahetatavate plaatide kasutamist, mis saavutab maksimaalse tootlikkuse väikseimate kuludega. Sellised pühkimine on madalamad kui tahked labad ja võivad pakkuda kõrget pinnakvaliteeti sööda määraga 7500 mm / min.
POP-d vajavad väga täpset joondamist, palju täpsemat kui puurid ja pühib. ISCAR-i David'i veresiini Kanada osakonna tootejuht väidab, et hüdraulikaomanikud ja mõnel juhul termotoosi, see on parim valik, et mitte häirida spindelit töötamise ajal. Umbes 80% elu kvaliteedi probleemidest tekivad vale seadistuse tõttu. Isegi parimate tööriistade ja omanikega, kui need paigaldavad need töötlemisse keskele 0,002mm spindli peksmisega, saame vea skaneerimise lõpus 0,05 mm. Seetõttu on vaja kasutada kohandatud omanikele. Neil on radiaalsed ja nurgelised reguleerivad kruvid ja nende abiga on võimalik saavutada Beyoni 0,001 mm ja vähem.
 CNC treipingite korral peaksid tornipea ja spindli töötamine olema ka täiesti konfigureeritud, vastasel juhul on pühkimine vaja ujuva hoidikuga, mis võimaldab tal enesekeskusele. Kuid asendatavate plaatide või asendatavate peaga töötamiseks on võimatu taotleda, et neid saab kasutada ainult tahke karbiidi või kiire terasest tööriistaga.
CNC treipingite korral peaksid tornipea ja spindli töötamine olema ka täiesti konfigureeritud, vastasel juhul on pühkimine vaja ujuva hoidikuga, mis võimaldab tal enesekeskusele. Kuid asendatavate plaatide või asendatavate peaga töötamiseks on võimatu taotleda, et neid saab kasutada ainult tahke karbiidi või kiire terasest tööriistaga.
Veelgi efektiivsem on töötlemine ilma puurimiseta ja retuatsioonita, mida teostab üksi külvik. Näiteks on olemas puurid, mis on varustatud spetsiaalsete plaatidega pinna poleerimiseks lõikamise protsessis ja isesenduri otsas, mis takistab tööriista kursust.
Üks kõige keerulisemaid ülesandeid puurimine on suvede töötlemine nikkel ja koobaltil, kiibi evakueerimise ja soojuse põlvkonna probleemid on veelgi teravamad. Nende materjalide soojusülekande ja suure kõvaduse halbade omaduste tõttu tasub kasutada asendatavate plaatidega puurid, mis töötavad oluliselt vähendatud kiirustes ja toitudes, kuid mitte liiga madal, et mitte kokku puutuda metalli kõvenemise probleemiga. Need. Sellist söötmiskiirust on vaja kiirendada, et leida tasakaal puurimise purunemise ja pragude moodustamise ja materjali järgneva hävitamise vahel. Samal ajal on tööriista kasutusiga umbes veerand võrreldes sarnaste teostega sulamiterasest töötlemisel, seetõttu on plaatide asendamine palju majanduslikult kasulikum võrreldes kogu puurimise asendamisega. Lisaks, kuna nendest materjalidest on kiire kõvenemise vara, on oluline pakkuda piisavat kogust kõrgsurve jahutusvedelikku ja Shag kuju peaks olema selline, et seda saab hõlpsasti läbida puuritootjaid. On vaja vältida puurimise väljundit, et eemaldada puurimisprotsessi ajal kiipe või pausi. Samal põhjusel on soovitatav valida protsess ilma eelsoojendamiseta puurimata.
Superscriptide töötlemisel on tööriista kinnitusmeetod väga oluline ja siin eelistatakse ka hüdrauliliste kolbampulli, mis annavad suurema kinnitusjõudu kui kollektor. Lisaks annab selle hoidiku sees sisalduv õli mõningase täiendava vibratsiooni kustutamise ja sellise puurimisega, mis tahes eelis on väga oluline.
Eriti raskusi on väikeste aukude puurimine läbimõõduga alla 3 mm. Selliste aukude töötlemise külvikud nimetatakse mikrosignaalideks. Jahutusvedeliku, mida kasutatakse selliste harjutustega, peaks olema väga väike viskoossus, soovitav veeallikas. Mikroend nõuab suuri kulusid. Drill jaotuse vältimiseks on vajalik madal vool, mis on vajalik ka piisava spindli pöörlemise saavutamiseks. Kõik see on tootlikkuse vähendamise põhjus ja toob kaasa kulude suurenemise, rääkimata MicroSurgooli kõrgekukukukukutest.
Alternatiivselt saate teatud läbimõõdu ja pikkuse korral kasutada koobaltide ja pulbermetalli mikrokinga, mis maksab kolm korda madalam.
Kui nõutava mikrokeroover suurus ei kuulu tootja standardse liinisse, maksavad reservuaar ja muud teisesed tegevused palju kallid. Juhul, kui sellised külvikud vajavad üsna palju, on see majanduslikult kasumlikum, et teha individuaalselt tehtud mikrosuurgulle.
Drill on iga viisardi jaoks üks levinumaid tööriistu. Aga isegi kui isik ei tegele mööbli või ehitamise tootmisega, ei ole puurimise olemasolu majapidamises kunagi üleliigne. Kuna külvik ei saa mitte ainult puurida augud metallist, puidust, plastikust ega tellist, on selle tööriista rakenduste valik palju laiem:
Shock-puurid on võimelised betooniseinad puurima auke;
Special-puuride abil saate klaasis puurida augud ja plaaditud;
Kasutades segisti düüside puurimist, võib kasutada tsemendilahuse valmistamiseks ja kuivade ehitamise segude valmistamiseks;
Eriliste pihustite puurimisega saate kasutada vanade värvide või metallist puhastamise osade puhastamiseks roostest;
On isegi pihustid, konverteerivad puurimine pusle, saagi või veski;
Ja külvikut saab kasutada köögis segisti asemel.
Loetlege alad, kus puurida pikka aega: seda kasutatakse kõikjal. Aga iga kaptenil on oma töötingimused ja selle tööriista nõuded. Ei ole universaalset puurimist, mis on hea töökohal hea. Enne ostmist tuleks otsida kaasaegsete harjutuste omaduste ja võimaluste omadusi ja võimalusi, et saada tõhusat vahendit mõistliku raha jaoks.
Puuride omadused.
Võimsus- külviku kõige olulisem omadus, paljudes aspektides määratletakse instrument, nii et võimsus antakse sageli juba mudeli nimes. Kahjuks on odavate külvikute hulgas sageli sagedased täitevvõimsus, nii et mitte pettunud ostu, vali tuntud tootjate puurimine. Kas kohe maha arvata 10 protsenti märgitud võimsusest.

Külvikud võimsusega alla 600 W sobivad puurimiseks kipsplaat, gaseeritud betoon ja puit. Puu selliste külvikutega saab puurida ainult spiraalpuurid väikeste sügavus; Kasutamine sellise puurimispliiatsi või frontneri külvikutega ei ole soovitatav. Väikese läbimõõduga saab puurida õhukestes näärmetes (kuni 3 mm). Vesoosemetallid (vask, alumiinium) madala võimsusega puuride külvikuga ei tohiks olla väikese läbimõõduga puurimine. Brickiga ja lisaks võivad sellised puurid olla ka probleemid, isegi kui tööriistal on šokkrežiim.

600-900 W-puurimist võib pidada igapäevaelu ja majapidamises kasutamiseks optimaalseks kasutamiseks. Selliste harjutustega saate kasutada kogu puuride ja pihustite spektrit, välja arvatud ainult Levis spiraalid, mille läbimõõt on üle 20 mm ja segisti pihustid.

Puuleid võimsusega 1 kW pigem sobivad spetsialistid. Jah, selline tööriist võib puurida a augu suure läbimõõduga paksu puidust baaris või liides 50 pitty liitrit. Kuid leibkonnaprobleemide puhul võib raske suurte puurimine olla ebamugav.
Maksimaalne puurimise läbimõõt. Valiku mugavuse huvides juhivad paljud tootjad puidu, metalli ja betooni puurimise maksimaalse läbimõõdud läbimõõdud. Alas, kasutage neid väärtusi ettevaatlikult, sest materjali paksusest midagi ei räägi. Ärge eraldage 400 W puurimise omadusi, mille maksimaalne metallpuurimisläbimõõt on 10 mM - tõenäoliselt metalli all tähendas tootja fooliumi.

All maksimaalne patroonide läbimõõt See viitab maksimaalsele puurimise läbimõõdule, mida saab kasseti sulgeda. Maksimaalne läbimõõt reeglina vastab tööriistavõimalustele. Multi-Poweri külvikud on varustatud väikese kassetiga puuride läbimõõduga kuni 10 mm, võimsate puuride kassettides, saate suure diameetri spetsiaalsete pihustite ja puuride klammerdada
Liik kassett. Kassett on mõeldud puuride ja pihustite kinnitamiseks. Kasutatakse mitut tüüpi kassetid:

Võti patroon Seni jääb kõige levinumaks. See on odav ja pakub külvamise usaldusväärset fikseerimist. Aga see ei ole liiga mugav ja selle kinnituse ja nõrgenemise jaoks on vaja spetsiaalset võti (mis kergesti kaotada).

Paindlik patroon See on kinnitatud lihtsalt käte pingutuse ja hea fikseerimise. Töö sellega on lihtne ja mugav, kuid see on kallim. Ja kui peate külvikule suure pöördemomendi üle kandma, ei pruugi sellise klambri fikseerimise aste olla piisav. Aga kodumajapidamiste puuride puhul on selline kassett optimaalne.
Kiire režiimi kassett võib olla bimphs või ühtlane. Üksik kassett puurimise asendamiseks nõuab spindli fikseerimist. Erinevatel mudelitel rakendatakse spindli fikseerimist erinevates viisides: mõnedel seadmetel blokeeritakse automaatselt, kui mootor peatatakse, teisele lukustamiseks vajutage vastavat nuppu või liigutage kinnitusrõngast. Kahe käega kaks kätt.

MK2, MK3 (MT3)see tähendab istme puurimise all või düüsi all Morse koonusega. Selline ühend annab usaldusväärse fikseerimise ja suure täpsuse tsentreerimise rasked pihustid ja külvikud. Tavapäraste külvikute kasutamiseks on vaja adapterit.

G 1/2 "ja 1 1/4" UNC - Spetsialiseeritud kassett teemantkroonide ühendamiseks betoonist, mida rakendatakse teemantpuurpuurides.

Weldon 19 mm- Special Cartridge usaldusväärne fikseerimine rasked pihustid, lõikurid ja puurid suur läbimõõduga. Standardite puuride kasutamiseks on vaja adapterit.
7/16 Hex.- kassett kuusnurkne varre suurus 7/16, "mida kasutatakse Milwaukee puurides ja mõnel teistel tootjatel. Kasutada standardpuurid, adapter on vajalik.

Puurid, mis on ette nähtud kroonide ja suurte läbimõõduga puuride puurimiseks, on kõrge pöördemoment, seetõttu varustavad kõrgemate õlgadega võimsusseadmeid. Kuid mõnikord (suurel läbimõõduga aukude puurimisel betoonis või metallist), see on lihtsalt võimatu puurida kätega. Sellisel juhul kasutatakse spetsiaalset tüüpi puurimist. Diamond kroonide kasutamisel külviti puurimispindja metalli puurimise jaoks olemas renditud magnetriiulile, esindades väikese igav masin, kruntides valmistatud metallist.

Kõrval vaata tööriista Külvikud jagatakse ässamatu ja trummid. Shock-puurides on puurimisrežiim, millel on puhumisrežiim, kus kassett lisaks pöörlevale liikumisele teatab puur ja vastastikune (trumli) impulssid. See hõlbustab betooni, süsti vormitud ja loodusliku kivi puurimist. Kuid ei ole vaja loota, et šokk puur suudab asendada perforaatori - isegi kõige võimsamate šokkide löögijõudu kaotab oluliselt enamiku perforaatorite mõju tugevuse.

Lisaks sellele toovad külvikute puuride omadused kaasa asjaolule, et selle funktsiooni sagedase kasutamisega langeb puhumise võimsus ja mõne aja pärast, kui puurimine on praktiliselt pöörama rõhutamata. Eriti kiiresti tekib see odav pehme metallist mõjumehhanismiga odavates mudelites.

Mõned külvikud sisaldavad siiski mehhanismi, mis on sarnane perforaatorite kasutamisele. Sellised külvikud on kergesti eristuvad silmusrežiimi olemasoluga, milles kassett liigub pöörlemiseta vastastikku.
Tühikäigu kiiruse maksimaalne kiirus Määrab, kuidas maksimaalne kiirus puurikasseti pöörata. Kõrge pöörlemiskiirus (2500-4000 pööret minutis) on vaja tahkete materjalide puurimiseks õhukeste puuridega: tahked metallid, klaas, keraamika. Raud on parem puuritud keskmise kiirusega (500-1500 pööret minutis), sõltuvalt külvamise läbimõõdust. Puu puuritakse madalal kiirusel (500-1000 rpm).
Ühest küljest suurendab suur maksimaalne revolutsioonide arv instrumendi universaalsust ja teiselt poolt ei nõua suuremaid kodumajapidamiste probleemide suuremat kiirust. Lisaks tootb maksimaalne puurivorm maksimaalsel kiirusel. Seega on 600 vatti puur, mille maksimaalne pöörlemiskiirus on 4500 pööret minutis puurimise kiirusega 2000 pööret minutis nõrgem kui 600 Watt-drings, mille maksimaalne pöörlemiskiirus on 2000 p / min.
Maksimaalne löögi arv Määrab sagedusega puurimisrežiimis puhumise režiimis, vastastikust liikumist. Vastupidiselt populaarsele veendumusele on löögipunkti löögisagedus halvasti seotud häirete täitmisega, kuna seda suurem on sagedus, seda vähem padruni liikumise amplituud. Suur maksimaalse löögi arvu tähistab väikese suurusega norskamise käigud, mida pikendatakse kiiremini kui suured. Selle põhjal on parem eelistada mudeli väikeste maksimaalsete šokkide arvuga - see ei mõjuta jõudlust, kuid šokkmehhanism kestab kauem.

Toit Külvikud, nagu paljud teised tööriistad, võivad olla nii võrgu- kui ka laetavad. Laetavad külvikud on kõik võrgupuuride peamised funktsioonid ja aku kruvikeerajatest erinevad kasseti suurema pöörlemiskiirusega ja - tavaliselt - reketi puudumine.
Aga seal on teatud kogus akumulaator puurid kruvikeerajad varustatud reketi ja regulaator kiirus. Maksimaalsel kiirusel on selline tööriist võimeline puurima tahked metallid ja minimaalsed - kasutatakse paigaldamiseks / demonteerimiseks. Kahjuks on sellise tööriista hind üsna kõrge.
Kättesaadavus pöördfunktsioonid Külvik võimaldab teil muuta padruti pöörlemissuunda. See hõlbustab puuride ekstraheerimist sügavatest aukudest ja võimaldab teil vabastada ummistunud puurimist. Samuti saab kruvide ja kruvide lahti keeramiseks kasutada tagurpidi puurimist.

Puurimissügavuspiiraja See võib olla kasulik, kui auk tuleb puurida mitte läbi, vaid ettemääratud sügavusele. Mugavalt, kui Limiteril on ka märgistuse, kus saate avamise sügavuse määrata.
Toite nupu lukustamine See ei karda puurimise juhuslikku kaasamist. Selle valiku olemasolu on kodumajapidamiste puuride puhul praktiliselt vajalik, kui majas on lapsi.
Turvapakk Väldib tööriista jerk, kui puurimine või otsik on encins. Võimalus on oluline suure pöördemomendiga professionaalsete harjutuste jaoks, mis kiilu puhul on lihtsalt võimatu käes hoida.
Valikuvõimalused.

Kui teil on vaja kerget odavat vahendit väikese aukude puurimiseks puu, kipsplaadi ja teiste pehmete materjalide puurimiseks, saate valida madalama hinnavahemiku puurimise. Kui te ei anna talle suurepäraseid koormusi, võib see kesta piisavalt kaua.
Kui vajate universaalset kodupuurimist, suudab ukse lõuendisse ukse lukud puurida ja puurida kapi all oleva augu.

Kui olete oluline sõltumatuse võrgustiku elektrienergiast, valige akupuuride hulgast. Tõsi, nad maksavad rohkem kui samade omadustega võrkude.
Kui teil on vaja puurida suurte läbimõõdude levis spiraalidega, valige võimas puuride seas ohutuse siduriga.

Et teha puhas treipingid suure läbimõõduga betooniseinad, mida vajate teemantide puurimiseks.
Et puurida suurte läbimõõduga augud metallist, saate kasutada puurimist magnetriilil
Drill on viisardi üks vajalikumaid tööriistu. Twisted on vajalik, kui on vaja luua süvend või auk mõnes materjali. Valik valtsitud on suur, neil on erinev eesmärk, töötava osa disain, erinevad varred, võib olla erinevate suurustega, erinevad tootmismeetodist.
Rulli klassifikatsioon tuleks alustada nende disainiga. Me räägime kõige olulisemast vahendi osast töötavast osast. Niisiis, tööosa konstruktsioonis valtsitud kõik järgmistesse tüüpidesse:
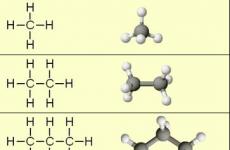
- Kruvi või spiraal. Kõige tavalisem ja nõutud võimalus. Läbimõõt kruvikrull võib varieeruda 0,1 kuni 80 mm ja pikkus tööosa võib ulatuda 275 mm.
- Samm. Mugav, et ühte puurimist saab kasutada erinevate läbimõõdude avade loomiseks. Lehtmaterjalide puhul.
- Korter. Neil on plaadi lõikamisosa on kühvel, pliiats, nii et neid nimetatakse ka suleteks. Kasutatakse suurte aukude loomiseks.
- Vaja on piklikuid kruvisid, kui on vaja luua piisavalt suure sügavuse auk. Neil on kruvikanalid puurimise ajal jahutamiseks mõeldud vedeliku tarnimiseks.
- Tsentreerimine. Sellised paisumised on vaja keskuse aukude loomiseks mitmesugustes detailides.
- Õõnsaid masinaid nimetatakse ka krooniks või ringiks. Ainult materjali rõngaskust osa muutub kiipe.
- Keeratud ühepoolse lõikamise jaoks. Selline tööriist on vaja eriti täpsete suurustega augu loomiseks. Puuril on võrdlusaind, mõlemad lõikamisservad asuvad keskse telje ühel küljel.

Sellel fotol on peaaegu kõik liiki rullid selgelt esindatud. Need on jagatud sihtkohta, st materjali, mille eesmärk on töötada:
- A - puur metallist;
- B - puidu kohta;
- C - betoonil;
- D - korter, see on sulepuur, ka puu;
- E on universaalne puur, saab kasutada ka betoonis ja metallis;
- F - töötada lehtmetalliga;
- G on teine \u200b\u200buniversaalne puurimine ja edukalt kasutatud plastikust, nii puidust kui ka metallist.
Ka eraldi esile tõstetud turse töötamiseks klaasi ja keraamika, teemant pihustamine tavaliselt rakendatakse nende otsa.

Mis puudutab vahet varreliiki, see tähendab, et elektri tööriista või käepidemega seotud osad on:
- 1 ja 2 skeemi-silindrilistes varsides;
- 3 - tähistatud SDS-Plus;
- 4 - kuusnurkne varras;
- 5 - varre nelja servaga;
- 6 - Trutitud varre;
- 7 - Sellised paisumised on mõeldud kruvikeerajatele.

Need erinevad ka nendega loodud auku kujul:
- silindriline;
- kooniline;
- astunud;
- ruut.

Kui me räägime mitte rakenduse ja disaini liikide ulatusest, vaid seadme valmistamise eripäradest, seejärel rullitud järgmistele tüüpidele:
- Tervikuna. See on alati spiraal, kruvi roped. Ta kasutab teras nende loomiseks, mis viitab kiiret tüüpi. Need on kaubamärgid P18, P9, P6M5, P9K15, P6M5K5. Samuti saab kasutada tahket sulamist.
- Keevitatud. Sellise spiraalpuuri tööosa on valmistatud kiirraudteest ja varre jaoks kasutatakse süsinikterasest.
- Karbiidplaatidega. Sellised paisumised on kaldus, sirged ja kruvis sooned.
- Omavad asendatavad karbiidplaadid või vahetatavad karbiidpead. Esimest välimust nimetatakse ka Corpus lõigamiseks.

Tundub, et külvamise kvaliteeti on raske kindlaks määrata. Kuid selle jaoks ei pea te olema spetsialist. Palju kui tööriist võib oma värvi öelda.
Kui puur on tavapärane silmapaistmatu hall, räägib see madala kvaliteediga. Need vahendid on laialt levinud, kuid nad on piisavalt kiired. Must puurvärv näitab, et tootmisprotsessi lõpus töödeldi seda ülekuumenenud auruga. Musta puurimise kvaliteet on veidi kõrgem kui hall.

Kulla kerge toon on puur, mida töödeldi puhkusega. See viiakse läbi sisemise pinge eemaldamiseks. Eristatud hiilgava kullatud puur oli kaetud titaannitriidiga. Kõrgeima kvaliteediga valtsitud, kuigi nende hind on märgatavalt kõrgem kui tavalise halli, vaid teenindab ka tööriista pikka aega.

Erinevad valtsitud ja suurusega. Minimaalne ja maksimaalne läbimõõt on valtsitud, oleme juba eespool kirjutanud. Muidugi tööriista suurusest sõltub nende loodud augu läbimõõt.

Tavaliselt valtsitud ostetud komplektis. Tegelikult ei saa te kindlasti öelda, millal ja millist vahendit vajate. Mugavad komplektid kohvri kujul ei hõivata palju ruumi ja võimaldada teil valida soovitud puur.

Wizards, kes kasutavad sageli erinevaid kuivatatud, tekitavad tavaliselt mugavaid ladustamispaiku töölaual asuva seista kujul. Seega osutub tööriista alati käepärast ja kindlasti ei kaota seminaril.

Nagu näete, on klassifikatsioon paisumine üsna ulatuslik, samuti tööliigid, mille jaoks need on ette nähtud. Vali kvaliteetse tööriista, saate universaalsed, kuid eksperdid nõuavad siiski eelistama konkreetse materjali jaoks mõeldud vardaid.
29. Puurimine. Protsessi sisuliselt kasutatud seadmete (masin), tööriista, inventar, mõõtmete täpsus ja töötlemata pinna töötlemine.
Puurimine- peamine meetod saamise ja kurtide aukude saamiseks tahke aine tooriku materjali. Kui tööriistkasutatud puur. Töötlemine toodetud puurimine ja treipingid. Puurimismasinatel muudab külvik pöörleva liikumise ja pikisuunalise piki avamise teljel ja tühi kinnitatakse masina lauale. Traatidel on töödeldud toode fikseeritud kassettides ja teostab pöörlevat liikumist, külviku külge kinnitatakse masina tagumise õpilase ja teostab translatsiooni liikumist mööda auku teljelit.
Joonis.2. Skeemid: A, B - puurimine, puurimine, M-keskused, D-kasutuselevõtt
Puuritud augu läbimõõt saab suurema puurimisega suurendada. Selliseid toiminguid kutsutakse misellery. Puurimise ajal on tagatud suhteliselt väike täpsus ja pinnakvaliteet.
Kõrgema täpsuse ja madalama pinna kareduse, hüdrokarja ja kasutuselevõtu aukude saamiseks. Zenkerovaniatöötlemine eelnevalt saadud augud multi-ühiskonna tööriistaga zenkermillel on karmim tööosa. Hambade arv vähemalt kolm.
Kasutuselevõtusaate määrata augu kuju ebatäpsuse. Skaneerimine- Mitme hooaja tööriist, mis lõikab väga õhukestest kihtidest töödeldud pinnast.
Puurimise nimetamine:Vajaliku toimingu puurimine nende töötlemisel erinevate materjalide avamiseks erinevates materjalides, mille eesmärk on:
Avade tootmine keermestamiseks, sidumiseks, kasutuselevõtuks või rakendamiseks.
Avade tootmine (tehnoloogiline) elektrikaablite, ankurpoldite, kinnitusdetailide paigaldamiseks jne.
Osakond (segment) toorikud materjalide lehtedest.
Hävitavate struktuuride nõrgenemine.
Bookmark laentus plahvatusohtluse ajal loomuliku kivi kaevandamise ajal.
Puurimisoperatsioonid tehakse järgmistes masinates:
Vertikaalsed puurimismasinad.
Horisontaalsed puurimismasinad.
Vertikaalsed igav masinad.
Horisontaalsed igavused masinad.
Vertikaalsed freesimismasinad.
Horisontaalsed freesimismasinad.
Universaalsed freesimismasinad.
Pöördemasinad (puuritud kinnitus ja töödeldud kangid pöörleb).
Pöördemasinad (puurimise abivahendid, puurimispaik).
Lõikamisprotsesside hõlbustamiseks rakendage järgmist:
Jahutus (vesi, emulsioon, oleiinhape, süsinikdioksiid, grafiit).
Ultraheli (ultraheli puuri vibratsioon suurendab tootlikkust ja purustamiskambrit).
Kuumutatud (nõrgendab raskete materjalide kõvadust).
Löök (šokk-pöörleva puurimine (puurimine) kivist, betoonist).
30. Venitamine. Protsessi sisuliselt kasutatud seadmete (masin), tööriista, inventar, mõõtmete täpsus ja töötlemata pinna töötlemine.
Venitamine- kõrge jõudlusega meetod erinevate vormide osade töötlemiseks suure täpsus kuju ja suurusitöödeldud pind. Kõrgete kulude tõttu tool - StretchVenitamist kasutatakse suurte tootmises. Froaxis on iga lõikamise hammas teatud summa jaoks rohkem järgneva. Lõikamisprotsess venitamise ajal tehakse pikka aega masinate vertikaalsed ja horisontaalsed versioonidtööriista ümberpööratud liikumisega võrreldes ühes passis fikseeritud billi suhtes.
Horisontaalsete pikkuse masinatele venitatud erinevate geomeetriliste kujude augud. Hole mõõtmed 5 kuni 250 mm.

Joonis fig. 6. Venitamisskeemid: 1-töödeldud detail, 2 - broach; a ... D- sisemine venitamine; s ... Zh- Välimus venitamine
Silindrilised augud venitatakse pärast puurimist, korjamist või ahistamist. Võtmekindlad ja lõhestatud sooned venitatud avades, mille kuju vastab ristlõikes vastab profiili laiendatud auk.
Erinevate geomeetriliste kujundite välispinnad venitada vertikaalselt laiendatud masinaid välise venitamise jaoks.
Venitamist kasutatakse metalltoodete suures ulatuses ja masstootmisel ning harva väikestes sektorites ja ühes. Serveeri erinevaid disainilahendusi - välised, sisemised ja Dorn on üks kõige kallimaid tööriistu metallitöötlemise läbiviimiseks. Mõnikord vajab iga taset koos selle valmistamisega suurimat täpsust ja korrektset arvutamist. See on tingitud asjaolust, et tööriist töötab kõige tõsisemas ja karmides tohutute koormuste (venitamise, kokkusurumise, painutamise, abrasiivse ja kleepuva labade kaunistamisega). Venitamine eelneb metallitöötlemise ettevalmistusoperatsioonide, näiteks puurimise, sidumise, kasutuselevõtu, metsade hävitamise (st valduse venitamise, üsna täpselt töödeldud töödeldava pinda).
Dorniva(Dorneerimine) - toorikute töötlemise tüüp ilma tõsteta kiipideta. Pärtsa sisuliselt vähendatakse töödeldava tööriista avamisel liikumisele kõva tööriista pingetega - Dorna. Tööriista ristlõike mõõtmed on suuremad kui billeti auku ristlõike suurus pingete suuruse järgi.
Masinad venitamiseks:
Horisontaalsed avanevad masinad: igasugused toorikute sisemise ja välise venitamise tüübid.
Press: Hole töötlemine Dornow (püsivara, kujundamine, kalibreerimine).
Venitamise tüübid:
Sisemine venitamine. Outdoor venitus. Dorneerimine. Inhandents.
Puidust puurimine on ilmselt üks kõige levinumaid puusepatööd ja puusepatööstuses. Aukude puurimine on vajalik nii osade komponentidena kui ka mittevajaliku puidu valimi jaoks ning muude tööriistade kättesaadavuse korraldamiseks, näiteks pendeli saagi lõuendina või taldrikust. Puurimine valitakse puidu ümmarguse aukude puhul, mis on nõus, ümmargused naelu, poldid, kruvid ja eemaldatud ka puidust pöörded, millele järgneb nende tihenduspuidust korgid. See on palju kiiremini erinevate pesade õõnsaks, eelsooduvad augud.
Drill on iga puurimismasina töökeha, olgu see see käsipuur või statsionaarne masin.
Sõltuvalt tehtud töö olemusest ja tingimustest kasutatakse erinevate liikide harjutusi. Puuri lõikeelemendid peavad tagama vaba lõikamisprotsessi, saadud kiipe tuleb avamisest kergesti eemaldada. Draursi disain peab olema nii, et lõikamisparameetrid ei muutu teritamisel.
Igas puuril, varras, varras ja tööosa eristavad.
Varras võib olla erinev pikkus; Varda pikkusest sõltub puurimise võimalikust sügavusest. Paljud puuride varras on spetsiaalne vorm ja spetsiaalne töötlemine ning kohandatud: a) puurimise suunas; b) saadud auku külgede külgede eemaldamiseks; c) kiipide viskamiseks.
Shank nimetatakse ülemise, tavaliselt paksenenud osa varda ruudu või kuusnurkse püramiidi kuju, mis puuritakse padrunisse puurimisseadme (kollett, puuri).
Töö (lõikamine) osa külvik koosneb lõikuridest. Lõikamise osa konstruktsiooniga saate jagada kolme peamise rühma külvikuid: lusikad, keskused ja spiraalid.
Spoonful puurimine (seda nimetatakse ka koorimiseks) on varras, mis on alumises (töötavas) osa, mille pikisuunaline soon on lõpetatud terava seisakuga. STING abiga lähetatakse puurimine sügavale puidust ja lisaks tsentreeritud. Üks serv soon on teritatud kogu pikkuse jaoks ja on lõikamine, teine \u200b\u200bserv toimib juhendina. Selline puurimine töötab ühel viisil pöörlemisel. Tiivlöögid on sageli teravdatud ja teine \u200b\u200bserva - puurimine siis töötab, kui pöörletakse mis tahes suunas.
Lusikatäis puurimine toimib selle peale surutud. See ei ole kohandatud visata kiibid ja puhastada kiipe, pead eemaldada puur auk. Sellest vähendab lõikamisvõimet. Iluspüügipuurit kasutatakse painutatud, kruvide, kruvide all olevate aukude juhtimiseks.
Tänavapuur on mingi lusikatäit puurid. Tal on koonilise kruviliini tipptasemel serva; Küla allosas lõpeb korgina kujul tsentreerimistasandiga. Pikaajaline puurimine on lihtsam töötada kui lusikatäis, sest tema madalamad keneed teab puidust puurimist ja kruvikujuline soon aitab kaasa kiipide väljatõmbele.
Selle külvamise puudused on õhukese otsa sagedane jaotus, keeruline teritamine, töö, mis töötavad ühel viisil. Tänava puurimise ametisse nimetamine on sama, mis igasugune drill.
Shilot Drill. See on kuju kolmnurkse valiku varre, töötab mõlemas suunas. Kasutatakse kruvide pesade juhtimiseks.
Keskendage puur. Selle külvamise tööosa kujutab kühvli vormi tip-sarnase servaga - keskele, külgkaarte lõikur, mida nimetatakse maandulaks ja veidi kaldu lame nuga, mis asub raadiuses. Tidworm määramine on puurimise keskele, teepaat - põllukultuuri puit puuritud pesa ringi ümber, lame nuga eemaldati puidust ümbritseva ringi ümber kruvi lindi kujul.
Keskuse puurimine töötab ainult ühes suunas, kui Nanit on selle peal. Kasutage seda peamiselt ümmarguste naelude puurimiseks.
Keerake puur. Tal on keerdunud 2/3 pikkuse varda.
Spiraalpuur. Roolil 2/3 pikkusest on kaetud kruviga sarnane spiraal.
Spiral-lint või korgitser, külvik. Varras 2/3 pikkusest on terasest lint, keerutatud korgitser.
Viimase kolme liigi harjutustel on kooniline kruvikujuline lõhkemine tööosas, kahe teedeehituse ja kahe lame noad. Kiibid on kergesti välja tõmmatud. Need puurid töötavad kogu kiudude üle kerge Najaga ja isegi ilma tõuketa. Serveeri erinevate aukude puurimiseks läbimõõduga 6 kuni 40 mm.
Kork-puurit kasutatakse libu juhtimiseks pistikute tihendamise all, töötab selle ülevalt surutud. Puuri tööosa on terasest silindriline kast diameetilise partitsiooniga - lõikur.
CENCLE DRILL (Zenkovka). Selle külvamise tööosa on vaade koonusele pikisuunaliste soonedega küljepinnal; See teenib tsentreeritud puurimist kooniliseks, mis tuleneb kruvide kruvide all olevate aukude ülaosast.
Puurimise augud erinevates puidu tõugude üle kiudude, spiraalse puidu puurid keskele ja lõikuriga (joonis fig 1, a) läbimõõduga 4 ... 32mm, 80 ... 200 mm pikk.
Joonis fig. 1. Külvikud
a-spiraalse puidu lõikamine keskuse ja eesistujaga, b - spiraali koonilise teritamisega, silindrilises roosas ejektori ja silindrilise varinaga, r - sama, koonilise varre, d - külvamise läbimõõduga - varre läbimõõt, L-tööosa pikkus, L-puurimine.
Puidust puuride puuride puurimise piki kiudude kasutamist kasutatakse koonilise teritamisega (joonis fig 1, b) pikk ja lühikese seeriaga. Lühikeseeriate puurid on läbimõõduga 2 ... 12mm, pikkus 45 ... 145mm, pikk seeria - läbimõõduga 5 ... 2 mm, pikkus 130 ... 210 mm.
Pistikute ja tihendi litside lõikamiseks kasutatakse silindrilisi roosaid ejektoriga (joonis fig 1, b, d). Lisaks puurid spiraal silindrilise varre, varustatud tahke sulamiplaatidega, mille läbimõõt on 5 ... 16mm, pikkus lühendatud seeria 70 ... 138mm, tavalise seeria jaoks - 66 ... 178mm, kasutatakse puidu puidu puurimiseks.
Spiraalsed puurid koonilise varrega, mis on varustatud tahkete sulatatavate plaatidega, on toodetud läbimõõduga 10, 30 mm, pikkus 140 ... 275mm lühendatud seeria ja 168 ... 324mm normaalse seeria jaoks.
Lihtsaim puurimismasin on tavaline käsipuur. Külvik on kasseti kinnitatud, ülekandeid reguleeritakse käsitsi kas elektroonilise kiiruse regulaatori abil. Puurid, kus on mässu regulaatorit, saab kasutada kruvikeerajana.
Et puurida suur hulk toorikuid või täita täpselt määratletud aukude sügavuses täienduseks elektrilise puurimise, nägu kasutatakse, kus külvik on fikseeritud. Voodi võimaldab ülalpool kirjeldatud, puurida täpselt määratletud auku sügavuses, kuid selle funktsioone ei ole ammendatud. Voodi võimaldab ka puurida augud teatud nurga all, mis mõnikord on vaja näiteks mahukate osade ühendite puhul.
Puurimismasin on elektrimootoriga kast, millest draiv, millest eemaldatakse padruniga padruniga. Tavaliselt on puurimismasin varustatud suure hulga kiirusega võrreldes elektrilise külvamise ja suuremate võimalustega.
Mehaaniline puurimine toimub elektrioperaatori või spetsiaalsete puurimismasinate abil. Puusepatöös ja puusepatööstuses kasutatakse peamiselt elektrijaama peamiselt.
Puurimise ajal on vaja vajutada kätega kehal elektrioperaatori, mille tulemusena see on langetatud läbi juht-riiulid, pressivad vedrud. Pärast puurimise lõppu tõuseb rõhu peatus ja korpuse sirgete vedrude toime all ülespoole. Kui teil on vaja puurida mujal auku, edastatakse elektriline dosaator, installitud algse asendisse ja kogu protsessi korratakse, et täita märkimisväärseid koguseid töö puurimismasinate puurimistööde puurimismasinate puurimismasinad. Need jagunevad vertikaalselt puurimiseks ja horisontaalselt kulunud vastavalt spindlite arvule - ühele ja mitme spindlile ning voolumeetodi kohaselt - mehaanilisel ja manuaalil.

Puurimismasinad
a - vertikaalselt puurimine; B-- Horisontaalne puurimine.
Vertikaalselt puurimismasin, laud liigub üles ja alla käsirattaga ja puurimispeaga jalapedaali abil.
Vertikaalselt puurimismasin SPE automaatse sööda on universaalne, sest see võimaldab teil puurida kõik augud. Sellel seadmel on veel üks muudatus, mis võimaldab teil kasutada käsitsi sööta. Kui ühendate töölauaga, puurimismasina platvormi (piduriga) külje liikumise ja terminali lõikuri paigaldamisega külvamise asemel on võimalik pikisuunaliste pistikupesade proov.
SVGD-3 horisontaalne puurimismasin on mõeldud horisontaalsete pikisuunalise pistikupesade proovimiseks. Sellel on voodi, tööpuu, kevadel, töölaud ja pidurisadur. Töödeldud osa on fikseeritud kevade poolt, mis tulevad sellele spindlile puurimisega. Töölaud horisontaalse suunas liigutage käepidet vertikaalses sõitmisel. Söötmismehhanismi individuaalsetes masinates on paigutatud erinevalt - töövõll koos puurimisega, mis toodab osa fikseeritud fikseeritud.
Horisontaalne - puurimismasin koosneb elektrimootori, spindli, vagunite, vedude ja puurivabade, klipid, et tugevdada tooriku. Spindli saab liigutada külvamise teljel ja kelki ristsuunas.
Sellele masinale saab puurida ainult ümmarguseid auke, vaid ka ristkülikukujuliseks. Ristkülikukujuliste aukude saamiseks on vaja esimese puurida järjest ringi ja seejärel vedu põiki liikumist kombineerida nende täielik piklik auk. Masinate ja elektrifitseeritud tööriistade töötlemisel on vaja järgida ohutusnõudeid.